Mercury is considered one of the most toxic metals due to its volatility, persistence, bioaccumulation and health impacts on human beings [1-8]. On April 19, 2012, the US Environment Protection Agency (EPA) issued the national standard Final Mercury and Air Toxics Standards for the control of mercury, acid gases, and other toxic pollution from coal-fired power plants. On Dec. 20, 2012, the U.S. EPA finalized a specific set of adjustments to Clean Air Act standards. The mercury emission limitation in the 2012 final standards is 2.0−3.0 tons/year for the boilers that need to meet emission limits in the 2012 final standards [9-12].
There are three forms of mercury in the flue gas from coal-fired power plants: elemental mercury (Hg0), oxidized mercury (Hg2+) and particle bound mercury (HgP). Particulatebound mercury refers to the mercury adsorbed onto residential particulate, it can be collected using current air pollution control devices (APCD) such as electrostatic precipitator (ESP) and fabric filter (FF). Oxidized mercury can be captured efficiently using wet scrubbers since it is water-soluble. Conversely, elemental mercury is very difficult to be removed because of its high vapor pressure and low water solubility. Thus, control of elemental mercury should be the focus of mercury emissions from coal-fired power plants since it is the most difficult species to be eliminated [13-25].
As one of the most important materials, carbon materials have attracted a lot of attention for their potential applications as automobiles, aerospace, defense, sports, gas storage, electrodes, filler, and catalyst supports [26-41]. Especially, porous materials (including activated carbons, zeolites, and alumina powders) are useful materials for gas adsorption and storage [42-49]. Adsorption, especially using activated carbon (AC) as adsorbent, is currently the most widely used technology for hazardous gas removal from the incineration flue gases [50-61]. As for the sorbent injection technique, activated carbons are injected into the flue gas right before it enters the electrostatic precipitators or bag house filters. In a fixed-bed type system, the flue gas passes through a packed tower with a specified depth of the AC particles. The system is designed to increase the contact time between mercury and the sorbents (AC) without causing a pressure drop to increase. Many researchers have studied ways to further improve AC’s mercury removal efficiency. The recent studies [62-65] show better mercury removal by sulfur-impregnated AC than virgin ones. Because, when physisorption is a dominant process upon using virgin AC, chemisorption is facilitated by the formation of HgS when using the sulfurimpregnated AC. In addition, sulfur impregnation improved the mercury removal efficiency by changing the surface area and pore size distribution which were affected by impregnation temperature and sulfur-to-carbon ratio.
In spite of the high mercury removal efficiency, using sulfur-impregnated AC usually results in high operating costs. Hence, various materials with lower operating costs have been tested as possible alternatives to AC. In a recent study, Kim
In this paper, we review the processing methods and the various materials for elemental mercury.
2.1. Chemically treated carbon sorbents
Sasmaz
Yao
Tian
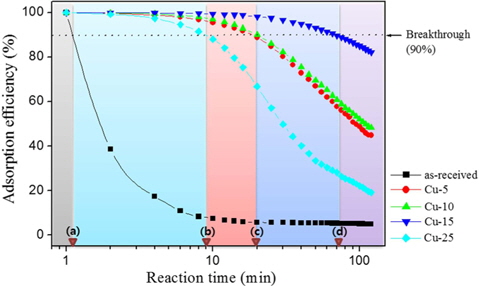
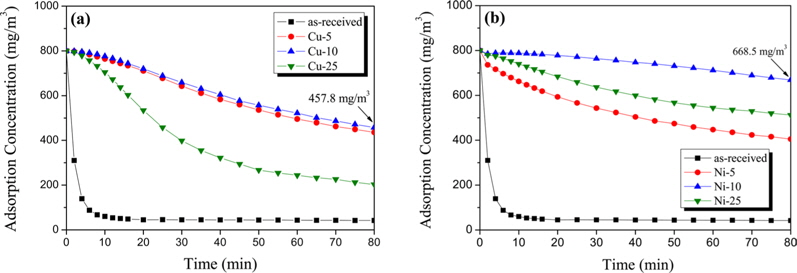
Our previous works [66,67], Fig. 3 shows the elemental mercury adsorption behavior of Cu/PCs. Elemental mercury adsorption of all Cu-ACs occurred at a level higher than that of the as-received sample. The efficiency increased with increasing plating time up to Cu-15 and then decreased in the Cu-25 despite the similar specific surface areas and total pore volumes. In conclusion, there is a strong correlation between the Cu2O/Cu ratio and the mercury removal properties of Cucoated porous carbonaceous materials [66]. Fig. 4 shows the elemental mercury adsorption behaviors of metal/activated carbon hybrid materials. Based on the experimental results, elemental mercury adsorption of all metal/ACs occurred at a level higher than that of the as-received sample. It is thus concluded metal plating (Cu and Ni) on carbon surfaces can be a good method for enhance elemental mercury adsorption [67].
