In recent years, carbon fibers (CFs) have gained recognition as promising materials in a variety of applications, such as automobile, aerospace, and construction industries as well as in general engineering [1,2]. The interest in CFs lies in their high strength, dimensional stability, high stiffness, and low coefficient of thermal expansion [3]. They can be produced from various raw materials such as polyacrylonitrile (PAN), rayon, resins, and pitches [4]. Even though demand for PAN-based CFs has continuously increased, they have many limitations related to high cost and low productivity [5]. On the other hand, pitch-based CFs have advantages in terms of low cost and environment concerns because the precursor materials are wood, oil from distillation of coal, and bottom oil from distillation of petroleum [6,7]. Also, pitch-based CFs have a better elastic modulus and thermal conductivity than those of PAN-based CFs [8-10]. Pitch-based CFs can be classified as follows: high performance CFs (HPCF) and general purpose CFs (GPCF). HPCF are used for high-tech performance applications on the basis of their excellent tensile strength, modulus, and thermal behavior. In terms of mass production, however, HPCF are quite expensive and their range of applications is limited to specific areas [11]. GPCF possess modest properties and can be produced on a large scale because of their relatively low price and wide range of applications compared to HPCF [12]. Therefore, the production of isotropic pitch-based CFs has gradually increased for the purpose of satisfying increasing demand.
Fluidized catalytic cracker decant oil and pyrolized fuel oil (PFO) with low sulfur, low insoluble components, and a high poly-aromatization degree have received attention as appropriate petroleum based precursor materials of GPCF and needle cokes [13-15]. Reforming entails a series of reactions whereby volatile components and gas are evaporated from raw materials, and activated molecules as generated free radicals simultaneously go through cyclization, aromatization, and poly-condensation. Reformed pitches are generally obtained by thermal polymerization (heat soaking), which increases the cost owing to soaking time [16,17]. Using catalysts for polymerizing aromatic hydrocarbons, such as AlCl3 and HF-BF3, can diminish not only soaking time but also reforming temperature [18]. Although the use of HF-BF3 provides easier removal by distillation, the use of AlCl3 is more cost-effective than BF3, which requires larger facilities and fabrication costs [18,19].
Electron beam (E-beam) radiation has been extensively applied in polymer modification, such as cross-linking, curing, and grafting, due to optical transparency of the system and the absence of need of a chemical/photochemical initiator [20]. Like other polymerization methods, E-beam triggered polymerization proceeds in a fast-paced manner with the generation of free radicals. Furthermore, the molecular weight of the polymer is greatly increased when free radical termination has been minimized [21]. Reforming of petroleum-based precursor materials by E-beam radiation has not been reported.
One way to improve the properties and functionality of CFs is to decrease the fiber diameter. Preparing thin pitch-based CFs by the conventional melt-spinning method is difficult due to a broad molecular weight distribution, which impedes continuous spinning. To address this problem, various studies on rheological behavior have been conducted according to the reforming conditions of raw material pitch with many additives [22]. In addition, introduction of an electro-spinning method, which has been widely used for PAN polymers, can yield thin fibers even with a broad molecular weight distribution [23]. However, only a few studies have been carried out on the preparation of pitch fibers by melt-electrospinning methods.
In this study, we prepared reformed pitch from PFO by E-beam radiation to obtain thin pitch fibers with a melt-electrospinning method. The effect of E-beam treatment with a catalyst on the spinnability of the modified pitch was investigated from an elemental analysis and through investigation of the softening point, molecular weight, viscosity, and fiber diameter.
The precursor of the pitch used in this work was PFO, supplied by the GS Caltex Refinery Company in Korea. Aluminum chloride (98%, Junsei Chemical, Japan) was used as a catalyst for reforming.
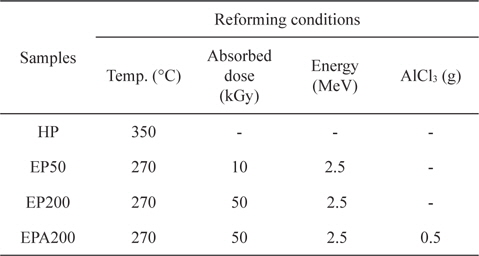
The pitch was obtained from PFO through a recently reported procedure that includes subsequent distillation and thermal treatment [24]. The spinnable isotropic pitch was prepared through two-stage thermal condensation of the PFO. The procedure involved heating approximately 500 g of the PFO from room temperature to 350℃ at a heating rate of 2℃/min under a 2 L/min nitrogen flow with a 200 rpm impelling rate. The sample was then maintained at 350℃ for 2 h and subsequently naturally cooled. For the E-beam treatment, 5 g of PFO and PFO incorporating 10 wt% AlCl3 were poured into respective glass sample bottles. Nitrogen was filled in the sample bottles for 2 min to remove oxygen. The sample bottles were then immediately sealed with lids, and placed on a tray for E-beam radiation. E-beam radiation was carried out at 10 kGy and 50 kGy. As shown in Table 1, the prepared samples were labeled according to the treatment conditions as HP, EP50, EP200, and EPA200, respectively.
