In the present study, the effects of various heat treatments on the microstructure and mechanical properties of dual phase ODS steels were investigated to enhance the high strength at elevated temperature. Dual phase ODS steels have been designed by the control of ferrite and austenite formers, i.e., Cr, W and Ni, C in Fe-based alloys. The ODS steels were fabricated by mechanical alloying and a hot isostatic pressing process. Heat treatments, including hot rolling-tempering and normalizingtempering with air- and furnace-cooling, were carefully carried out. It was revealed that the grain size and oxide distributions of the ODS steels can be changed by heat treatment, which significantly affected the strengths at elevated temperature. Therefore, the high temperature strength of dual phase ODS steel can be enhanced by a proper heat treatment process with a good combination of ferrite grains, nano-oxide particles, and grain boundary sliding.
Oxide dispersion strengthened (ODS) steel is the most promising candidate structural material for next-generation nuclear systems such as Gen. IV fission and DEMO fusion reactors, because of its excellent elevated temperature strength [1], corrosion [2] and radiation resistance [3]. Since a higher operating temperature normally leads to higher efficiency of these systems, high strength at the elevated temperature is the most important issue. ODS steel, having two different phases for harmony between strength and ductility may be a solution. This alloy can usually be fabricated by control of the chemical composition and heat treatment condition to have two phase microstuctures consisting of ferrite and martensite [4].
In the present study, the effects of heat treatments on the tensile properties of dual phase ODS steels were investigated to enhance the high strength at an elevated temperature. Dual phase ODS steels have been designated by control of ferrite and austenite formers, Cr, W, and Ni, C, in Febased alloys. The ODS steels were fabricated by mechanical alloying and a hot isostatic pressing process. Heat treatments including hot rolling-tempering and normalizing-tempering with air- and furnace-cooling were carefully carried out.
The dual phase ODS steels used in this study are Fe-10Cr-2W and Fe-12Cr-1Mo in wt% with alloying elements including W, Ni, Ti, Ta, V, and C. These ODS steels have been designed by the control of ferrite and austenite formers, which are Cr, W and Ni, C in Fe-based alloys at the consolidation temperature of around 1150 ℃. The ODS steels were fabricated by mechanical alloying and a hot isostatic pressing (HIP) process. Pre-mixed raw metallic powders and Y2O3 powder were mechanically alloyed by a horizontal ball-mill apparatus, CM-08, under a high purity Ar gas (purity of 99.999%) atmosphere. The mechanical alloying was performed at an impeller rotation speed of 300rpm for 40h with a ball-to-powder weight ratio (BPWR) of 10:1. MA powders were then charged in a stainless steel capsule. The sealed capsules were degassed at 500 ℃ below 5×10-3 torr for 1h. The HIP was carried out at 1150 ℃ for 4h at a heating rate of 5 ℃/min and followed by furnace cooling. HIPed ODS steels were annealed at 1150 ℃, and then HR (hot rolling) was done in a fixed rolling direction for a plate shape, which resulted in a final reduction rate of 65%. The temperature during the HR was kept between 980 and 1100 ℃, which corresponds to a gamma region of 9-12Cr steels with 0.1C in mass% [5].
