The purpose of this study was to evaluate the marginal and internal gap of Cobalt (Co)-Chromium (Cr) sintering metal coping fabricated by dental computer-aided design/computer-aided manufacturing systems. Abutment tooth 46 of universal numbering system was selected for the study. Twenty Co-Cr metal copings of two groups were manufactured and scanned. Co-Cr cast metal copings (CCM) group of ten were fabricated using investment, burnout and casing after subtractive manufacturing of wax block. Also, Co-Cr sintering metal copings (CSM) group of ten were fabricated using sintering processing after subtractive manufacturing of Co-Cr soft metal bock. Marginal and internal gap of Co-Cr metal copings of twenty were measured by digital microscope (×160) with silicone replica technique. The data was analyzed from IBM SPSS Statistics ver. 22.0 Statistical software for Mann-Whitney U test (α=0.05). Mean±standard deviation of marginal gap of CCM group was 90.12±61.73
자동화 시스템인 computer-aided design/computer-aided manufacturing (CAD/CAM)은 Duret과 Preston1)에 의해서 도입된 이후 치과분야에는 많은 변화가 있어왔다. 짧은 시간에 다량의 보철물을 정밀하게 제작하는 것이 가능하게 되었을 뿐만 아니라 비용 부분에서도 효과적이고 보철물에 대한 만족도도 높은 수준까지 이르렀다2,3).
Porcelain fused metal (PFM) 보철물의 하부구조물인 금속 코핑은 주로 치과용 CAD/CAM 시스템으로 제작한다. 금속 코핑은 왁스 블록을 절삭 가공(subtractive manufacturing)하여 왁스 코핑을 만들고 이어서 이를 주조를 하여 만들 수도 있다. 그러나 이러한 방식은 매몰, 소환, 주조의 과정을 거치므로 제작 시간이 길어지고, 시술자에 따라서 결과물의 정확성이 다르게 나타나는 등의 문제가 있다.
최근에 이러한 단점을 보완하기 위해 연질의 코발트-크롬 합금을 소결(sintering)하여 금속 코핑을 만드는 방식이 소개되고 있다. 이 방식은 코발트-크롬 연질 블록을 CAD/CAM 시스템으로 절삭 가공하여 코핑의 형상화를 하고, 이어서 이것을 정해진 온도에서 소결함으로써 금속 코핑을 얻는 방식이다. 이러한 방식은 코발트-크롬 연질 블록을 절삭한 후 소결과정만 거치기 때문에, 매몰 및 주조과정의 오차를 최소화 할 수가 있을 뿐만 아니라 공정 시간도 단축시킬 수 있다는 장점을 가지고 있다4).
치과 분야에서는 금속 코핑의 재료는 주로 니켈-크롬 합금과 코발트-크롬 합금이 사용되고 있다5). 그러나 니켈-크롬 합금은 allergic 반응 등과 같이 생물학적으로 인체에 위해한 반응이 보고되고 있다6). 그래서 최근에는 금속 코핑의 소재로 코발트-크롬 합금이 주로 선택되고 있다7). 치과 수복물에 있어서는 변연 적합도는 매우 중요하다. 변연 적합도가 우수하지 못할 경우에는 제2차 치아 우식증이 발생하여 수복 실패의 원인이 된다는 보고가 있다8-10).
이에 본 연구에서는 코발트-크롬의 주조 금속 코핑과 소결 금속 코핑의 변연 및 내면 적합도를 비교 평가함으로써 임상적으로 도움이 되고자 한다.
