We propose a two-step UV irradiation procedure to fabricate polymer-dispersed liquid crystal (PDLC) films by lamination. During the first UV treatment, before lamination, the UV-curable monomers coated on one film substrate are solidified through photo-polymerization as the phase separation between the liquid crystals and the monomers. Introducing an adhesion-enhancement layer on the other plastic substrate and controlling the UV irradiation conditions ensure that UV-induced cross-linkable functional groups remain on the surfaces of the photo-polymerized layers. Thereby, the adhesion stability between the top and bottom films is much improved during a second (post-lamination) UV treatment by further UV-induced cross-linking at the interface. Because the adhesion-enhancement and PDLC layers prepared by the bar-coating process are solidified before lamination, the PDLC droplet distribution and the cell gap between the two plastic substrates remain uniform under the lamination pressure. This ensures that the voltage-controlled light transmittance is uniform across the entire sample.
Polymer-dispersed liquid crystals (PDLCs) consist of randomly distributed liquid crystal (LC) droplets in a polymer matrix, and result from the phase separation of a LC/prepolymer mixture [1-4]. When a PDLC film is made with an LC having an extraordinary refractive index (
To form a PDLC layer between two indium thin oxide (ITO)-coated plastic films, the favored approach is to print the LC/prepolymer mixture onto the first plastic substrate and then laminate with the second film [16, 17]. This is preferable to conventional capillary filling of the LC/prepolymer mixture because a uniform LC/prepolymer ratio is more easily maintained, leading to uniform distributions of LC droplets and uniform light scattering behavior. If the lamination of the top ITO film is conducted after the solidification of the PDLC layer with the UV exposure, a constant gap between the two film substrates is also more easily achieved, which is essential to maintain uniform electric fields and electro-optical behavior over large areas.
Printing methods such as rod-coating [18, 19], blade coating [20, 21], and curtain coating [22], allow PDLC layers to be coated cost-effectively over large areas in a roll-to-roll fashion [23, 24]. However, it is rather difficult to obtain uniform electro-optic properties over large areas due to the flexibility of the plastic substrates and the high pressure used during the lamination of the top film [25, 26]. To solve these problems, a method – coating a mixture of LC/pre-polymer and spacers, laminating a top film, and preparing the PDLC by UV-induced phase separation – has been proposed that provides a uniform cell gap between the two plastic films after lamination [27]. However, the dispersed spacers affect the LC droplet distribution during phase separation leading to positionally nonuniform light scattering properties [27-28]. Under bending stress, the dispersed spacers can also lead to scratch defects on the ITO surface [28]. Because the PDLC layer solidifies after UV-induced phase separation due to the UV-cured polymer matrix, the top ITO film can be laminated last, after the PDLC layer has been formed on the bottom ITO film. In this case, uniform PDLC layers are readily obtained but the adhesion between the PDLC layer and the top ITO film is poor, leading to detachment defects under bending stress [29].
To obtain both uniform light transmittance and stable adhesion for the PDLC layer, we propose two steps of UV irradiation during PDLC fabrication. After coating the LC/prepolymer mixture onto the bottom ITO film, the first UV curing process is used to induce phase separation and form the PDLC layer. The solidified PDLC provides a layer with constant thickness and maintains a uniform gap between the ITO films during lamination. Furthermore, controlling the direction and dose of the UV irradiation ensures that UV-induced cross-linkable groups remain on the surface of the photo-polymerized layers thereby stabilizing the adhesion of the laminated films. Similarly for the top layer, the adhesion enhancement layer is coated with the UV curable resin and solidified by the controlled first step of the UV irradiation. After lamination, the second UV irradiation step improves the adhesion between the solidified PDLC layer and the laminated ITO film. Meyer rod coating was used to print the LC/prepolymer mixture and adhesion enhancement layers and control their thickness [30]. Peel-off experiments were used to test the adhesion strength of the laminated PDLC films as a function of the first step of UV irradiation conditions, and the effects of bending were also investigated [31, 32]. The uniformity of the gap between the ITO films, as maintained by the UV-solidified adhesion-enhancement and PDLC layers, was analyzed by measuring the uniformity of light transmittance across the samples under different applied voltages.
