The purpose of this study was to evaluate marginal gap of 3 unit fixed dental prostheses (FDPs) fabricated by 3-dimensional (3D) printing technology and to compare marginal gap of its by a conventional method (lost wax technique and casting method). Ten study models were manufactured. Three unit FDPs were fabricated by 3D printing technique (3D group) and conventional methods (CV group). Marginal gaps were measured by silicone replica technique and digital microscope (×160). Mann-Whitney test was executed (α=0.05). The mean±standard deviation of marginal gap for premolars and molars were 112.5±8.6 μm and 110.2±7.0 μm in the 3D group and 83.2±4.4 μm and 82.2±4.6 μm in the CV group. There were statistically significant differences (p<0.05). As results, clinical application further improvement of 3D printing technique may be required.
최근 치의학계의 진료 시스템 방식이 아날로그에서 디지털로 급변하고 있다1). 이 중에서도 특히 보철물 제작방식의 변화가 가장 두드러진다. 종전까지 치과용 보철물의 제작은 처음부터 끝까지 오직 수작업에 의하였다. 그러나 최근 제조 기술과 치의학 진료 시스템의 눈부신 발전을 통해 자동화로 전환되고 있다. 특히 치과용 캐드캠(computer aided design-computer aided manufacturing)을 이용한 보철물 제작은 기존 수작업에 의한 보철물 제작 방식의 많은 단점을 보완하여 준다. 치과용 캐드캠이 발전함에 따라 재료는 물론 제작 기술 또한 다양화되고 있다2).
치과용 캐드캠을 이용한 제작 방식은 크게 삭제법과 첨가법으로 구분된다3). 삭제법(subtractive method)은 흔히 computer numerical control 가공 형식으로 불리는데, 블록 형태로 공급된 재료들을 이용하여 미리 디자인된 정보를 토대로 원하는 형태로 절삭하여 삭제함으로써 결과물을 얻는 방식이다4). 이 방식은 제작 과정이 비교적 단순하며, 지르코니아를 포함한 대부분의 치과용 도재 재료의 가공 방식으로 이용되어 재료선택의 폭이 넓고, 심미 보철물 제작이 용이하다. 그러나 원하는 결과물을 얻기까지 버려지는 재료의 양이 많은 것이 가장 큰 단점이며5), 삭제를 위해 사용되는 버 등의 기타 소모품이 많은 것이 단점으로 지적된다. 또한 강한 재료를 채택할수록 장비 또한 고성능 장비가 요구되는 단점도 있다.
이런 단점을 보완하고자 최근 삭제법 대신 첨가법(additive method)에 의한 제작법이 도입되었다. 첨가법은 학문적인 용어로서 최근에는 이보다 대중적인 용어로서 3차원 프린팅(3-dimensional [3D] printing)이라는 용어가 사용되고 있다. 이 방식은 해당 재료가 블록형태로 공급되던 삭제법과는 달리 가루 또는 액상으로 공급이 되며, 필요한 부분만 부분적으로 용융시켜 적층하는 방식에 의해 결과물을 완성한다. 이 방식에 의하면 미리 디자인된 정보를 토대로 필요한 부위에 선택적으로 레이저를 조사하게 되면 약 20 μm 정도의 얇은 층이 생성된다. 이와 같은 공정을 반복하여 적층 시킴으로써 보철물 제작이 완성된다6).
3차원 프린팅 기술의 경우 삭제법보다 재료의 낭비가 적으며, 미세 부위 재현 능력이 우수하다. 예를 들어 내부 공간이 비어있는 공 같은 구 형태의 결과물을 재현하고자 할 때 삭제법에 의해서는 제작이 불가능하지만, 3차원 프린팅 기술을 이용하면 제작이 가능하다3). 이런 장점들 때문에 현재 제조산업 분야 전반적으로 3차원 프린팅 기술에 의한 제조 기술이 도입되고 있으며, 최근에는 치의학 분야에도 도입되어 고정성, 가철성 보철물의 제작이 가능하다.
보철물 제작 기술들의 발전이 눈부시게 이루어지고 있는 반면 이와 관련한 연구들은 부족한 실정이다. 특히 3차원 프린팅 기술은 임상에 도입된 지 얼마 되지 않은 만큼 참고할 수 있는 연구 자료가 많이 부족한 실정이므로, 본 연구에서는 3차원 프린팅 기술에 의해 제작된 3본 금속 코어의 임상적 허용 가능성을 변연 간격을 기준으로 가늠하여 보고자 한다. 그리하여 관련 임상 종사자들(치과의사, 치과위생사, 치과기공사)에게 참고자료를 제시하는 것이 본 연구의 목적이다.
