In this study, alumina plates 9~25 μm in size were used as thermal fillers, and epoxy resin was used as a polymer matrix. Oriented alumina plate/epoxy composites were prepared using a rolling method. The effect of ordering alumina plates increased with alumina plate size. The thermal conductivity and flexural strength of the composites were investigated. The horizontal thermal conductivity of the oriented composite was significantly higher than the vertical thermal conductivity. The horizontal thermal conductivity of the 75 wt% alumina content was 8.78 W/mk, although the vertical thermal conductivity was 1.04 W/mk. Ordering of the alumina plate using a rolling method significantly improved the thermal conductivity in the horizontal direction. The flexural strengths of the ordered alumina/epoxy composites prepared at different curing temperatures were measured.
Currently, heat release from electronic devices is a key issue since integrated circuits cause an increase of power densities. Organic-inorganic composite materials with high thermal conductivity have great application potential as heat dissipation materials in electronic devices. Epoxy resin is suitable for a polymer matrix due to its good adhesion to inorganic fillers, low cure shrinkage, and good electrical insulation property, etc [1]. However, the thermal conductivity of neat epoxy resin is only about 0.19 W/mk. Therefore, materials such as Al2O3, AlN, BN, and carbon nanotubes are usually used as thermal conductive inorganic fillers for epoxy composites [2].
The reinforcement of the epoxy matrix by Al2O3 particles is especially preferable due to its low price, thermal stability of the material and its resistance to corrosive media [1-5].
Kozako et al. prepared an alumina/epoxy composite using spherical and plate like Al2O3 particles. A 0.2 mm thick alumina 60 wt% filled epoxy composite of epoxy composite with a thermal conductivity was 4.3 W/mk was obtained [2]. Recently, Zha et al. prepared an epoxy composite with graphene nanoplates (GNPs) and alumina fibers (AFs) using a hot pressing process and presented a thermal conductivity of 1.62 W/mk. Moreover, the decomposition temperature of the epoxy composites with 2 vol% GNP and 50 vol% AF loading was enhanced by about 100℃ [1].
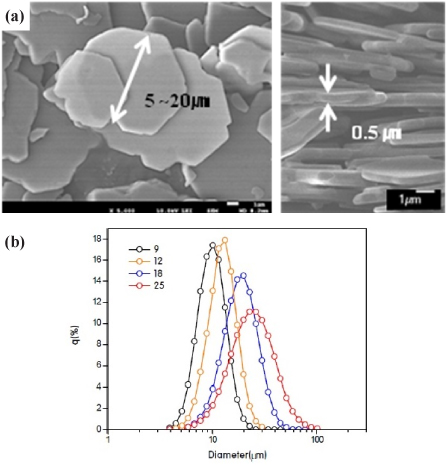
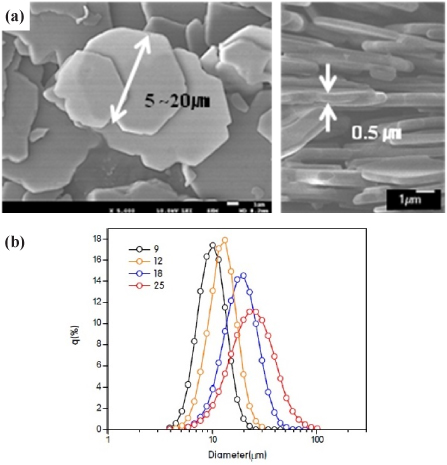
To improve the thermal conductivity of organic-inorganic composite materials, a perfectly connected thermo conductive network must be formed among the inorganic fillers to create an efficient phonon path in the composite. Natural materials such as abalone shell and nacre show well-ordered hierarchical structure at the nano, micro and meso levels. Abalone shell is composed of ~95 wt.% CaCO3 platelets, which have dimensions of ~5~20 μm in length .
The remaining ~5 wt.% of abalone shell is composed of a protein-rich organic matrix 30-50 nm in thickness that acts as an adhesive layer connecting aragonite tablets, thus maintaining the structural integrity of the composite (Fig. 1) [6-12].
In this study, to make highly thermal conductive composite materials using bio-inspired technology, an alumina/epoxy composite was prepared using alumina plates. First, 23 wt% epoxy resin and 77 wt% alumina plates were mixed homogeneously. Then, ordering of the alumina plate was done using a rolling method, and it was warm pressed to cure the epoxy resin. The microstructure of the composite was observed with field-emission scanning electron microscopy (FESEM), and the thermal/mechanical properties were measured.
Commercial alumina powder (RonaFlair® White Sapphire ≥ 99.0%, 9.0 ~ 25.0 μm, Merck Performance Materials), which has a plate-like shape with 0.5-μm thickness, was used as the inorganic filler material. In this study, epoxy resin purchased from Allied High Tech Products, Inc. was used as a matrix to produce organic-inorganic composites.