II. FABRICATION PROCEDURES AND EXPERIMENTAL CONDITIONS
Figure 1 shows a schematic diagram of the proposed fabrication process whereby a two-step UV exposure provides uniform voltage-dependent positional light transmittance and stable adhesion between the PDLC layer and the plastic substrates in the laminated films. The LC/prepolymer mixture was composed of a nematic LC (E7, Merck Advanced Technologies Ltd.) and a UV curable prepolymer (NOA65, Norland Products Inc.) in a weight ratio of 5:5 under the temperature condition of 110℃. To increase the phase separation and the UV curing rates, 2 wt% photoinitiator (Irgacure651, Ciba Specialty Chemicals) was added to the LC/prepolymer mixture. The refractive indexes of the E7 LC are
The substrates, ITO-coated polyethylene terephthalate (PET) films, were cut into 16 cm × 10 cm pieces for all the experimental samples. The LC/NOA65/photoinitiator mixture was coated on the bottom ITO film using a Meyer rod, as shown in Fig. 1. The top ITO film was also covered using a Meyer rod, with the NOA65 as the adhesion enhancement layer. Meyer rod coating is carried out in direct contact with the substrate and the thickness after leveling of the coated surface is readily controlled by varying the periodicity (
Before lamination, the LC/NOA65/photoinitiator mixture layer was exposed to UV irradiation (the first irradiation step) to induce a phase separation between the LC droplets and the polymerized matrix and to transform the gel into a solid PDLC layer. The adhesion enhancement layer coated on the top ITO film was similarly solidified. As shown in Fig. 1 (the central diagrams), a controlled UV dose was directed at the side of the plastic film substrates to limit the UV-induced polymerization of the free radicals on the surfaces of the PDLC and adhesion enhancement layers. The samples were irradiated with a metal halide UV lamp (Lichtzen Co., Ltd., spectral range: 260-420 nm, intensity: 20 mW/cm2). The PDLC droplet size depends on the UV intensity rather than the irradiation time. The irradiation time can thus be used to stabilize adhesion without affecting the PDLC morphology once a solidified PDLC layer has been obtained. Because the LC/NOA65/photoinitiator layer is thicker than the adhesion enhancement layer, the bottom film was irradiated for longer than the top one, but both exposures were sufficiently lengthy to solidify the respective layers. The two UV irradiation times for the first UV irradiation step,
After the first UV irradiation step, the top film was laminated onto the bottom one as shown in the lower part of Fig. 1. The laminating pressure was about 147 N/m. An insufficiently solid PDLC layer does not maintain a uniform cell gap or LC droplet distribution under the lamination pressure. A second stage of UV exposure was used to cross-link the UV-curable free radicals on the PDLC and adhesion enhancement layers in the laminated PDLC films, thereby stabilizing their adhesion. The same UV intensity was used as in the first step (20 mW/cm2) and all samples were irradiated for 150 s.
Figure 2 shows a schematic diagram of the peel-off test used to measure the adhesion strength of laminated PDLC films prepared under the different first UV irradiation conditions (
Figure 3 shows the adhesion strengths measured in this way for the laminated PDLC films as a function of the exposure times during the first UV irradiation step,
Based on the peel-off test results, the positional uniformity of the light transmittance was compared for three PDLC films prepared as follows. Sample I was fabricated conventionally, i.e. without the first UV irradiation step (

Duration of the UV irradiation applied to the top and bottom substrates (ttop and tbottom) of Samples I, II, and III during the first UV curing process shown in Figure 1, and their resulting adhesion strengths (fadhesion) as measured using the peel-off test shown in Fig. 2
Figure 4 shows photographs of the three samples obtained in field-off (0 V) and field-on (135 V) states. To compare the optical transparencies and the uniformities of the three samples, the logo of our university (“KNU”) was printed on a black background under the PDLC films. For Sample III, the first UV treatment solidifies the PDLC and adhesion enhancement layers such that the optical transmittance across the film is uniform both in the opaque state (field off) and in the transparent state (field on), as shown in Fig. 4(g) and 4(h), respectively. A uniform gap between the ITO films, a uniform PDLC morphology, and a uniform PDLC thickness are all maintained under the high pressure applied during lamination. However, the adhesion in Sample III is too weak, as shown in Table 1. As shown in Fig. 4(c) and 4(d), Sample II, prepared using the optimized UV irradiation conditions, is also uniform in its optical transmittance due to sufficiently solidified PDLC and adhesion enhancement layers. Furthermore, uniform scattering and transmittance are maintained under bending, as shown respectively in Fig. 4(e) and 4(f). Note that a quantitative comparison of the bending stability of Samples II and III follows in Fig. 7. Figure 4(a) shows that certain regions of Sample I are not fully opaque in the scattering state, and with a voltage applied, some points remain opaque, as shown in Fig. 4(b). These effects are the result of nonuniformities in the cell gap and in the LC droplet distribution induced during the lamination process [34].