[Table 1.] Reforming conditions of pitches
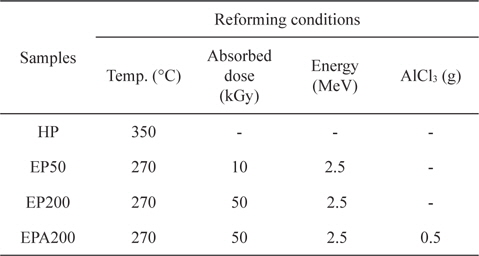
Reforming conditions of pitches
2.3. Melt-electrospinning of reformed pitch
The pitch fibers were prepared from the reformed pitch through a novel melt-electrospinning procedure [25]. In this method, a glass-syringe apparatus with a 20 g sample capacity was used to extrude the precursors through a mono-hole spinneret with a diameter of 0.1 mm. The following meltelectrospinning conditions were maintained throughout the process: applied voltage: 0-20 kV, tip to collector distance: 20 cm, syringe pump rate: 1.0 mL/h and collector speed: 1500 rpm. The spinning temperature of the pitch for meltelectrospinning was 50-80℃ higher than the softening point of the spinnable pitch.
Elemental analysis of the PFO and the reformed pitch was performed using an elemental analyzer (EA1110, CE Instrument, Italy). The softening point and molecular weight distribution were investigated using a softening point apparatus (FP90, Mettler, Switzerland) and matrix-assisted desorption ionization (MALDI)-TOF (Bruker Daltonics, Germany), respectively. A viscometer (Brookfileld DV-II, Germany) was used to measure the viscosity according to the temperature. To measure the diameter of the pitch fiber obtained from modified pitches, scanning electron microscope (SEM) images were obtained using a field emission SEM (S-5500, Hitachi, Japan).
3.1. Elemental analysis of samples
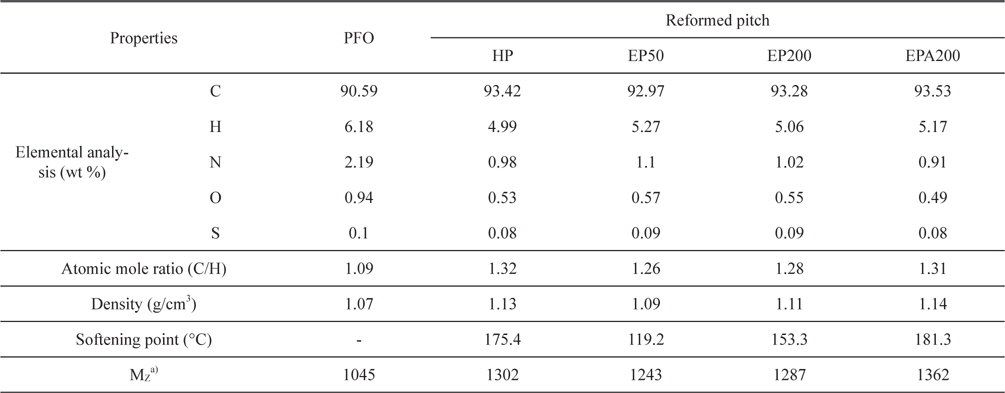
The characteristics of PFO and reformed pitch are summarized in Table 2. Nitrogen, oxygen, and sulfur content decreased compared to increased carbon content according to heat and E-beam treatment. In particular, the sulfur content of PFO is relatively very low (0.1 wt%) compared to commercial A-20 pitch (2.4 wt%), and it is thereby found that PFO is an appropriate precursor of carbon materials [26]. It has been also observed that the atomic mole ratio (C/H) increased from 1.09 to 1.32. This is attributable to oxygen and hydrogen being converted into CO2, CO, and CH4, and volatilized during pyrolysis reaction of high molecular weight components. Low molecular weight components are simultaneously converted into aromatic compounds by poly-condensation [27]. The density of reformed pitch increased from 1.07 to 1.14 due to the removal of gas, which was converted from low molecular weight components by heat and E-beam treatment. The removal of low molecular weight components induced the disordered phase of isotropic pitch to become increasingly ordered. In addition, the hydrogen content of EPA200 is smaller than that of HP and EP200, which confirms that AlCl3 hinders dehydrogenative polymerization. This is consistent with results presented previously by other authors [28].