Tao
Kim
Xu
The control of mercury emissions from coal-fired boilers is achieved via existing controls used to remove particulate matter (PM), sulfur dioxide (SO2), and nitrogen oxides (NOx). This includes capture of particulate-bound mercury in PM control equipments such as electrostatic precipitator (ESP), fabric filter (FF), and soluble mercury compounds in wet FGD systems. The use of selective catalytic reduction (SCR) of NOx control enhances the concentration of soluble mercury compounds in flue gas and results in increased mercury removal in the downstream wet FGD system [75-81].
ESP is significantly less effective than FF, because there is less contact between gaseous mercury and fly ash in ESPs. A FF can be very effective for mercury removal from coals, which is one of the reasons that more and more FF units are being installed recently. However, this FF-only configuration only represents small percentage of (5−10% of the U.S.) coal burning capacity. Mercury in its oxidized state (Hg2+) is highly watersoluble and thus would be expected to be captured efficiently in wet FGD systems. However, over 80% of total mercury stays in elemental form, and easily escapes from wet FGD system [77].
It is well-known that the elemental form Hg0, which is the main component of mercury in gas phase, is very hard to be removed due to their high volatility and low solubility in water. However, the oxidized mercury Hg2+ has much higher solubility in water, and thus the oxidation of Hg0 to Hg2+ followed by the ESP and/or wet scrubbing processes became a promising method for mercury removal [77].
Kong
Liu
Xu
3.2. Selective catalytic reduction
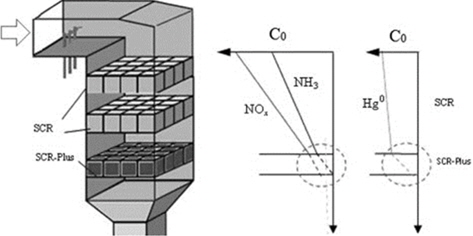
The selective catalytic reduction (SCR) of NOx with NH3 has been an efficient and widely used technology to control NOx emissions in coal-fired flue gas. The recent investigations have demonstrated that the catalyst used in the SCR process, especially V2O5–WO3/TiO2 catalyst, showed the highest catalytic activity in Hg0 oxidation reaction [85]. In addition, the activity component V2O5 played an important role in promoting Hg0 oxidation efficiency on the surface of catalyst [86].
Chen
Rallo