Polarizing optical microscopy (POM) was used to observe the LC droplet distributions in the three samples, as shown in Fig. 5. The LC droplets in Samples II and III are uniformly distributed, with an average diameter of about 7 μm. However, different droplet distributions are observed in the POM images obtained from different points in Sample I (
To compare the positional light transmittance of each sample quantitatively, the voltage-dependent transmittance of the sample (16 cm × 10 cm) was measured in 84 × 64 sections using an imaging photometer (PM-1433, Artisan Technology Group). Figures 6(a) and 6(b) respectively show the average (
In all samples, the
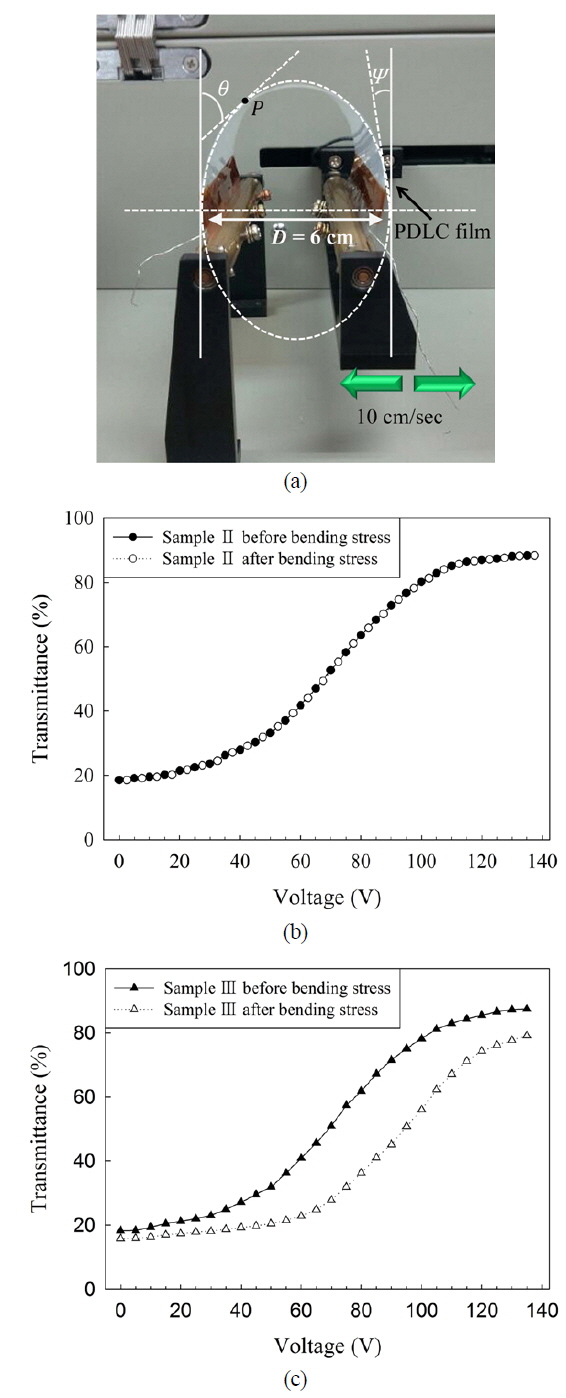
The stability under bending of the two samples (II and III) showing uniform light transmittance was measured using a bending tester (ZBT-200, Z-Tech), as shown in Fig. 7(a). Bending stress was applied 1000 times on the laminated PDLC films using a step motor. The bar attached to one edge of the PDLC films was moved at 10 cm/s. The radius of curvature of the bending deformations may vary across the PDLC films [36], The bending stress applied to the PDLC films can be described as follows [37],

where
Figure 8 shows photographs of Samples II and III as a function of the applied voltage, taken after applying the bending stress. Sample II is unaffected by bending owing to stable adhesion (as shown in Table 1), and becomes uniformly more transparent as the applied voltage is increased. In the opaque state, the light scattering from Samples II and III is similarly uniform. Because the LC droplet distribution and the PDLC thickness remain uniform, there are no apparent differences in the opaque state after bending. However, the positional light transmittance of Sample III becomes nonuniform under an applied voltage. This shows that the PDLC film in Sample III becomes delaminated under bending. Delamination increases the gap between the ITO electrodes and weakens the electric field applied to the PDLC layer, resulting for Sample III in lower light transmittance (Fig. 7(c)) and regions of higher scattering (Fig. 8(e) and 8(f)). These delaminated regions, showing higher light scattering, form perpendicular to the bending direction, as expected from equation (1). Equation (1) shows that the stress along the bending direction is maximal in the middle of the film, where
We have presented a two-step UV irradiation method to prepare laminated PDLC films. In the proposed method, a LC/prepolymer mixture and an adhesion enhancement layer are respectively coated onto the bottom and top ITO films. A first UV treatment is used to solidify these two layers, and to phase-separate the LC droplets in the PDLC layer on the bottom ITO film. Controlling the dose and direction of the UV irradiation allows the lamination conditions to be optimized between the PDLC and adhesion enhancement layers and ensures that a uniform layer thickness, LC to prepolymer ratio, and LC droplet distribution are all maintained. The UV-curable free radicals that remain on the laminated surfaces after this controlled UV irradiation provide strong adhesion and stability under bending after a second UV treatment, owing to enhanced cross-linking at the lamination interface. The fabrication method presented here stabilizes the adhesion and thereby the positional uniformity of the voltage-controlled light transmittance of PDLC devices laminated on flexible film substrates, and can readily be applied to print and laminate large-area PDLC films.