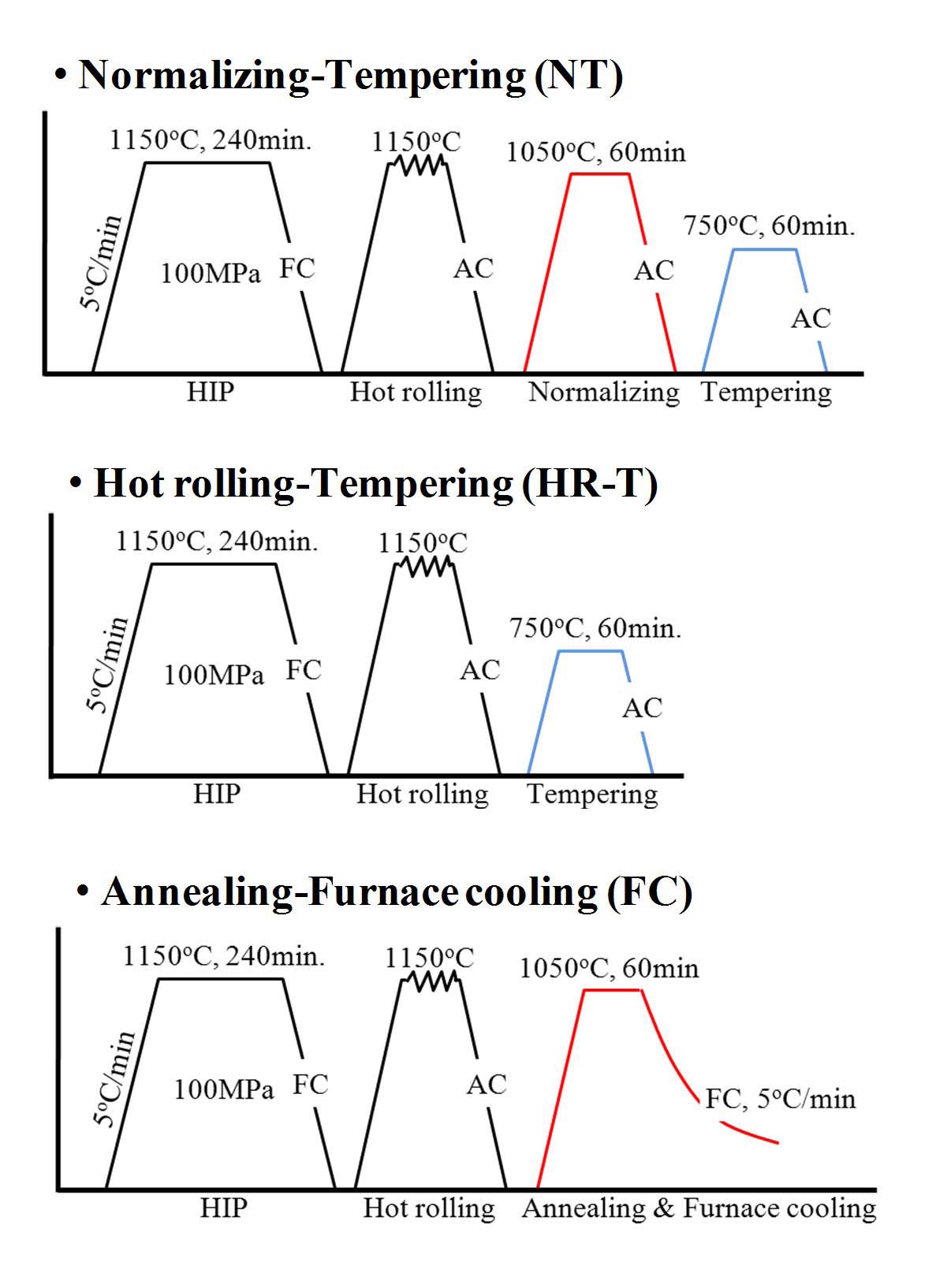
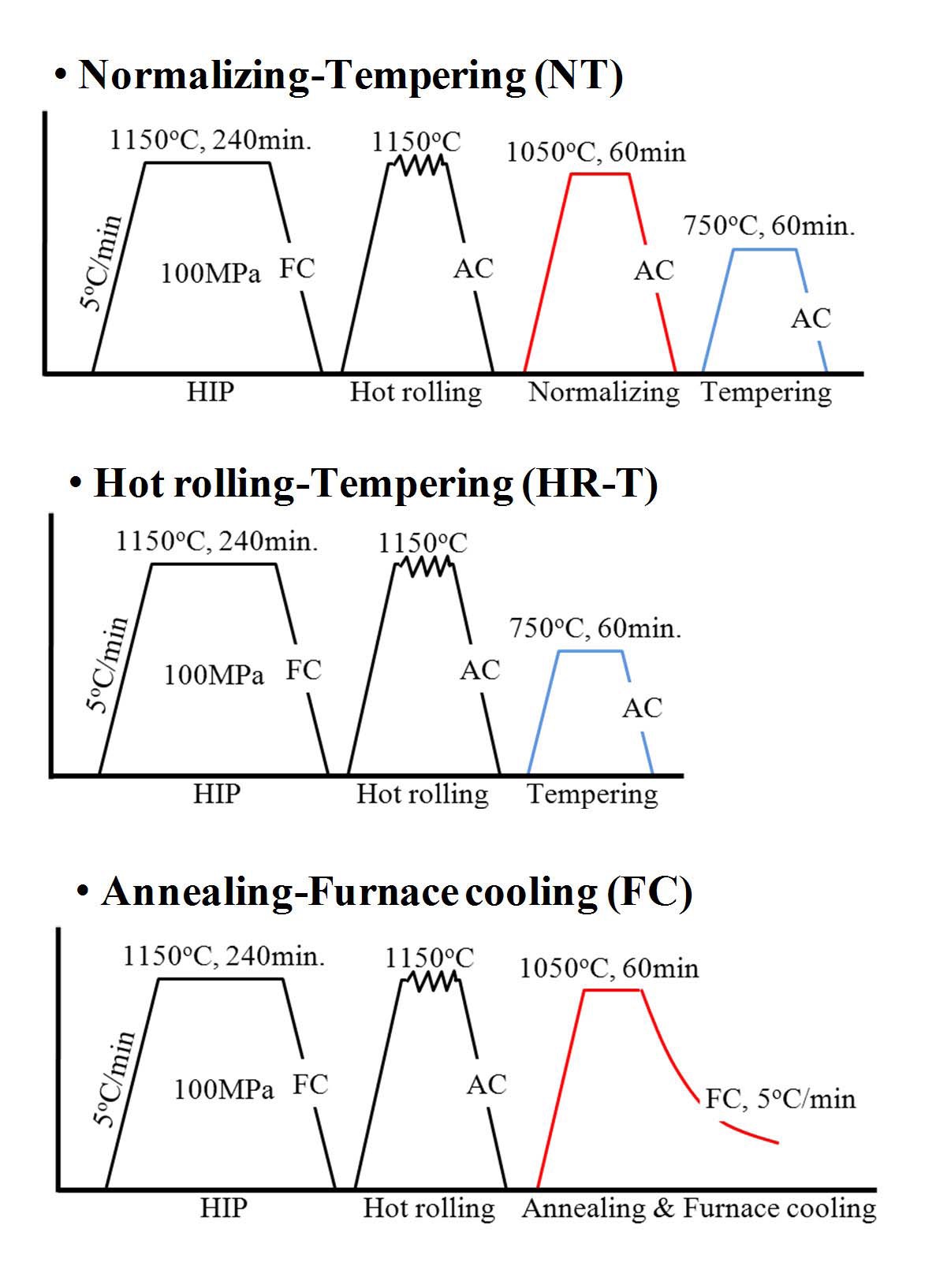
To investigate the effects of heat treatment, various heat treatment processes were employed including tempering at 750 ℃ for 1h, air cooling at 150℃/min (designated as ‘HR-T’), as well as a normalizing at 1050 ℃ for 1h and air cooling, tempering at 750 ℃ for 1h (designated as ‘NT’). Additionally, furnace cooling at 5℃/min was also examined at the normalizing temperature for 1h (designated as ‘FC’). Schematics of the consolidation and heat treatment process are given in Fig. 1.