In this study, we reviewed the adsorbents and processing methods for elemental mercury control. Several factors potentially affect the efficiency of a sorbent to remove mercury from flue gas. These include the mercury speciation in flue gas; the flue gas composition; process conditions; sorbent characteristics; and the presence of other active additives.
Additional research is needed to identify the mercury compounds that are formed and to verify capture mechanisms. Engineering development is also needed to improve sorbent dispersion and optimize gas–solid contact time.

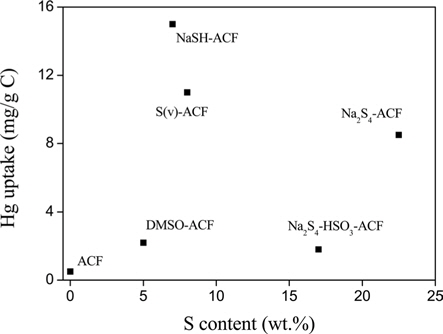
![Mercury uptake capacities with sulfur-treated samples based on the mass of coating [70].](http://oak.go.kr/repository/journal/14984/HGTSB6_2014_v15n4_238_f001.jpg)
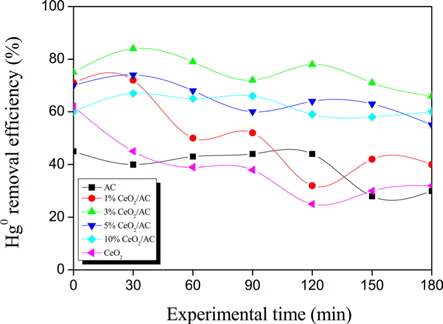
![Hg0 removal efficiency of CeO2, AC and ameliorated AC at 60°C [71].](http://oak.go.kr/repository/journal/14984/HGTSB6_2014_v15n4_238_f002.jpg)
![Elemental mercury removal efficiency of the Cu/PC as a function of the plating time; (a) breakthrough time for the as-received sample, (b) breakthrough time for Cu-25, (c) breakthrough times for Cu-5 and Cu-10, (d) breakthrough time of Cu-15. Breakthrough means 90% filter performance for elemental mercury [66].](http://oak.go.kr/repository/journal/14984/HGTSB6_2014_v15n4_238_f003.jpg)
![Elemental mercury adsorption of metal/activated carbon hybrid materials as a function of plating time. [67].](http://oak.go.kr/repository/journal/14984/HGTSB6_2014_v15n4_238_f004.jpg)
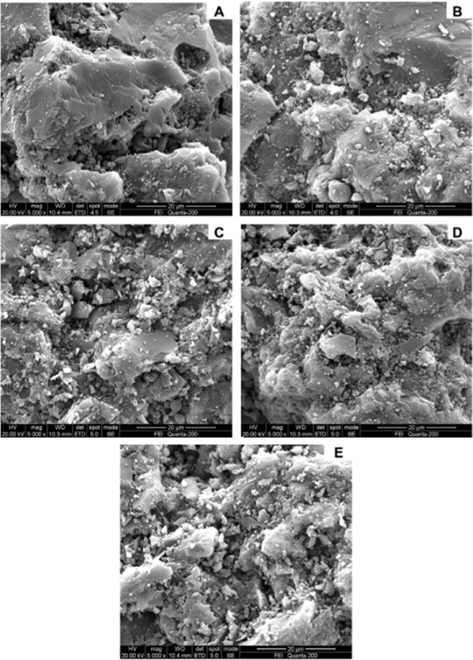
![SEM micrographs of (A) virgin AC, (B) AICC2, (C) AICC4, (D) AICC6, and (E) AICC10 [72].](http://oak.go.kr/repository/journal/14984/HGTSB6_2014_v15n4_238_f005.jpg)
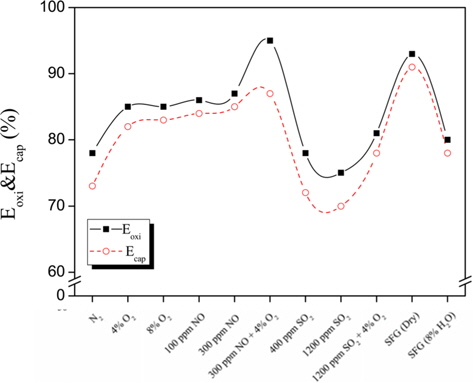
![Effects of individual flue gas components on Hg0 oxidation and capture efficiency of AICC6 (all gases balanced with N2) [72].](http://oak.go.kr/repository/journal/14984/HGTSB6_2014_v15n4_238_f006.jpg)
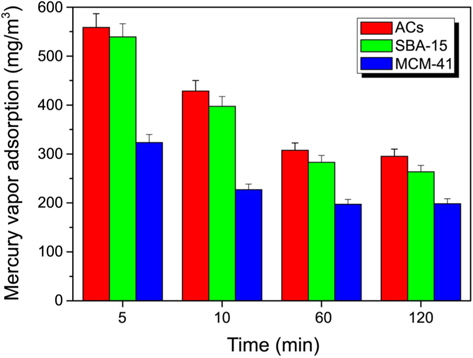
![Elemental mercury adsorption of ACs, SBA-15, and MCM-41 [73].](http://oak.go.kr/repository/journal/14984/HGTSB6_2014_v15n4_238_f007.jpg)
