The supercapacitors were fabricated using silver (Ag) nano paste and activated carbon paste on the polyimide (PI) film and 5% potassium polyacrylate (PAAK) was used for gel electrolyte. In this paper, the current collector film and the electrode film were fabricated using screen printing. The thickness of printed silver paste was 7.3 μm and the sheet resistance has the range of 5-7 mΩ/square. An activated carbon with a surface area of 1,968 m2/g, an electronic conducting agent (SUPER P, TIMCAL) and poly (4-vinylphenol) were mixed in 2-(2-buthoxyethoxy) ethyl acetate (BCA) with a ratio of 7:1:3 to fabricate the electrode paste. To analyze electrochemical characteristics, cyclic voltammetry was performed to evaluate the stability of the devices under the voltage range of -0.5-0.5 V. The calculated specific capacitances were 44.04 and 8.62 F/g for 10 and 500 mV/s scan rates, respectively.
폴리이미드(polyimide) 필름 위에 은(Ag) 나노 페이스트(paste)가 인쇄된 집전체 및 활성탄소(activated carbon)를 이용하여 제조한 페이스트와 5% potassium polyacrylate (PAAK) 겔(gel) 전해질을 이용하여 슈퍼캐패시터(supercapacitor) 반쪽전지(half cell)를 제작하였다. 집전체 및 전극은 스크린 인쇄를 이용하여 제작하였으며 인쇄된 집전체의 두께는 7.3 μm이고 면저 항은 5~7 mΩ/square이다. 전극 페이스트는 비표면적 1,968 m2/g인 활성탄소이고 도전재는 카본 블랙(carbon black)을 사용 하였으며 바인더로는 poly (4-vinylphenol)를 7:1:3 비율로 혼합하고 2-(2-buthoxyethoxy) 에틸아세테이트(BCA)를 주 용매로 사용하여 제조하였다. 전기화학적 분석을 위해 순환-전압 전류법(cyclic voltammetry)을 이용하여 전기화학적 특성과 안정도를 평가하였으며 순환-전압전류법 측정을 위한 인가 전압의 범위는 -0.5 V~0.5 V이고 주사속도(scan rate)의 범위는 10~500 mV/s로 하였다. 제작된 슈퍼캐패시터 반쪽전지의 비축전 용량은 주사속도가 10 mV/s, 500 mV/s일 때 각각 44.04 F/g, 8.62 F/g이었다.
전기화학 캐패시터(capacitor)는 2차전지보다 높은 충방전효율을 가지며 대전류의 신속한 충방전이 가능[1]하고 에너지 밀도가 높아 현재 연구가 많이 이루어지고 있다. 전기화학 캐패시터의 한 종류로서 활성탄소(activated carbon)를 이용한 전기이중층 슈퍼캐패시터는 낮은 제작 단가, 큰 축전용량과 긴 수명으로 인해 각광 받고 있다[2].
일반적으로 이동형 전자기기에 응용이 가능한 박막의 전기이중층 슈퍼캐패시터(supercapacitor)는 얇은 금속집전체를 이용하여 제작하며 금속집전체의 경우 기계적인 성질이 좋다는 장점을 가지고 있으나 단가가 비싸고 제작 공정 중에 힘을 받게 되면 구겨짐이나 영구변형 등으로 인해 다루기가 어렵다는 단점을 가지고 있다. 최근에 Kaempgen et al.[3]은 금속집전체 대신 탄소나노튜브를 집전체 및 전극으로 활용한 연구 결과를 발표 하였으며, Pech et al.[4]은 공정 단가를 낮추기 위해 인쇄전자(printed electronics) 공정 중 잉크젯 인쇄를 이용해 슈퍼캐패시터를 제작한 연구결과가 발표하였다.
인쇄전자 공정은 반도체 공정의 대체로 많이 연구되고 있으며 전자소자 제작의 단가를 낮추기 위해 다양하게 연구되고 있다. 일반적인 인쇄 공정의 경우 다양한 공정으로 소자의 제작이 가능하지만 각각의 인쇄 공정에 맞는 잉크의 물성 조절이 필요하고 대면적의 면 인쇄가 어렵기 때문에 대면적 에너지 저장소자의 제작에는 한계가 존재한다. 하지만 스크린 인쇄의 경우 인쇄에 사용되는 잉크 또는 페이스트의 고형분 비율이 높고 분산이 어렵지 않을 뿐 아니라 페이스트의 소모량이 적고 페이스트의 물성 변화에 민감하지 않아 쉽게 적용이 가능한 공정이라고 할 수 있다.