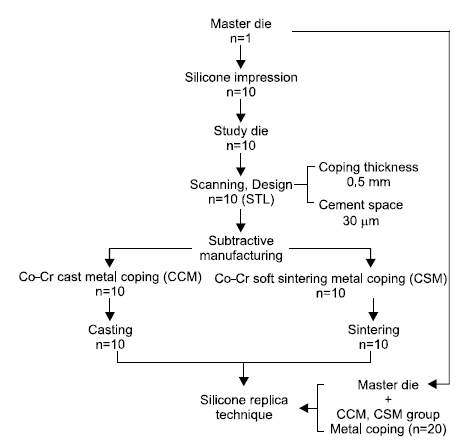
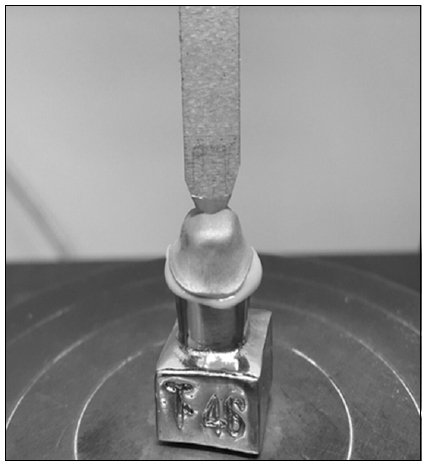
본 실험에서의 master die는 하악 우측 제1대구치(ANA-4; Frasaco, Tettnang, Germany)를 대상으로 하였다(Fig. 1). 선정된 대구치를 다음과 같이 metal-ceramic crown을 위한 지대치로 삭제하였다. 삭제량은 교합면은 2 mm, 축벽은 1.5~2 mm로 하였고, 축벽의 각도는 6°로 taper하게 밀링(Cruise 440; Silfradent, S. Sofia, Italy)하였으며, 360°의 chamfer margin을 부여하였다. Preparation이 끝난 지대치를 실리콘(Deguform; Degudent GmbH, Hanau-Wolfgang, Germany)을 사용하여 복제하였다. 복제된 실리콘 음형 내에 왁스(Geo Wax; Renfert GmbH, Hilzingen, Germany)를 부어, 왁스 형태의 master die를 제작하고, 이어서 비귀금속 합금(VeraBond 2V; Aalba Dent, Fairfield, CA, USA)으로 주조하여 master die를 제작하였다(Fig. 2).
하악 우측 제1대구치의 master die를 인상용 실리콘(Aquasil Ultra XLV and Aquasil Ultra Rigid; Densply DeTrey GmbH, Konstanz, Germany)으로 복제하여 10개의 복제 음형을 제작하였다. 준비된 10개의 음형에 지대치용의 초경석고(Fujirock EP; GC Europe N.V, Leuven, Belgium)를 부어 10개의 study die를 제작하였다.
준비된 10개의 study die를 스캔(Identica Blue; Medit, Seoul, Korea)하여 STL 파일을 생성하였다. 치과용 디자인 프로그램(DentCAD; Delcamplc., Birmingham, UK)을 이용하여 10개의 코핑을 디자인하였다. 코핑의 두께는 0.5 mm로 하였고, 코핑 내면의 시멘트 공간은 30
1) Co-Cr cast metal coping (CCM 그룹)
디자인이 완료된 10개의 STL 파일을 CAM 장비(CORi-TEC 450i, Imes-Icore GmbH, Eiterfeld, Germany)에 적용하였다. 이어서 왁스 블록(Vipi block wax; Pirassununga, São Paulo, Brazil)을 장착하고 절삭 가공하여 10개의 왁스 코핑을 제작하였다. 10개의 왁스 코핑을 제조사의 권장 혼수비에 따라 매몰(DeguVest impact; DeguDent GmbH)하고, 900℃에서 2시간 30분 동안 소환(Super Bake, Model-104; JaeMyung Corp, Seoul, Korea)한 다음, 코발트-크롬합금(StarLoy C; DeuDent, Hanau-Wolfgang, Germany)으로 주조하여 10개 주조 금속 코핑(cast metal coping)을 제작하였다.
2) Co-Cr sintering metal coping (CSM 그룹)
디자인이 완료된 10개의 STL 파일을 CAM 장비(CORi-TEC 450i)에 적용하였다. 코발트-크롬 연질 블록(Soft-Metal; LHK, Chilgok, Korea)을 CAM 장비에 장착하고 절삭 가공하여 10개의 연질 금속 코핑을 제작하였다. 연질 금속 코핑을 전용의 소성로(SintAgon; BowonDental, Daegu, Korea)에 넣어 정해진 스케줄에 따라 소성하여 소결 금속 코핑(sintering metal coping)을 제작하였다.