[Table 2.] Characteristics of PFO and reformed pitches
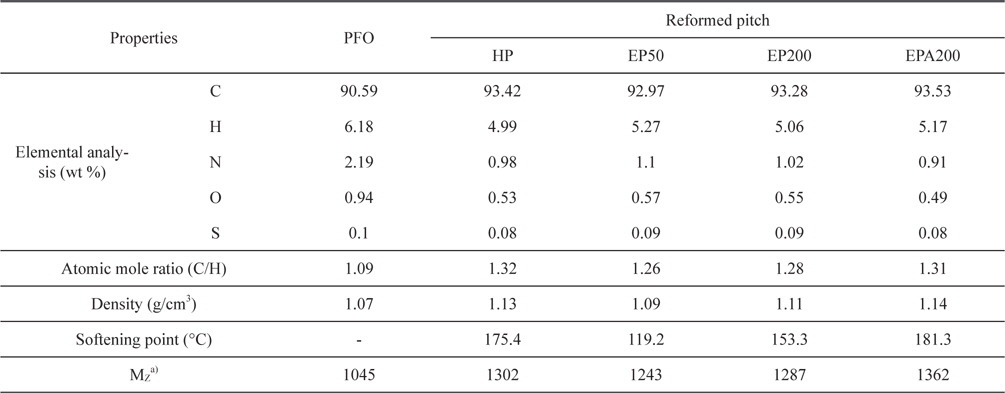
Characteristics of PFO and reformed pitches
3.2. Molecular weight distribution property of samples
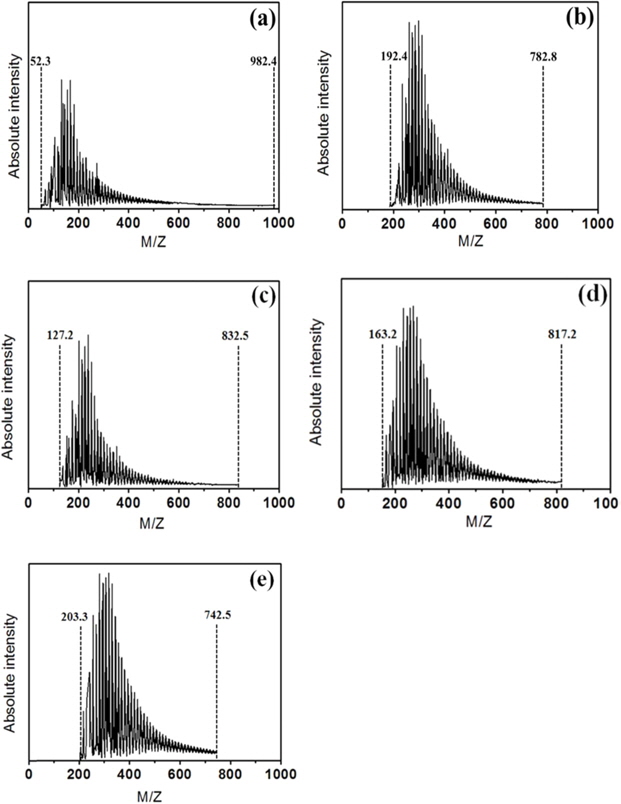
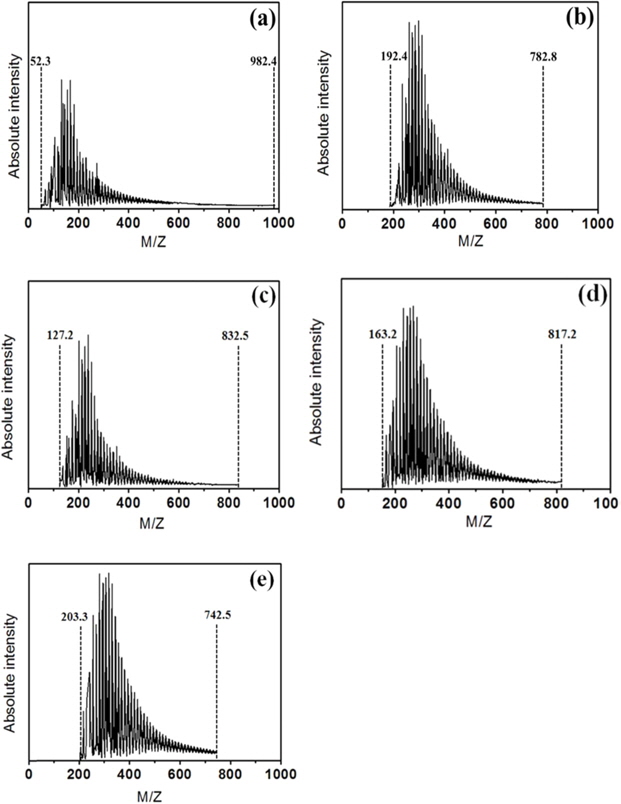
Table 2 indicates the average molecular weight (Mz) of PFO (Fig. 1a), heat treated pitch (Fig. 1b), and E-beam treated pitch (Figs. 1c-e) calculated by the following formula:
Mz = Σ NiMi 3 / Σ NiMi 2
where Ni is the molecular weight and Mi is the absolute intensity of molecular weight. It is observed that the Mz value of the prepared samples increased in the order of PFO, EP50, EP200, HP, and EPA200, and it could therefore be clearly found that the molecular weight increased relative largely according to heat and E-beam radiation treatment. The results indicated that the low molecular weight components were converted to gas through heat and E-beam radiation treatment, as shown in the results of the elemental analysis. The molecular weight of the E-beam treated pitch proportionally increased with increasing absorbed doses of E-beam radiation, as shown in EP50 and EP200. In this sense, it presumed that the formation of pitch by free radical polymerization involves several elementary reaction steps: radical formation/initiation, free radical propagation, and transfer of free radical activity to various molecules [29]. Also, the addition of AlCl3 as a catalyst leads to increased molecular weight, as confirmed in EP200 and EPA200. The molecular growth in petroleum residue could be accelerated by using AlCl3 in heat treatment. From our study, it was also confirms that AlCl3 play a catalytic role in molecular growth in E-beam radiation treatment as well as heat treatment, in agreement with previous results [30]. The molecular weight distribution of PFO was from 52.3 to 982.4, and that of HP, EP50, EP200, and EPA200 were 192.4~787.8, 172.2~832.5, 163.2~817.2, and 203.3~742.5, respectively, as shown in the MALDI spectrum. The range of the molecular weight distribution becomes narrow in proportion to absorbed doses of E-beam radiation and added AlCl3. This is because low molecular weight components were converted to gas or polymerized with