그리고 전 인쇄 공정을 이용해 슈퍼캐패시터를 제작하는데 있어 해결해야 할 다른 한 가지는 전해질의 인쇄라 할 수 있다. 일반적으로 알루미늄(Al), 백금(Pt), 티타늄(Ti), steel use stainless(SUS), 구리(Cu) 등의 금속집전체를 사용할 경우 금속집전체의 종류에 따라서 묽은 황산 용액(1M H2SO4)이나 염기성(KOH) 용액, 유기계 및 비전해질 모두 사용이 가능하다. 하지만 인쇄공정으로 제작하기 위하여 은 페이스트를 집전체로 이용할 경우 산성, 염기성 및 유기계 전해질 용액과의 반응을 고려하여 비전해질(1M Na2SO4)을 사용한다.
겔 전해질의 경우 인쇄공정에 적용이 가능하다는 장점뿐 아니라 완전 전지(full cell) 제작에서는 고체 상태의 전해질을 사용하기 때문에 전해질의 누수가 발생하지 않는다는 장점을 가지고 있다. Kim et al.[5]과 Kang et al.[6]은 이러한 겔 전해질을 이용한 슈퍼캐패시터 제작에 관한 연구결과를 발표하였으며, Kil et al.[7]은 겔과 유사한 물성의 페이스트 형태의 전해질을 이용하여 리튬 2차 전지를 제작한 연구 결과를 발표하였다.
본 논문에서는 폴리이미드 플라스틱 기판 위에 스크린 인쇄 공정으로 은 페이스트를 인쇄하여 집전체로 사용하였다. 또한 나노 입자 크기의 활성탄소를 이용하여 활성탄소 페이스트를 제조하고 스크린 인쇄를 이용하여 전극을 형성하였다. 전극 형성 후 겔 전해질 내에서 소자의 성능을 평가하기 위해 순환 전압-전류법을 이용하여 반쪽전지의 전기화학적 특성을 분석 하였다.
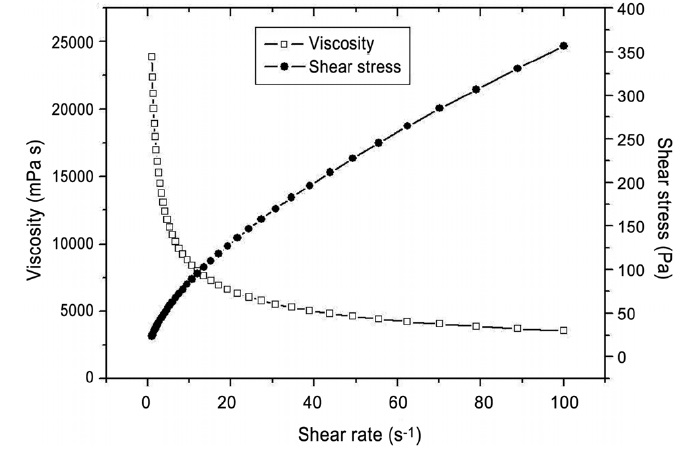
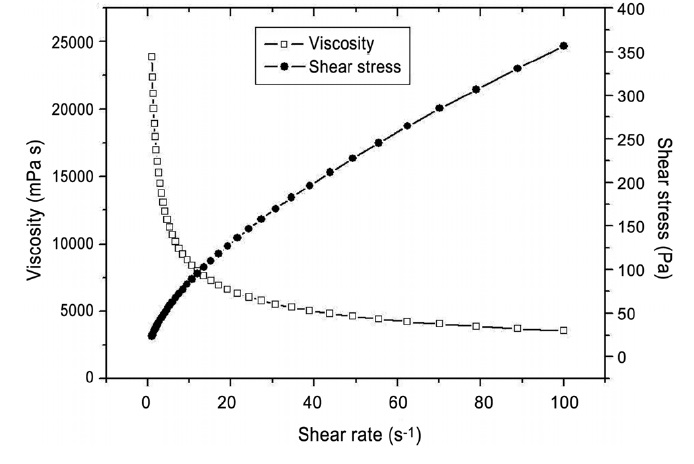
실험에 사용된 집전체는 스크린 인쇄용 은 페이스트(ES ink, NPK)로서 유변학적 물성은 Figure 1에 나타내었다. Figure 1을 살펴보면 은 페이스트는 전단 속도가 증가함에 따라 점도가
감소하는 전단 담화(shear thinning) 특성을 보인다는 것을 알수 있다. 스크린 인쇄용 페이스트는 전단담화, 즉 점탄성 유체의 특성을 가지고 있는 페이스트를 사용하게 되는데 그 이유는 공정 특성 상 스크린 마스크를 통과할 때는 스퀴지에 의해 가해진 전단응력으로 인해 탄성을 잃고 점성유체의 성질을 가지고 스크린 마스크를 통과한 후에는 제거된 전단응력으로 인해 잃었던 탄성이 빠르게 회복되어야 인쇄된 패턴의 형상을 일정하게 유지할 수 있기 때문이다. 사용된 스크린 인쇄용은 페이스트는 항복 응력(yield stress)이 작고 진동전단유동 시험에서 발생하는 점성과 탄성 영역의 교차점에서의 응력이 작아 스크린 제판 통과 시 흐름을 잘 발생시키고 특정한 전단응력을 기준으로 유변 물성치가 급격하게 변하는 특성을 가지고 있다. 이것은 잉크가 스크린 인쇄 시 스퀴지에 의해 전단 응력이 부과된 후 물성 변화를 겪다가 전단응력 제거 후에 원래 잉크가 가지고 있던 물성으로 빠르게 전환한다는 것을 의미하며 스크린 인쇄 공정에 가장 적합한 물성을 가지고 있다는 것을 의미한다.