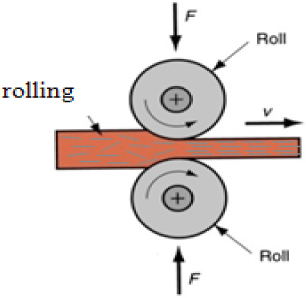
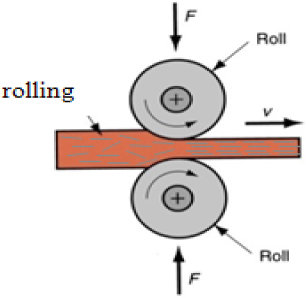
Oriented alumina plate/epoxy composites were prepared using a rolling method. (Fig. 2) First, 25 g of alumina plates and 7 g of epoxy resin were mixed homogeneously using a centrifuge at 3,000 rpm for 1 min. Subsequently, the deaeration process was done under vacuum condition. The mixture was then poured into a mold. Using a roller (5 cm in diameter and 20 cm long), a one direction rolling process was carried out by repeating rolling and stacking 30 times. Then, oriented alumina plates/epoxy composites were prepared using a two-step curing process, wherein the pressure was first maintained at 4 MPa for 1 h at 100℃ and then increased to 150℃ or 200℃ and maintained for 1 h.
The prepared alumina plate/epoxy composites were examined using FE-SEM (JEOL, JSM-6700F). The thermal diffusivity and heat capacity of the composites were measured using laser flash analysis (LFA) with an LFA-427 Nano Flash apparatus (Netzsch) at room temperature. The samples were prepared as discs with a diameter of 12.6 mm and a thickness of 1.5 mm. The samples were coated with graphite for testing to minimize surface reflection.
The mechanical properties of the composites were measured through a three-point bending test with 25 mm support span and a cross-head speed of 0.5 mm/min in air at room temperature by using 5 specimens each of dimensions 50 × 4 × 2.5 mm (length × width × depth).
3.1 Characterization of microstructure
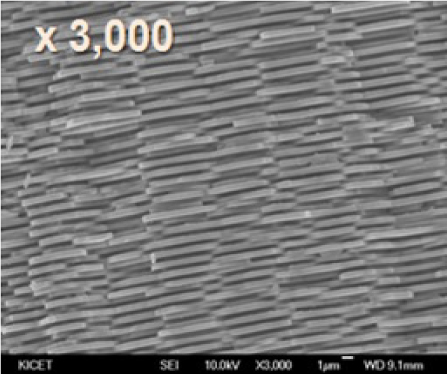
A SEM image of the original alumina particles with a plate-like shape and 0.5- μm thickness is shown in Fig. 3, reveals that they have a clear surface and vary in size between 9 and 25 μm.
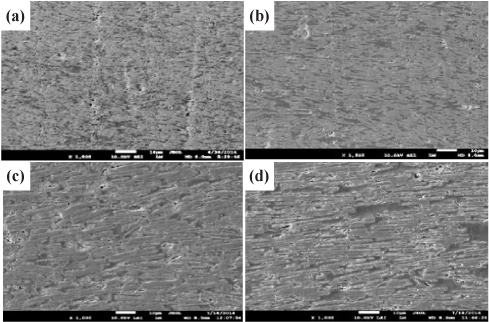
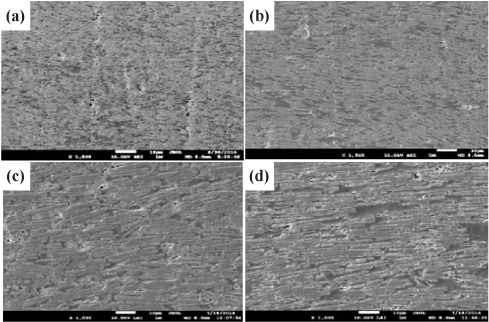
Figure 4 shows the cross-section of oriented alumina plate/epoxy composites using (a) 9 μm, (b) 12 μm, (c) 18 μm, and (d) 25 μm alumina plates. As shown in Fig. 4, alumina plates were oriented in the horizontal direction and were connected with neighboring plates. The effect of ordering alumina plates increased with alumina plate size.
The cross-section of the microstructure of the composites was examined using SEM to identify the interface between the alumina particle and epoxy resin. Fig. 4 shows the close contact between the alumina surface and epoxy resin. As shown in Fig. 4(a)-(d), ordering of alumina plates in the epoxy resin was in creased with repeated rolling times. When 25 μm alumina plates were used as fillers, we were able to obtain perfectly ordered alumina/epoxy composites. Therefore, further characterizations such as thermal property and flexural strength measurement were carried out using this sample. After 10 rolling times, most of the alumina plates were oriented in the horizontal direction. However, in our work, we made composites using 30 rolling times to obtain highly ordered structures.