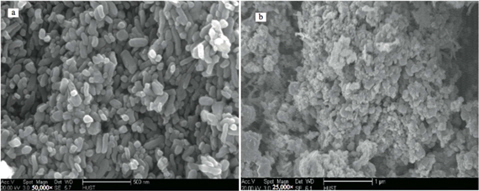
![SEM images of iron oxide nano catalyst after Hg0 oxidation at 300°C (a) and 400°C (b) [82].](http://oak.go.kr/repository/journal/14984/HGTSB6_2014_v15n4_238_f008.jpg)
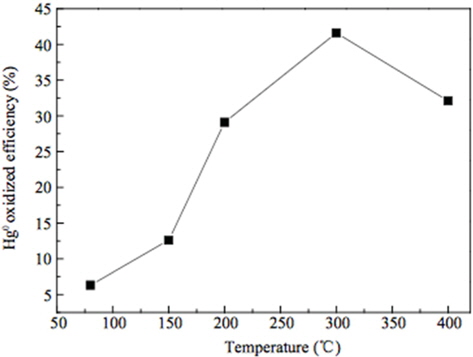
![Hg0 oxidation efficiency with different bed temperature (10% O2) [82].](http://oak.go.kr/repository/journal/14984/HGTSB6_2014_v15n4_238_f009.jpg)
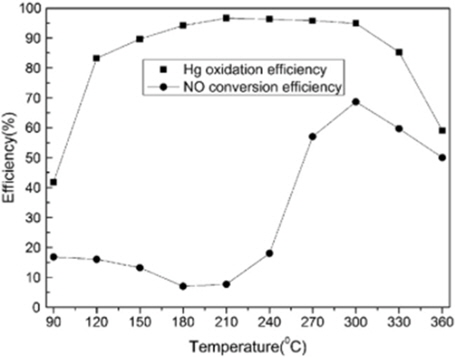
![Co-oxidation of NO and mercury oxidation under experiment condition; [Hg0]=180 μg/m2, balanaceed gas = N2, flow rate=700 mL/min, GHSV=105,000 h-1, O2=3%, HCl=29 ppm, NO=300 ppm. [83].](http://oak.go.kr/repository/journal/14984/HGTSB6_2014_v15n4_238_f010.jpg)
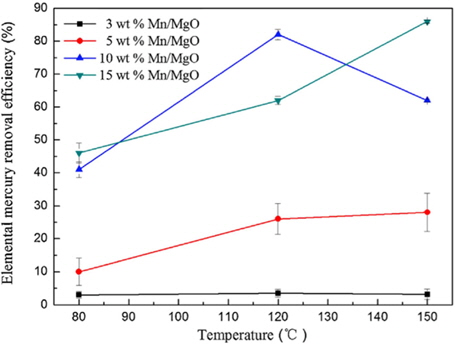
![Removal efficiency of elemental mercury by Mn/MgO with differernt Mn loading at temperature range (80-150°C) in air; carrier and balance gas N2:O2 vol% about 8%; inlet elemental mercury concentration= 30-60 ppb; GHSV=27,000 h-1 [84].](http://oak.go.kr/repository/journal/14984/HGTSB6_2014_v15n4_238_f011.jpg)
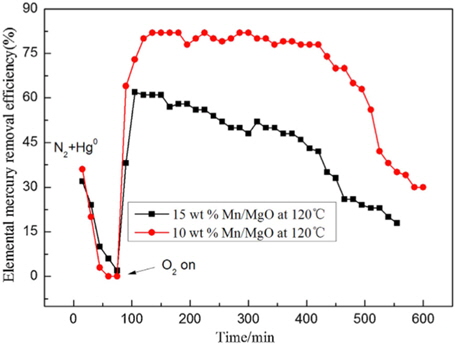
![Effect of O2 (O2 vol% about 6%) on elemental removal efficiency at 120°C; carrier and balance gas N2; inlet elemental mercury conenctration=30-60 ppb; GHSV=27,000 h-1 [84].](http://oak.go.kr/repository/journal/14984/HGTSB6_2014_v15n4_238_f012.jpg)
![The conception of the SCR-Plus and its integration with the typical SCR catalyst [85].](http://oak.go.kr/repository/journal/14984/HGTSB6_2014_v15n4_238_f013.jpg)
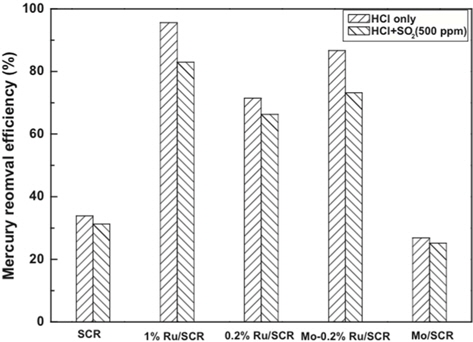
![A comparison of the Hg0 catalytic oxidation with various catalysts and with 5 ppm HCl and 500 ppm SO2. The compositions in the gas were 4% O2 and N2. the Hg0 concentration in the gas was approximately 200 (±10) μg/m3. The space velocity (SV) was approximately 5.9×105 h-1. The temperature was 623K [85].](http://oak.go.kr/repository/journal/14984/HGTSB6_2014_v15n4_238_f014.jpg)
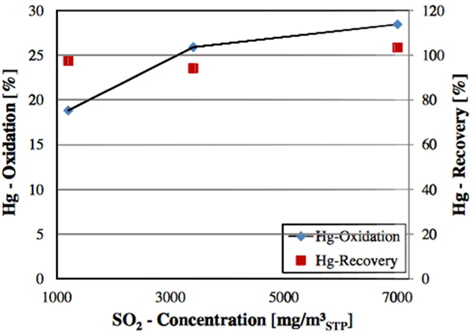
![Effect of SO2 concentration on mercury oxidation rate with the plate type catalyst at 380±C; AV=19 m/h; LV=1.7 m/s and recovery rates of total Hg [87].](http://oak.go.kr/repository/journal/14984/HGTSB6_2014_v15n4_238_f015.jpg)