전극물질은 활물질로 비표면적 1,968 m2/g을 가지는 활성탄소(CEP21S, Power Carbon Technology)를 사용하였고 바인더(binder)는 Poly (4-vinylphenol) (Sigma-Aldrich), 도전재는 탄소(SUPER P, TIMCAL), 그리고 용매는 2-(2-buthoxyethoxy) ethyl acetate (BCA)를 사용하였다. 일반적으로 전극 잉크 또는 페이스트 제조에 있어서 바인더와 용매는 polyvinylidene fluoride (PVDF)와 1-methyl-2-pyrrolidinone (NMP)를 많이 사용하지만 NMP로 제조된 페이스트를 스크린 인쇄에 적용할 경우 스크린 제판(mask)의 유제막에 손상을 일으키는 문제점을 가지고 있다. 따라서 본 연구에서는 Yamazaki[8], Fujimura[9]가 제시한 은 페이스트 제조 방법에 있어 많이 사용되는 에폭시 수지 바인더와 BCA 용매를 사용하여 전극 페이스트를 제조하였다. 전극 페이스트는 활성탄소, 도전재 및 바인더를 7:1:3의 무게 비율로 혼합한 후 용매 30 g에 분산시켰다.
은 페이스트로 제작된 집전체를 사용할 경우, 반응 특성을 고려하여 비전해질인 1M Na2SO4를 사용하며 완전 전지(full cell)에 적용할 경우 인쇄가 가능하도록 물성을 조절하여야 한다. 따라서 Kim et al.[5]의 연구 결과에 사용된 전해질과 같이 1 M Na2SO4에 5% potassium polyacrylate (PAAK)를 혼합하여 전해질을 겔화 하였다. 본 연구에서 사용된 전해질은 슈퍼 캐패시터 제작의 가능성을 우선적으로 평가하기 위하여 인쇄 공정을 직접적으로 적용하지는 않았다.
스크린 인쇄는 스텐실(stencil)을 이용한 가압식 공정이다. 낮은 공정 속도를 갖는다는 단점이 있으나 공정이 단순하고 잉크와 기판(substrate)에 크게 영향을 받지 않는다는 장점이 있고 대면적 인쇄가 가능하며 대기 중에서 박막형성과 패터닝 (patterning) 과정까지 한 번에 진행할 수 있다.
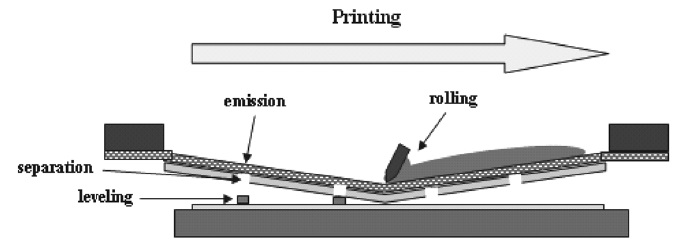
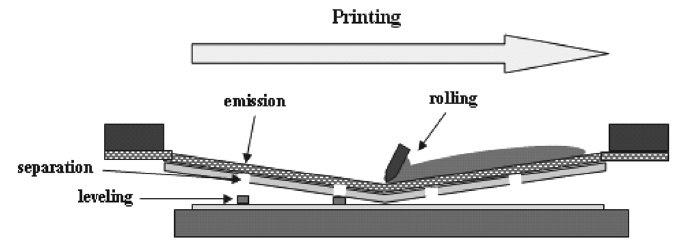
스크린 인쇄의 메커니즘은 스크린 위에서 페이스트가 스퀴지에 의해 전방향으로 회전하는 롤링(rolling) 메커니즘, 스크린 마스크 위에서 정지하고 있는 페이스트를 토출시키는 토출 (emission) 메커니즘, 스스로의 장력에 의해 기판으로부터 분리되고 기판에 도달했던 페이스트는 스크린과 분리된 채 기판에 남게 된다는 판 분리(separation) 메커니즘, 그리고 판 분리 후의 페이스트가 기판 위에서 스스로의 힘(표면장력 등)으로 형상을 유지하거나 표면을 레벨링하는 레벨링(leveling) 메커니즘으로 구성된다[10].
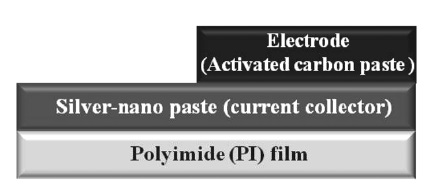
스크린 인쇄의 메커니즘 및 과정은 Figure 2에 나타내었고 스크린 인쇄를 이용한 슈퍼캐패시터의 반쪽전지 구조는 Figure 3에 나타내었다.