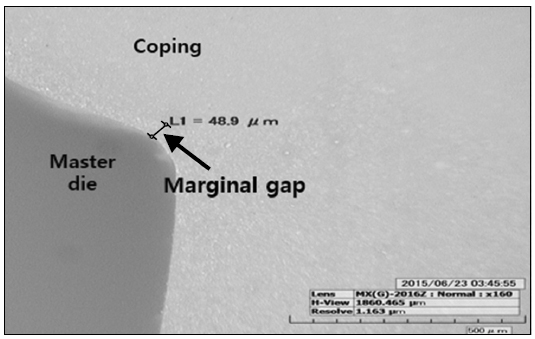
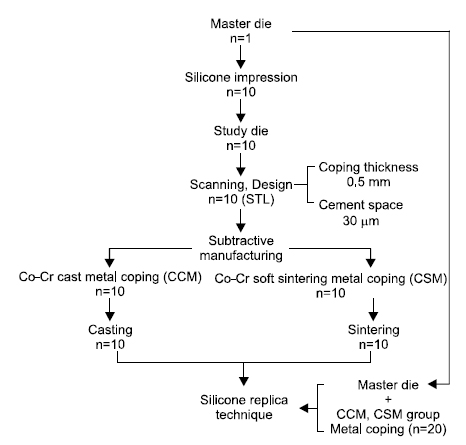
완성된 두 그룹의 코발드-크롬 금속 코핑의 변연 및 내면 적합도를 측정하기 위해서 silicone replica technique을 사용하였다. 코핑 내에 연질 실리콘을 주입을 하고 금속재의 master die에 적합시킨 다음 5분 동안 50 N (OUT-05D; Oriental TM Corp, Ansan, Korea)의 압력을 가했다(Fig. 3). 연질 실리콘이 경화된 후 금속 코핑을 분리하고, 경화된 연질 실리콘 layer를 경질 실리콘으로 안전하게 감싸주었다. 경질 실리콘이 최종 경화된 다음, blade를 사용하여 협ㆍ설, 근ㆍ원심 방향으로 절단하였다. 측정부위는 기존 문헌을 참고하여 12부위로 지정하였다(Fig. 4)12). 측정기기는 digital microscope (KH-7000; Hirox, Tokyo, Japan)를 사용하여 160배율로 확대하여 측정하였다(Fig. 5).
Kolmogorov-Smirnov와 Shapiro-Wilk test를 실시하였으나 정규성 검정을 만족하지 못하였으므로 비모수 검정인 Mann-Whitney U test를 실시하였다. 제1종오류의 수준을 0.05로 설정하였고, 통계 프로그램은 IBM SPSS Statistics ver. 22.0 (IBM Co., Armonk, NY, USA)을 이용하였다.
CCM 그룹과 CSM 그룹의 적합도 측정값이 가장 작은 부위는 CSM 그룹의 53.38±18.61

Mean±SD, Median, 95% CI and Significance Results of Marginal and Internal Gap for CCM and CSM Groups (unit: μm)
본 실험에서는 CAM 장비로 왁스 블록을 절삭한 후 주조과정을 거친 코발트-크롬 주조 금속 코핑과 코발트-크롬 연질 블록을 절삭한 후 소결과정을 거친 코발트-크롬 소결 금속 코핑을 제작하였다. 그리고 변연 및 내면 적합도를 비교 평가함으로써 임상적 허용 가능성을 가늠해 보고자 하였다. 본 연구의 의의는 기존 PFM을 위한 코발트-크롬 금속 코핑의 제작 시 매몰, 소환, 주조 등의 과정을 거쳐야 하였던 것을 소결과정만을 거치게 함으로써 복잡한 과정을 생략할 수 있다는 점이다.