1) 연구 모형 제작
본 실험을 위해 상악 우측 제2소구치가 결손되어 있고, 상악 우측 제1소구치와 상악 우측 제1대구치가 지대치인 모형(Model #3017; Viade Products, Camarillo, CA, USA)을 연구 모형으로 준비하였다. 지대치의 형태는 1.2 mm의 깊이로 삭제되었으며, 변연부의 형태는 360°의 chamfer 변연 형태로서 축벽의 각도는 12°로 설정하여 본 모형을 완성하였다. 완성된 본 모형을 토대로 치과용 실리콘(Deguform; DeguDent GmbH, Hanau-Wolfgang, Germany)을 이용하여 실리콘 몰드 10개를 제작하였다. 제작된 10개의 몰드에 각각의 숫자를 부여한 뒤 치과용 스캐너 전용 석고(Everast Rock; KaVo Dental GmbH, Biberach/Riß, Germany)를 주입하였다. 석고의 혼수 비는 제조사에서 권장 사항에 따랐으며, 주입 후 약 1시간 경과 후 최종 경화된 모형을 몰드에서 제거함으로써 Fig. 1과 같은 연구모형 10개를 제작하였다.
2) 디지털 모형 전환과 3본 금속 코어의 설계
10개의 연구 모형을 3차원 프린팅 기술에 의한 시편 제작을 위하여 치과용 스캐너(D-700; 3shape A/S, Copenhagen, Denmark)를 이용하여 스캐닝 과정을 통해 디지털 모형으로 전환하였다. 스캐닝 시 발생될 수 있는 오차를 최소화하기 위하여 연구 모형 1개 당 총 3회 스캐닝을 실시하였는데, 1회는 전체 모형을 노출한 채로 스캐닝을 수행하였고, 2회는 상악 제1소구치만 노출하여 스캐닝을 실시하였으며, 마지막에는 상악 제1대구치만 노출시켜 스캐닝을 실시하였다. 완성된 디지털 모형에 숙련된 기술자가 전용 프로그램(3shape Dental Designer; 3shape A/S)을 이용하여 금속 도재관 제작을 위한 3본 금속 코어를 설계하였다. 시편의 설계는 제작사 권장사항에 의거하여 코어의 두께 0.5 mm, 시멘트 필름을 위한 두께 30 μm, 연결부의 면적은 9 mm2를 부여하였고, 설계가 끝난 데이터는 각각의 파일로 저장되었다.
3) 3차원 프린팅 기술에 의한 3본 금속 코어 제작(실험군, 3D group)
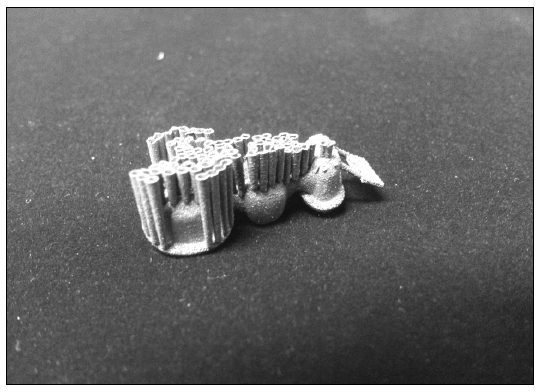
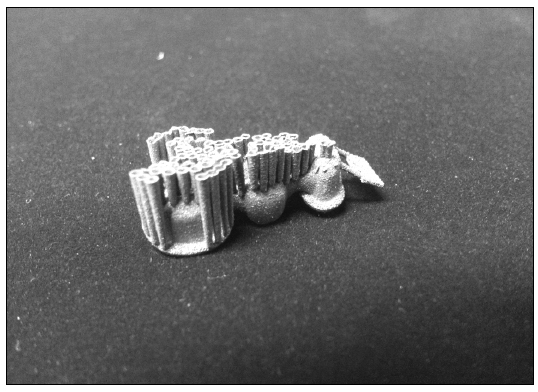
설계가 끝난 파일을 토대로 3차원 프린팅 기술에 의한 3본 금속 코어 제작을 위하여 치과용 3차원 프린팅 전용 장비(EOSINT M270;, EOS GmbH, Krailling, Germany)에 파일 정보를 입력하였다. 입력된 파일의 정보들을 토대로 고온의 레이저가 하부 금속 분말(EOS Cobalt Chrome SP2; EOS GmbH)을 이용하였으며, 사용된 금속 분말의 열적 화학적 요구사항은 EN ISO 9693 규격, 생물학적 안정성 및 세포 독성의 요구사항은 EN ISO 7504, EN ISO 10993-1, EN ISO 10993-5를 따르고 있다. 금속 분말을 용융시키는 과정을 반복하여 적층시킴으로써 Fig. 2와 같은 시편이 10개 완성되었다.