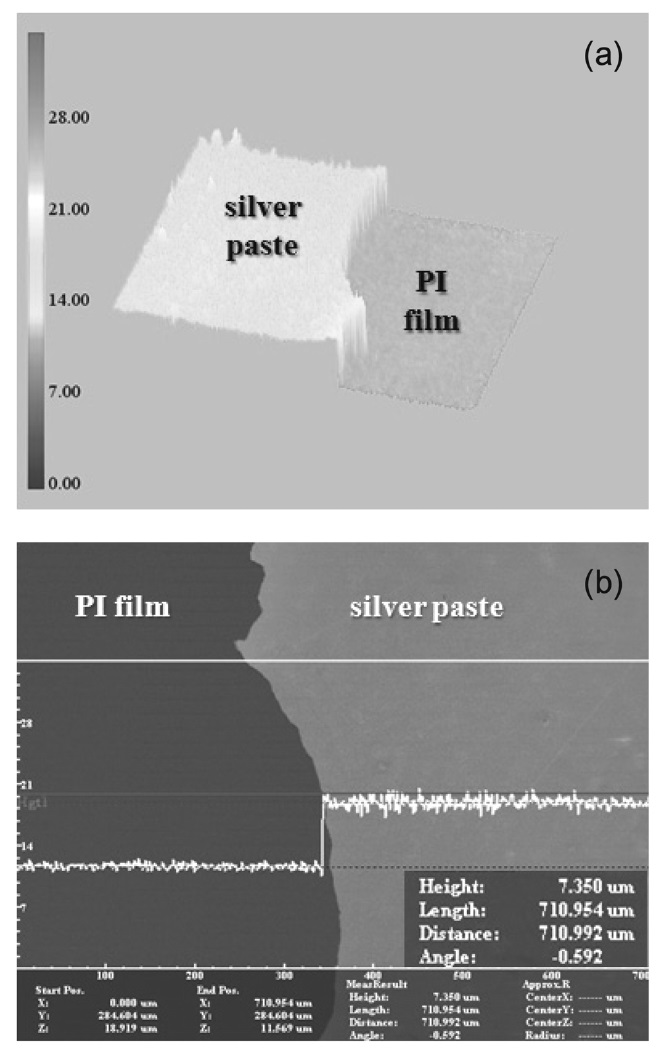
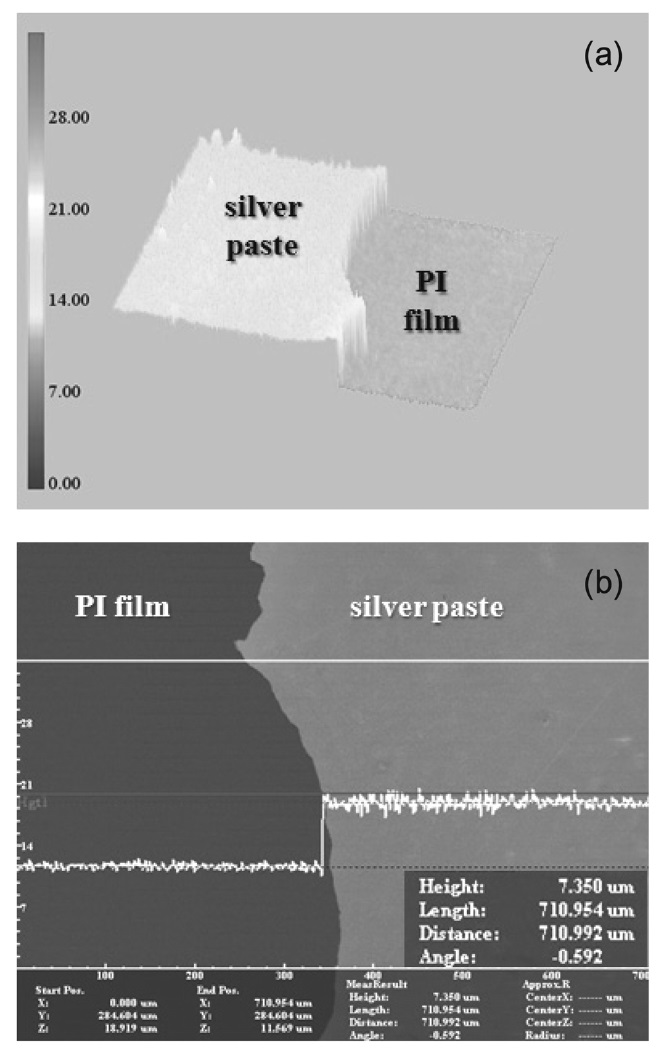
집전체는 은 페이스트를 스크린 인쇄 공정으로 폴리이미드 기판 위에 인쇄하였다. 스크린 마스크의 유제막 두께(emulsion thickness)는 5 μm이며 인쇄될 패턴(pattern)의 크기는 80 mm × 80 mm이다. 제작된 집전체의 두께는 전체 형상 및 균일도를 고려하여 공초점 현미경(confocal microscope)으로 측정하였으며 두께는 7.3 μm였다. 공초점 현미경을 이용해 측정한 결과는
Figure 4에 나타내었다. 폴리이미드 기판 위에 은 페이스트를 인쇄한 후 200 ℃ 핫 플레이트(hot plate)에서 10분간 건조하였다. 제작된 집전체의 면저항은 5~7 mΩ/square 이다.