other molecules, and high molecular weight components with very low absorbed intensity simultaneously decreased through this treatment. Therefore, the increase of molecular weight was not remarkable not only by heat treatment but also with E-beam radiation treatment (Table 2). Molecular growth and a narrow molecular weight distribution indicate that aromatic compounds with similar molecular weight were formed during heat and E-beam reforming. Also, it had a eutectic property, which means fibers diameter could be uniform with continuous spinnability. Pitch with low molecular weight generally has poor spinnability, and pitch with wide molecular weight distribution results in non-uniform fiber diameter. For this reason, it is necessary to incorporate components with low insolubility and uniform viscosity at the melt-spinning temperature, as they are associated with a narrow molecular weight distribution and appropriate molecular weight.
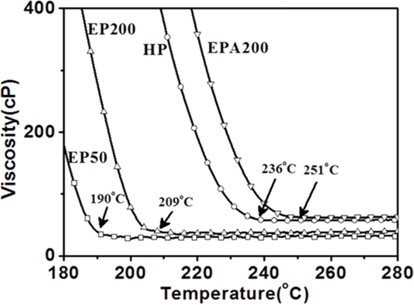
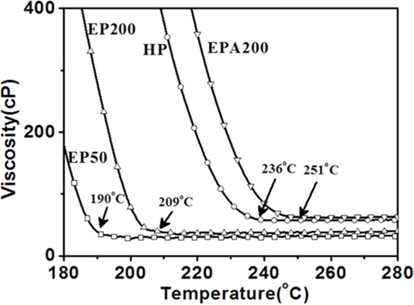
3.3. Softening point and viscosity properties of reformed pitch
The optimum spinning temperature of reformed pitch is considered to be dependent upon the softening point and viscosity property. As shown in Table 2, the softening points of the precursor pitch increased in proportion to absorbed doses of E-beam radiation and added AlCl3, revealing a similar trend for the molecular weight of the reformed pitch. In particular, the softening point of EPA200 sample was much higher than that of HP. This indicates that appropriate E-beam radiation with a catalyst could result in higher softening points in comparison with heat treatment. Berrueco
Melt-electrospinning was hence performed at the initial temperature of the viscosity plateau. Kim
3.4. Evaluation of fiber diameter
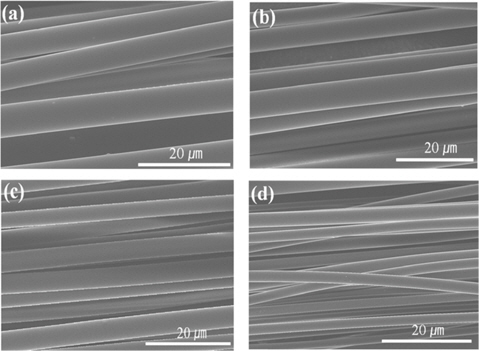
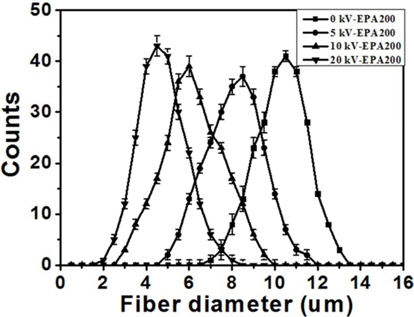
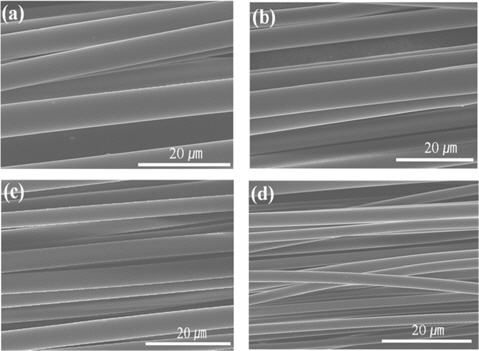
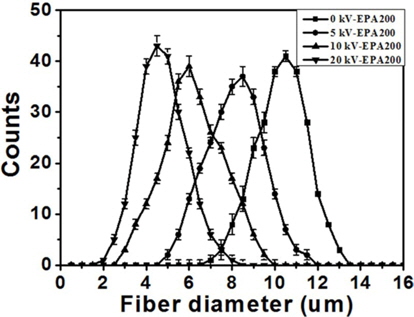