4) 왁스소각기술과 주조방식에 의한 3본 금속 코어 제작(대조군, CV group)
제작된 3D group과 비교 평가할 CV group 제작을 위해 3D group 제작 시 사용하였던 연구모형에 전통적인 제작방식(왁스소각기술과 주조법)에 의해 CV group을 제작하였다. 이 방법에 의하여 준비된 연구모형에 치과용 왁스를 이용하여 10개의 납형을 제작 완료하였다. 제작 완료된 납형을 대상으로 주입선 부착, 매몰 과정을 거쳐 소환을 수행하였으며, 소환이 끝난 후 주조 과정을 거쳐 최종 보철물 10개를 제작하는 과정을 통해 CV group을 완성하였다.
1) 변연 간격의 정의 및 측정
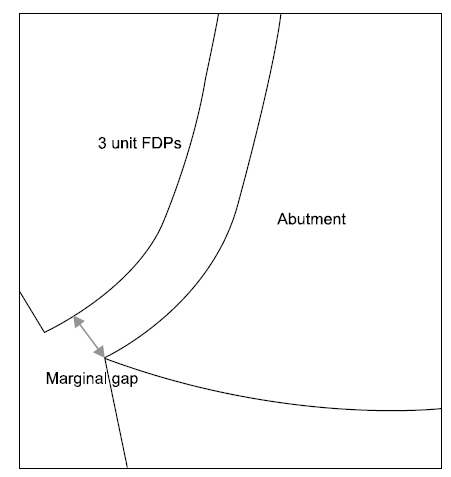
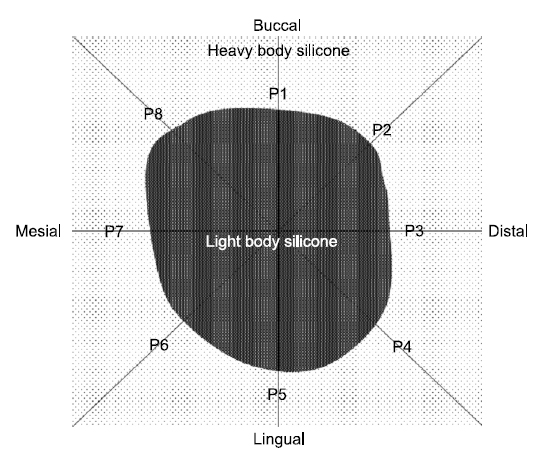
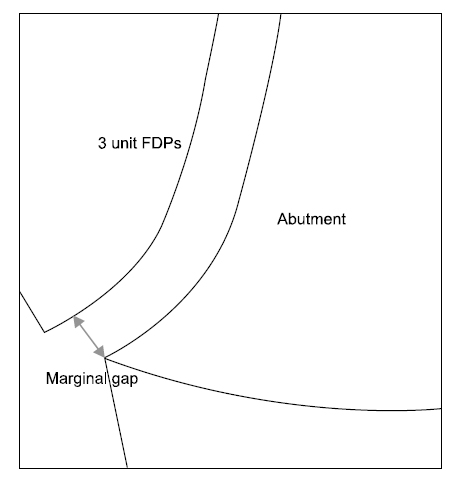
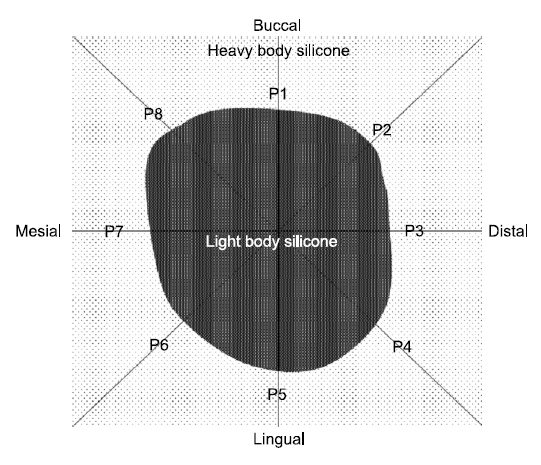
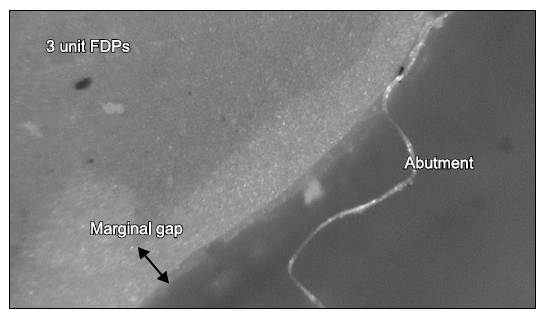
본 연구에서는 변연 간격을 모형의 변연선을 기준으로 시편까지의 수직적인 거리로 정의하며, 측정하였다(Fig. 3)7). 각 치아 별로 Fig. 4와 같이 8부위(P1-P8)를 측정하였고, 측정 방법으로는 선행연구에서 신뢰성이 검증된 실리콘 복제 기술을 이용하였다8). 이 방법에 의하여 보철물 내면에 연질 실리콘(Fresh; Dreve Dentamid GmbH, Unna, Germany)을 채운 후 연구모형의 지대치 장축 방향으로 손가락 압력을 이용하여 압력을 가하였다. 압력은 연질 실리콘이 완벽히 경화될 때까지 유지하였으며, 최종 경화가 끝난 후 연구모형에서 보철물만 조심히 제거하였다. 보철물과 연구모형과의 간격이 복제된 연질 실리콘 복제본은 두께가 너무 얇아 절단이 어려울 뿐만 아니라 절단이 불가능하다.