전극은 제작된 집전체 위에 동일한 공정으로 인쇄하였으며 전극 인쇄에 사용된 스크린 마스크는 5 μm 유제막 두께를 가지며 패턴의 크기는 20 mm × 20 mm이다.
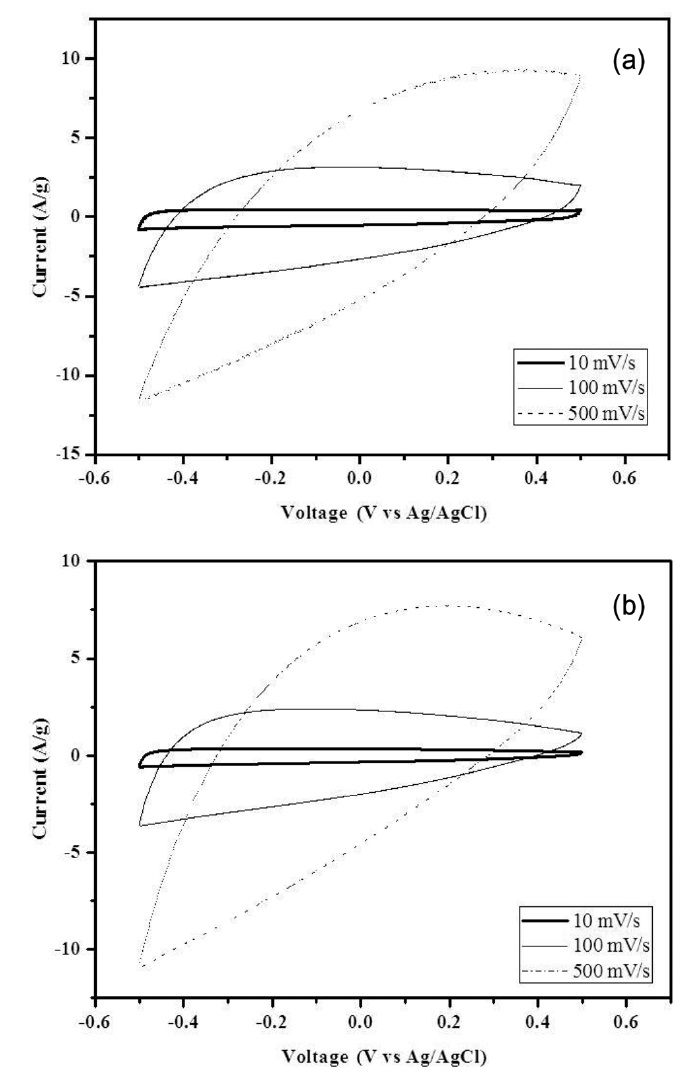
제작된 슈퍼캐패시터 반쪽전지의 성능을 확인하기 위해 순환 전압-전류법으로 전기화학적 특성을 측정하였다. 그리고 은 페이스트가 집전체로 적용 가능한지를 평가하기 위하여 슈퍼 캐패시터 집전체로 많이 사용되고 있는 SUS (SUS 304, Nilaco) 포일(foil)을 이용하여 동일한 공정 조건으로 반쪽전지 제작 후 겔 전해질 내에서의 성능을 비교 평가하였다.
주사속도(scan rate)에 대한 성능을 비교하기 위하여 주사속 도를 10 mV/s~500 mV/s로 변화시키면서 측정하였으며 이 때
인가 전압의 범위(potential window)는 -0.5 V~0.5 V이고 기준 전극은 Ag/AgCl, 상대전극은 백금을 사용하였다.