SEM images of melt-electrospun pitch fibers prepared from the EPA200 sample according to applied voltage (0-20 kV) are provided in Fig. 3. It is well known that the diameter of pitch fibers obtained by the conventional melt-spinning method are in a range of 10-30 μm [31]. Similarly, the diameter of fibers without applied voltage (only melt-spinning) were approximately 10 μm, corresponding with the aforementioned range of diameter. As the applied voltage was increased from 5 kV to 20 kV, the fiber diameter conversely decreased from 17% to 53% in comparison with 10 μm pitch fibers. It is suggested that die-swelling occurred at the end of the capillary tip due to surface tension during electro-spinning. While electric charges were derived on the capillary tip, and minimized pitch was sprayed to form the non-woven fiber unlikely the behavior of melt-spinning. The diameter and distribution of as-spun pitch fibers are shown in Fig. 4. The average diameter of melt-spun fibers without applied voltage was 10.2 ± 2.8 μm, and these fibers had a wide distribution compared to melt electro-spun fibers according to the applied voltage (5 kV: 8.5 ± 1.7 μm, 10 kV: 6.9 ± 1.3 μm, 20 kV: 4.7 ± 0.9 μm), as observed in SEM images. It is presumed that relatively thin and uniform pitch fibers can be obtained by using melt-electrospinning under high applied voltage due to electric charges derived on the molten pitch.
In this study, reformed pitch was obtained from PFO by E-beam treatment, and its melt-electrospinning properties were investigated. The softening point and molecular weight increased by E-beam radiation and heat treatment with the addition of AlCl3 due to modification of the pitch by free radical polymerization. It was found that the range of weight distribution becomes narrow because of the generation of aromatic compounds with similar molecular weight, and thus the modified pitch can have good spinnability with uniform diameter in continuity. The optimum viscosity was approximately 60 cP for melt-electrospinning of E-beam and AlCl3 treated pitch, and the diameter of the melt-electrospun pitch fibers decreased from 17 % to 54% (4.7 ± 0.9 μm) in comparison with melt-spun fibers (10.2 ± 2.8 μm). In conclusion, thin and uniform pitch fibers were prepared Carby melt-electrospinning under applied power of 20 kV. Overall, spinnable isotropic pitch or GPCF could be readily obtained from PFO by using E-beam reforming, which is a promising method in terms of time-savings and cost-effectiveness.