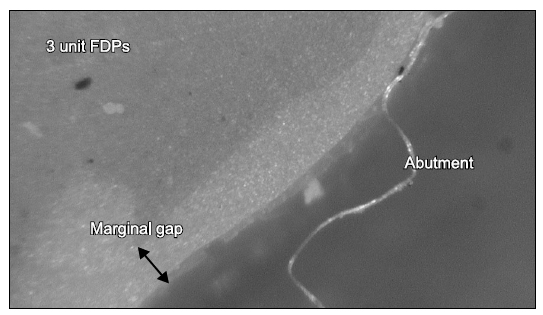
때문에 연질 실리콘 보강 및 측정의 용이함을 위하여 경화가 끝난 연질 실리콘 위에 경질 실리콘(Fresh)을 덮는 형태로 보강하였다. 경질 실리콘의 경화가 끝난 후 실리콘 복제본을 Fig. 4와 같이 8조각으로 절단한 뒤 절단된 실리콘 조각들의 단면을 영점조절이 완료된 디지털 현미경(KH-7000; HIROX, Hackensack, NJ, USA)을 이용하여 160배율로 확대 후 변연 간격을 측정하였다(Fig. 5). 각 지대치에서 측정된 8부위의 변연 간격의 평균을 해당 지대치의 변연 간격으로 정의하였다.
2) 통계분석
두 집단(3D group, CV group)에서 측정된 각 8부위의 시편 별 변연 간격의 평균과 표준편차가 산출되었다. 산출된 두 집단의 평균을 비교평가 하고자 비모수 검정 방법인 Mann-Whitney 검정이 수행되었다(95% confidence interval). 본 연구에서 적용된 모든 통계 분석은 IBM SPSS Statistics ver. 20.0 (IBM Co., Armonk, NY, USA)을 이용하였다.
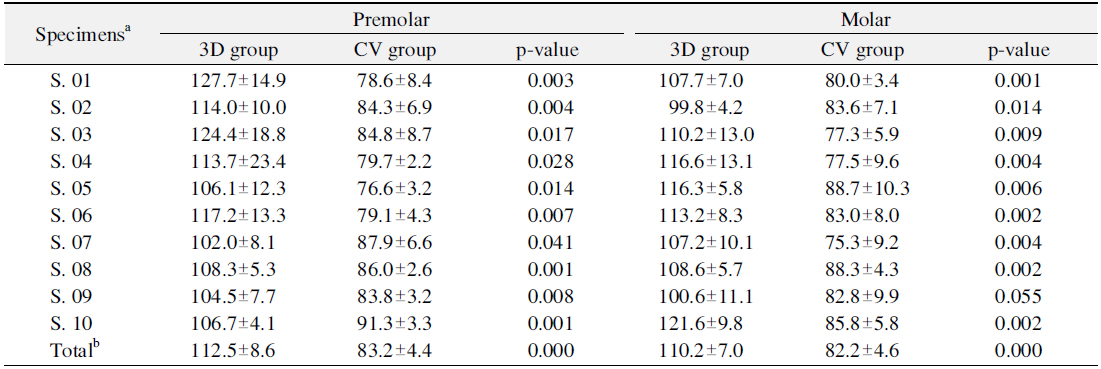
각 시편 별(Specimen, S. 01-10) 8부위 변연 간격의 평균과 표준편차는 Table 1과 같다. 10개 시편의 두 지대치(소구치와 대구치) 모두 3D group의 변연 간격이 CV group보다 큰 것으로 조사되었다. 이를 비교하기 위해 시행한 Mann-Whitney 검정 결과에서는 소구치의 경우 10개 시편 모두 통계적으로 유의하였고(p<0.05), 대구치에서는 9번 시편(p=0.055)을 제외한 나머지 9개 시편이 통계적으로 유의하였다(p<0.05).