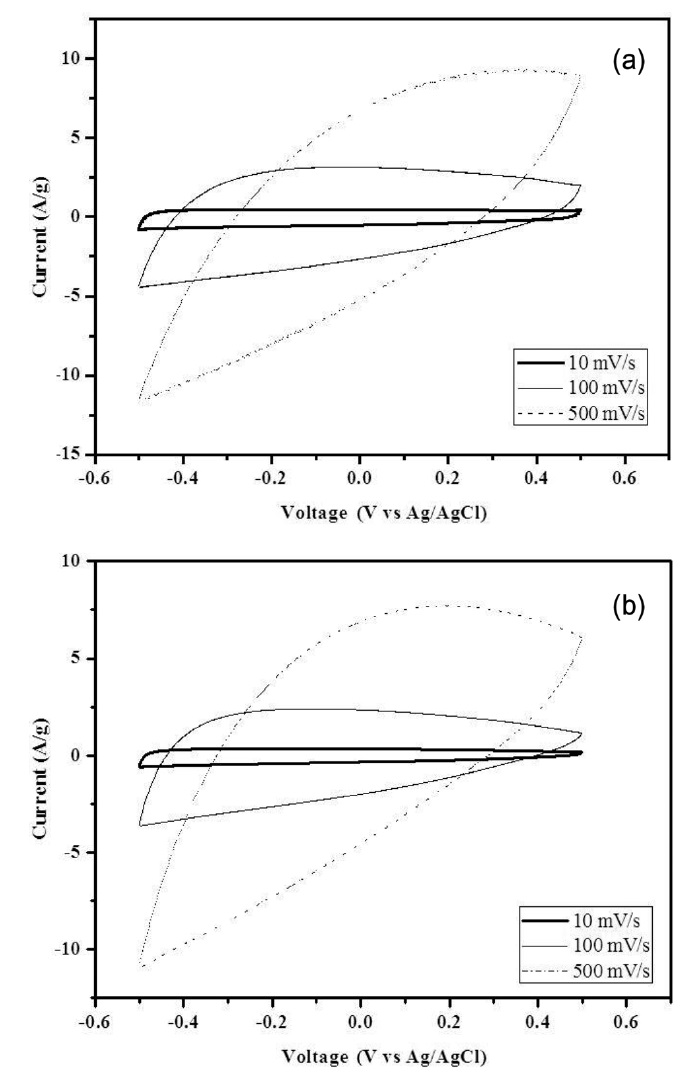
두 가지 집전체를 사용하여 제작한 반쪽전지의 순환 전압-전류 곡선(cyclic voltammogram)은 Figure 5와 같다. 측정결과 두 가지 집전체를 사용한 반쪽전지 모두 전기이중층 슈퍼캐패시 터의 특성을 보인다는 것을 확인하였다. 제작된 두 소자의 비축 전 용량은 식 (1)을 이용해 계산하였다.

여기서
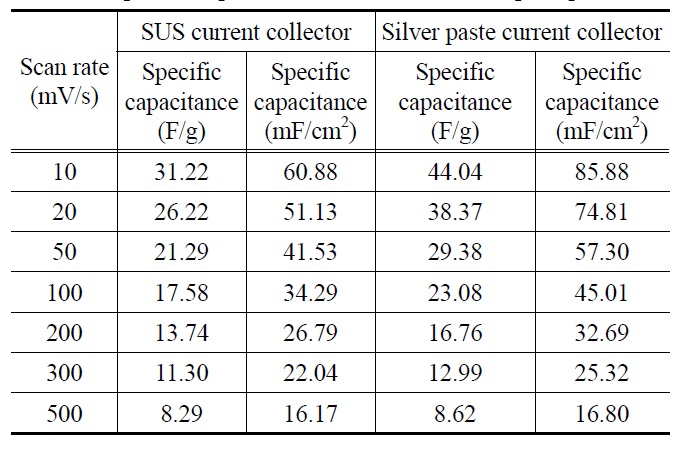
[Table 1.] Specific capacitances of the fabricated supercapacitors
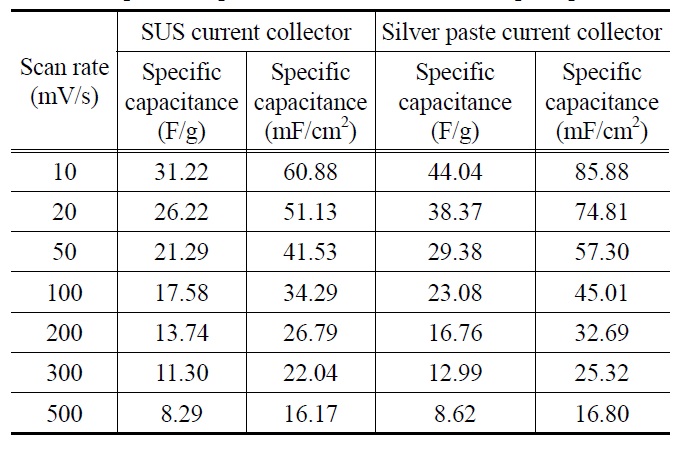
Specific capacitances of the fabricated supercapacitors
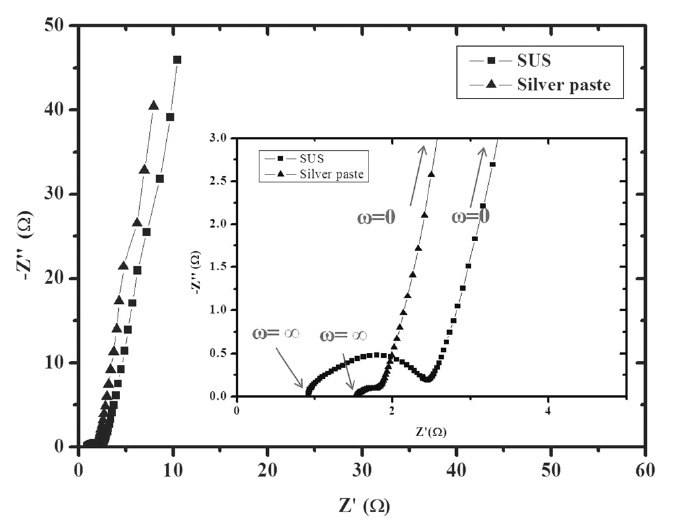
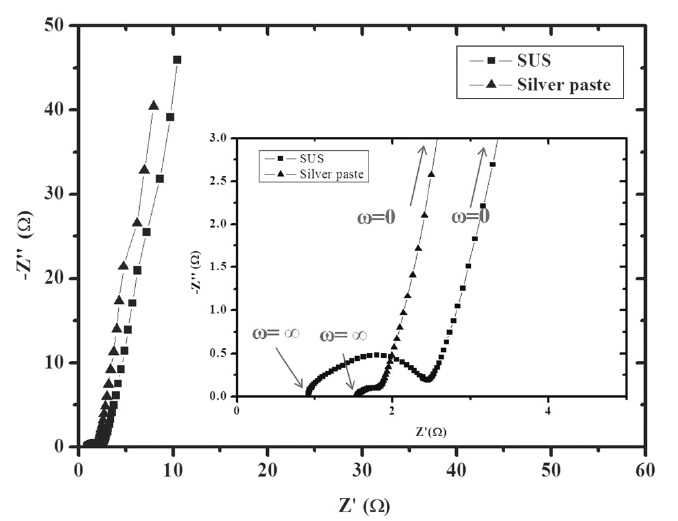
중요한 인자가 되는데 동일한 공정으로 제작하였기 때문에 인쇄된 전극의 무게는 동일하다고 가정하였다. 무게에 따른 비축전 용량을 비교하면 은 페이스트가 성능이 우수하였다. 면적에 따른 비축전용량 역시 낮은 주사속도에서 SUS 집전체 보다는 은 페이스트 집전체의 성능이 우수하였다. 