The mechanical properties of the bio-inspired composites produced from alumina plates/epoxy were measured using a three-point bending test. The ultimate bending strength of alumina plate/epoxy composites was found to be 160.9 MPa for the 150℃ cured sample, whereas that of the 200℃ cured sample was increased by 20% or more up to 200.5 MPa. In nature, the fracture behavior of the abalone shell is explained by the pull out behavior. This means that the aragonite tablet does not break; rather, it just slides out from its initial position. Like the abalone shell, the alumina plate/epoxy composite is not brittle and the strain accommodation mostly takes place between alumina plates and epoxy boundaries, not through the alumina plates [13-15].
The TG data of the alumina plate/epoxy composite shows that the weight loss was due to the decomposition of epoxy. The initiating decomposition temperatures of the composites were about 300℃. However, above 400℃, 75 wt% for composite samples remained. This suggests that the alumina plate/epoxy composite is composed of 75 wt% alumina plates, which is similar to biogenic composite such as abalone shell.
3.2 Thermal property measurements
The thermal conductivity (k) was calculated as follows:
where
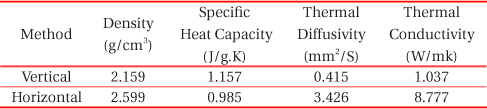
As shown in Table 1, the horizontal thermal conductivity of the oriented composite was significantly higher than the vertical thermal conductivity. The horizontal thermal conductivity of the 75 wt% alumina content was 8.78 W/mk. However, the vertical thermal conductivity was 1.04 W/mk. These values are much higher than the thermal conductivity of neat epoxy which is 0.19 W/mk. The characterization showed that the highly thermal conductive epoxy composite with 75 wt% alumina plate loading was prepared by enhancing thermal conductivity 50 times in horizontal direction and 5 times in vertical direction compared to the pure epoxy resin.
[Table 1.] Thermal conductivity of alumina plate/epoxy composite at different directions.
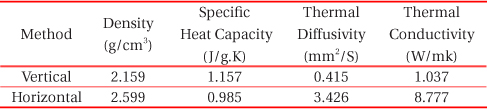
Thermal conductivity of alumina plate/epoxy composite at different directions.
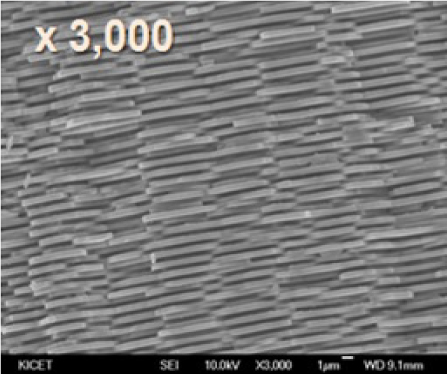
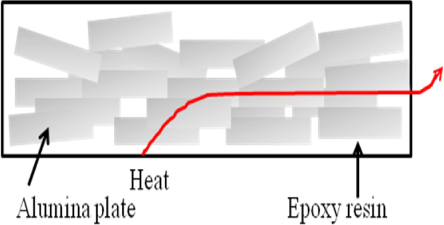
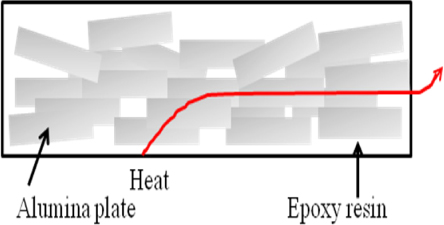
The ordered alumina/epoxy composite was allowed to form a perfectly connected thermo conductive network. The high thermal conductivity was probably due to the continuous alumina networks that functions as an efficient phonon path through them. The thermal conductivity measurement shows anisotropic phonon transport which originate from preferential orientation in horizontal direction. (Fig. 5) This anisotropic property may be caused by the ordered arrangement of alumina plate during the repeated rolling and stacking process.
Oriented alumina plate/epoxy composites were prepared with alumina plates 25 μm in size used as thermal fillers using a rolling method. The horizontal thermal conductivity of the oriented composite was significantly higher than the vertical thermal conductivity. The horizontal thermal conductivity of the 75wt% alumina content was 8.78 W/mk. However, the vertical thermal conductivity was 1.04 W/mk. Ordering of the alumina plate using a rolling method significantly improved the thermal conductivity in the horizontal direction. This result suggests that designing of filler structure is important to obtaining a highly thermo conductive composite.