[Table 1.] Marginal Gap of Specimens (Premolar and Molar) by Two Fabrication Methods (Unit: μm, n=8)
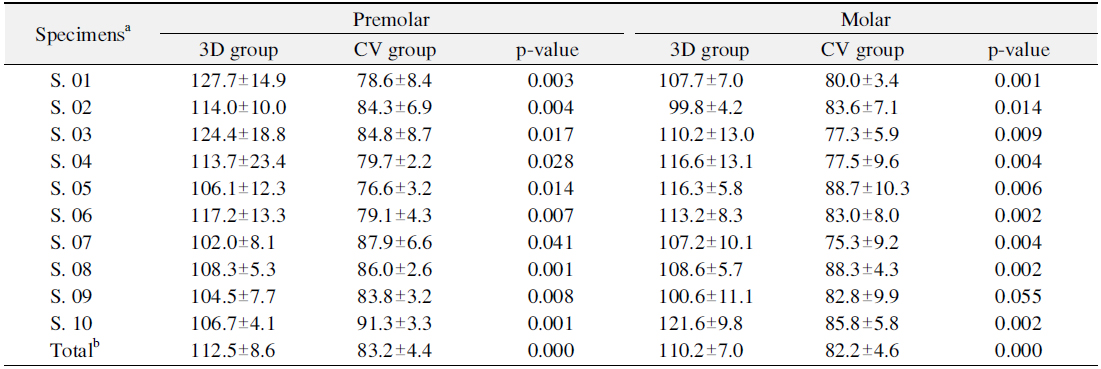
Marginal Gap of Specimens (Premolar and Molar) by Two Fabrication Methods (Unit: μm, n=8)
또한 각 제작방식 별 각 지대치의 전체 변연 간격의 평균과 표준편차는 Table 1의 total과 같다. 두 지대치 모두 CV group의 전체 변연 간격보다 3D group의 전체 변연 간격이 더 큰 것으로 조사되었으며, 평균이 서로 통계적으로 유의한지 알아보기 위하여 실시한 Mann-Whitney 검정 결과 통계적으로 유의하였다(p<0.05; Table 1).
본 연구에서는 최근에 치과 보철물 제작 기술로서 새롭게 도입된 3차원 프린팅 기술에 의해 제작된 고정성 보철물의 변연 간격을 평가하여 임상적 허용 가능성을 가늠해보고자 하였다. 본 연구를 위해 3본 교의치 수복을 위한 모형을 준비하였으며, 연구 모형을 대상으로 3차원 프린팅 기술(3D group)과 기존 보철물 제작 방식(CV group)을 이용하여 금속도재관의 하부 금속 코어의 형태로 3본 고정성 보철물을 각 집단 별 10개씩 총 20개를 제작하였다. 제작된 소구치와 대구치 각각의 시편 당 8곳의 변연 간격이 측정되었으며, 한 시편의 한 지대치에서 측정된 8군데의 평균을 해당 시편 지대치의 변연 간격으로 정의하였다.
측정 결과 소구치 변연 간격의 평균±표준편차는 3D group 112.5±8.6, CV group 83.2±4.4 μm였으며, 대구치 변연 간격의 평균±표준편차는 3D group 110.2±7.0, CV group 82.2±4.6 μm였다. 두 지대치에서 조사된 변연 간격의 평균에는 통계적으로 알아보기 위하여 실시한 Mann-Whitney 검정 결과에서는 두 지대치 모두 통계적으로 유의하였다(p<0.001). 즉 최근 도입된 3차원 프린팅 기술에 의해 제작된 고정성 보철물보다 전통적인 제작된 방식의 보철물의 변연 간격이 우수하였다.