이러한 성능의 차이를 규명하기 위하여 또 다른 전기화학적 특성을 분석하는 방법인 전기화학적 임피던스 분광법(electrochemical impedance spectroscopy, EIS)을 이용하여 두 가지 집전체를 사용하여 제작된 반쪽전지를 분석하였다. 두 소자의 임피던스 측정을 통해 얻어진 나이퀴스트(Nyquist) 선도의 비교는 Figure 6에 나타내었다.
임피던스는 전하전이 저항, 이중층으로 인한 임피던스, 와버그 임피던스(Warburg impedance)의 세 가지로 구성된다. Figure 6을 살펴보면 나이퀴스트 선도의 Z'축 상의 값은 고주파에서 발생하는 내부저항(equivalent series resistance, ESR)을 나타내는데 동일한 겔 전해질을 사용하였어도 PAAK의 미소한 함량 차이와 기준전극과의 거리 및 집전체의 면저항 차이로 인해 0.7 Ω 정도의 차이가 발생하였다. SUS 집전체의
경우 면저항이 38~39 mΩ/square로서 은 페이스트의 면저항 보다 크다. 그리고 주파수가 감소함에 따라 그려지는 반원 (semi-circle) 지름의 크기는 전하 전이저항을 나타내는데 반경이 클수록 전하 전이저항이 크다는 것을 의미한다. Figure 6에 나타낸 바와 같이 SUS 집전체를 사용하여 제작한 반쪽전지의 전하전이 저항이 은 집전체를 사용하여 제작한 반쪽전지의 저항보다 크다.