기존 선행연구의 변연 및 내면 적합도 측정법은 대표적으로 cement analog technique과 silicone replica technique으로 분류할 수 있다8). Cement analog technique은 코핑 내면에 cement를 채우고, 이를 지대치 모형에 합착한 후 지대치와 코핑을 절단하여 그 단면을 측정하는 방법이다13,14). Silicone replica technique은 코핑 내면에 실리콘을 채워 그 두께를 측정하는 방법인데, 절단을 하지 않으므로 코핑과 지대치의 손상을 방지할 수 있다15). 따라서 본 연구에서는 비파괴적 방식인 silicone replica technique을 이용함으로써 코핑과 지대치의 손상을 방지할 수 있었다.
금속 코핑의 변연 적합도는 보철물의 성공과 실패를 좌우할 정도로 가장 중요한 요소라고 말할 수 있다. 기존 참고문헌에서는 임상적으로 수용할 수 있는 보철물 변연 적합도의 최대 범위는 50~300
본 연구에서는 CCM 그룹과 CSM 그룹의 12부위에 대한 적합도를 측정한 결과 전반적으로 CSM 그룹의 측정값들이 작은 수치임을 보였고, 특히 변연 부위인 G12부위가 가장 작은 수치를 보여준 반면에, 수치가 가장 크게 나타난 부위는 CCM 그룹의 교합면 부위인 G9부위였다. CSM 그룹의 G12부위는 CCM 그룹의 G12부위와는 유의한 차이를 나타내지 않았으나 G9부위와는 유의한 차이를 나타냈다.
CCM 그룹과 CSM 그룹의 영역별 적합도를 평가하기 위하여 12곳의 세부부위를 변연부, 축벽부, 교합면부 영역으로 분류하였다. 3개의 영역 별로 분석한 결과, CCM 그룹과 CSM 그룹 모두 임상적으로 허용 가능한 범위인 120
그리고 CCM 그룹이 CSM 그룹보다 평균 및 표준 편차의 수치가 가장 크게 나타난 이유는 앞서 언급한 매몰, 소환, 주조 과정과 시술자의 오차에 기인한 것으로 판단된다19). 기존 수작업 방식으로 왁스 코핑을 제작 시 열을 가하여 왁스를 녹인 후 조각하여 제작하였다. 이러한 방식으로 제작된 왁스 코핑은 열이 식으면서 발생한 수축 현상은 소환 과정을 통해 열팽창으로 수축을 보상하였다. 그러나 본 연구에서 사용한 절삭 전용 왁스 블록은 오직 절삭 가공만으로 제작하기 때문에 열에 의한 수축하지 않는다. 오히려 소환과정에서 불필요한 열팽창으로 인해 오차가 크게 나타난 것으로 판단이 된다.
한편 본 연구에서는 실험 오차를 줄이기 위해서 몇 가지 노력을 하였다. 우선 왁스 블록과 연질 금속 블록을 동일한 장비에서 동일한 조건에 맞추어 절삭 가공하였다. 그리고 master die에 코핑을 적합시키는 silicone replica technique의 과정에서 pressing machine을 사용하여 50 N의 동일한 압력을 가함으로써 실험 오차를 줄이고자 하였다는 점이다20,21).
그러나 본 연구에서 한계성도 존재하였다. 측정하고자 하는 시편의 수가 적었을 뿐만 아니라, 싱글 코핑만 사용하여 일반화하기에는 한계가 있다고 본다. 향후 연구에서는 교의치 등을 대상으로 하여 보다 다양한 측면에서 적합도 평가가 이루어져야 할 것이다.
본 연구에서는 CAD/CAM 시스템을 이용하여 제작한 코발트-크롬 주조 금속 코핑과 코발트-크롬 소결 금속 코핑의 변연 및 내면 적합도를 비교 평가하여 다음과 같은 결론을 도출하였다.
코발트-크롬 금속 코핑의 변연 및 내면 적합도를 비교 평가는 기존의 주조방식인 CCM 그룹보다 소결과정만으로 제작한 CSM 그룹이 전반적으로 모두 우수하였다. 또한 CSM 그룹의 변연 적합도는 임상적으로 허용할 수 범위인 120