변연 간격이 우수한 고정성 보철물의 경우 그렇지 못한 것보다 2차 플라그의 침착 가능성이 낮아져 결과적으로 보철물의 수명 등에도 직접적으로 긍정적인 영향을 미친다9). 때문에 변연 간격이 지나치게 큰 보철물의 경우 임상적으로 허용이 불가능하다고 이전 연구들을 통해 보고되었다10). 한 연구자는 변연 간격의 임상적 허용 수치로서 50 μm를 제시하였으나11), 후에 몇몇 연구에서 논의된 결과 이상적인 수치로서 허용 수치로서는 다소 무리가 있는 것으로 논의되었다12). 그 결과 다른 연구자들은 100 μm, 120 μm까지를 임상적 허용 수치로서 제시하였으며13,14), 이외에도 200 μm15), 200∼300 μm12)까지도 허용이 가능하다고 보고하였다. 현재 보철물 제작 기술이 초정밀화, 초고도화가 되어가고 있고, 신재료들의 개발 및 사용빈도가 증가함에 따라 임상적 허용 수치도 많은 임상 연구를 통하여 개선될 필요가 있다고 생각된다.
본 연구 결과로 미루어 볼 때 3차원 프린팅에 의해 제작된 고정성 보철물의 변연 간격의 경우 Ostlund11)와 Sulaiman 등13)이 제시한 임상적 허용 수치에 적용되지 못하였으며, McLean과 von Frauenhofer14)가 제시한 임상적 허용 수치에는 몇몇 시편은 존재하였으나 일부 몇몇 시편들은 해당되지 못하였다. 반면 Moldovan 등12)과 Gulker15)가 제시한 임상적 허용 수치 내에 존재하였다. 이러한 내용들을 종합하여 볼 때 3차원 프린팅에 의한 보철물 제작 기술은 앞으로 더욱 정교한 방향으로 발전이 필요할 것으로 생각된다.
고정성 보철물의 변연 간격은 여러 요소에 의해 영향을 받는데, 지대치 설계, 치과용 시멘트, 변연 간격 측정 시 사용한 방법 등이다2). 본 연구에서는 3본 교의치 모형이긴 하였으나 지대치의 설계 방법이라든가 적합도 측정 방법, 증례 등이 다른 변수들을 제거하고자 한 가지 만으로 설정한 것이 한계점으로 지적될 수 있다. 때문에 3차원 프린팅 기술과 관련한 추후 연구에서는 여러 가지 다양한 접근 방식으로 실험을 설계하여 연구가 진행되어야 할 것으로 생각된다.
3차원 프린팅 기술은 현재 치과 보철물 제작 방법에 새롭게 도입된 기술로서 이와 관련한 연구가 턱없이 부족한 실정이다. 이 기술이 기존의 제작 방식과 비교하였을 때 재료의 절약, 제작 시간의 감소, 노동력 저하 등에서 더 우세하므로 앞으로 사용 빈도는 증가할 것으로 예측된다. 제한적으로 진행된 본 연구에서는 기존의 제작 방식보다 변연 간격이 우수하지 못하였으나 여러 연구 결과들을 통한 기술의 발전이 끊임없이 이루어진다면 기존의 제작 방식을 대신할 수 있을 것으로 생각된다.
본 연구의 한계점은 3차원 프린팅 기술로 제작된 고정성 보철물의 평가를 단순히 한가지 증례를 가지고 평가된 변연 간격을 기준으로 하였다는 점이다. 변연 간격은 지대치의 형태, 인상재의 종류, 금속 코어의 디자인, 코어의 재료, 변연 간격 측정 방법 등에 의해서 영향을 받을 수 있기 때문인데, 이러한 변수들을 본 연구에 적용시키지 못한 것은 한계점으로 지적된다. 추후 변연 간격과 관련한 연구에서는 앞서 언급한 변수들을 적용한 연구가 진행되어야 할 것으로 생각된다. 또한 변연 간격이 고정성 보철물의 임상적 허용 여부를 결정짓는 가장 중요한 요소 중 하나이지만, 구강 내 완벽히 적용되기 위해서는 많은 요구조건들을 충족하여야 한다. 보통 물리적, 기계적 특성, 화학적 및 생물학적 안정성 등이다. 때문에 추후 진행될 연구에서는 위에 언급한 사항들 외에도 재현성에 관한 연구, 신기술에 따른 다양한 보철물 소재에 대한 비교 연구도 필요할 것으로 생각된다.