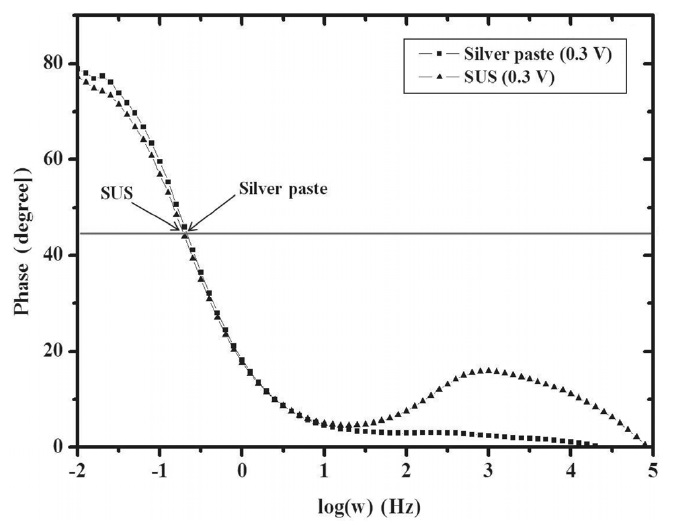
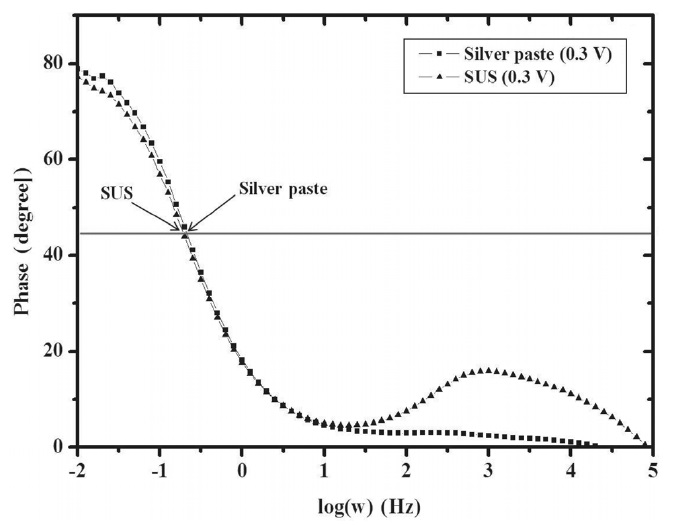
전해 물질의 확산에 의한 위상각 45°의 주파수에서의 임피던스 특성인 와버그 임피던스를 확인하기 위한 보드(Bode) 선도는 Figure 7에 나타내었다. 동일한 전해질을 사용하였고 전극의 두께 차이가 크지 않기 때문에 와버그 임피던스의 차이로 인한 용량의 차이는 없었다. 와버그 임피던스는 전해질 및 전극 두께에 따라 달라질 수 있으므로 겔 전해질이 아닌 액체 전해질을 사용하고 전극의 두께를 얇게 하면 와버그 임피던스의 크기를 줄일 수 있다.
따라서 앞서 기술한 내용을 정리하여 보면 비축전 용량 값의 차이가 발생하는 원인은 집전체의 면저항 차이로 발생하는 내 부저항의 차이와 전하 전이 저항의 차이로 인해 1 M Na2SO4 + 5% PAAK 겔 전해질을 사용할 경우 은 페이스트가 SUS보다 집전체로서 성능이 뛰어난 것을 확인할 수 있었다. SUS 집전체의 내부 저항 및 전하 전이저항이 은 페이스트 집전체 보다 크기 때문에 은 페이스트 집전체 보다 성능이 저하되었다.
하지만 주사 속도가 증가할수록 감소하는 비축전 용량 값의 크기를 비교한 결과, SUS 집전체 반쪽전지는 주사속도가 500 mV/s일 때의 비축전 용량이 주사속도 10 mV/s에서의 비축전 용량의 19.6%로 감소하였고 은 페이스트 집전체 반쪽전지는 25.7%로 감소하였다. 은 페이스트 집전체 반쪽전지가 SUS 집전체 반쪽전지보다 감소의 폭이 큰 것으로 보아 안정성 면에 있어서는 SUS 집전체 반쪽전지가 우수하다고 할 수 있으나 이것은 겔 전해질 내에 포함되어 있는 고분자 및 첨가제의 비율과 전극 페이스트의 조성비 조절을 통하여 향상시킬 수 있을 것으로 판단된다.
은 페이스트 집전체와 활성탄소를 이용한 전극 페이스트의 제조와 겔 전해질을 이용하여 슈퍼캐패시터 반쪽전지를 제작 하였다. 완전 전지로서의 적용 가능성을 확인하기 위하여 SUS 집전체를 이용한 반쪽전지 실험 결과와 성능을 비교하였다. 주사속도가 증가할수록 비축전 용량의 감소 특성을 비교한 결과 10 mV/s일 때의 용량에서 은 페이스트 집전체 반쪽전지는 25.7%, SUS 집전체 반쪽전지는 19.6%로 감소하여 안정도 측면에서 SUS 집전체로 제작한 반쪽전지가 상대적으로 우수하였으며 전체적인 비축전용량 값의 크기를 비교하였을 때는 전체적으로 은 페이스트로 제작한 반쪽전지가 우수하였다. 계산된 비축전용량은 주사속도 10 mV/s, 500 mV/s에서 은 페이스트 집전체 반쪽전지는 각각 44.04 F/g, 8.62 F/g, SUS 집전체 반쪽전지는 31.22 F/g, 8.29 F/g이다. 은 페이스트 집전체를 이용할 경우 가장 큰 장점인 면저항이 작다는 것을 이용한다면 충분히 전자 소자에 적용 가능한 슈퍼캐패시터를 제작할 수 있으며 가장 적합한 전극 물질 조성과 겔 전해질의 조성 및 물성 조절을 통하여 전 인쇄 공정으로 슈퍼캐패시터를 제작할 수 있으며 안정도 또한 충분히 향상시킬 수 있을 것으로 판단 된다.