For microstructural observation, the ODS steels were mechanically wet ground and chemically etched in 5% aqua regia solution for 10min to observe the microstructure by optical microscope. The grain morphology was observed by FE-SEM after electro-polishing in a 5% HClO4 + 95% methanol solution in vol. % at 18V with 0.5mA at -50 ℃ to remove the work hardened surface induced by mechanical buff-polishing. To evaluate the mechanical properties,
[Table 1.] Chemical Compositions of the ODS Steels

Chemical Compositions of the ODS Steels
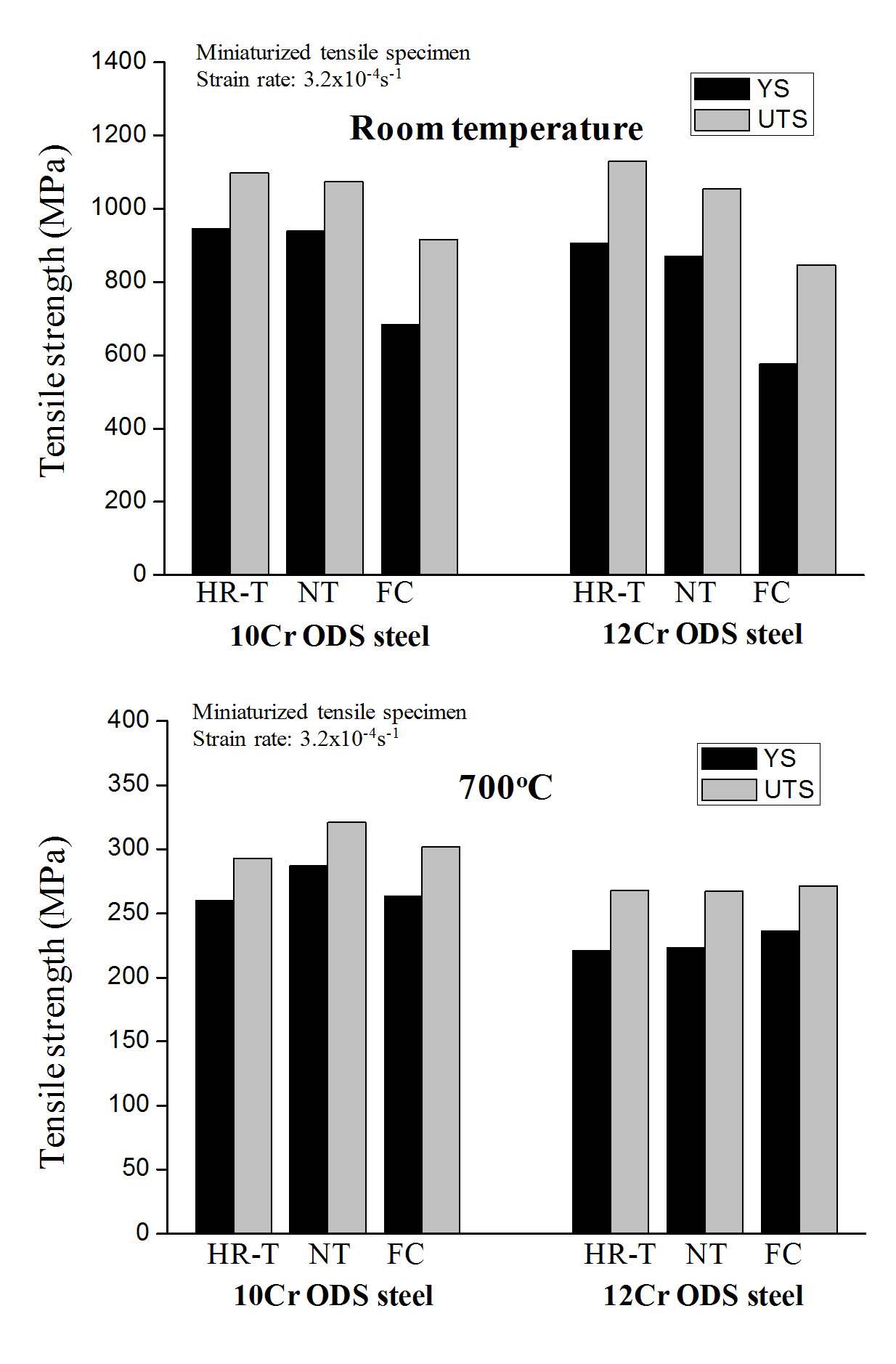
tensile tests were carried out. A sheet- type miniaturized tensile specimen whose gauge length was 15.5mm, width was 3mm, and thickness was 1.4mm was used. Tensile tests were carried out at room temperature and 700 ℃ in air at a strain rate of 3.3x10-4s-1.
3.1 Microstructure Differences Induced by Heat Treatments
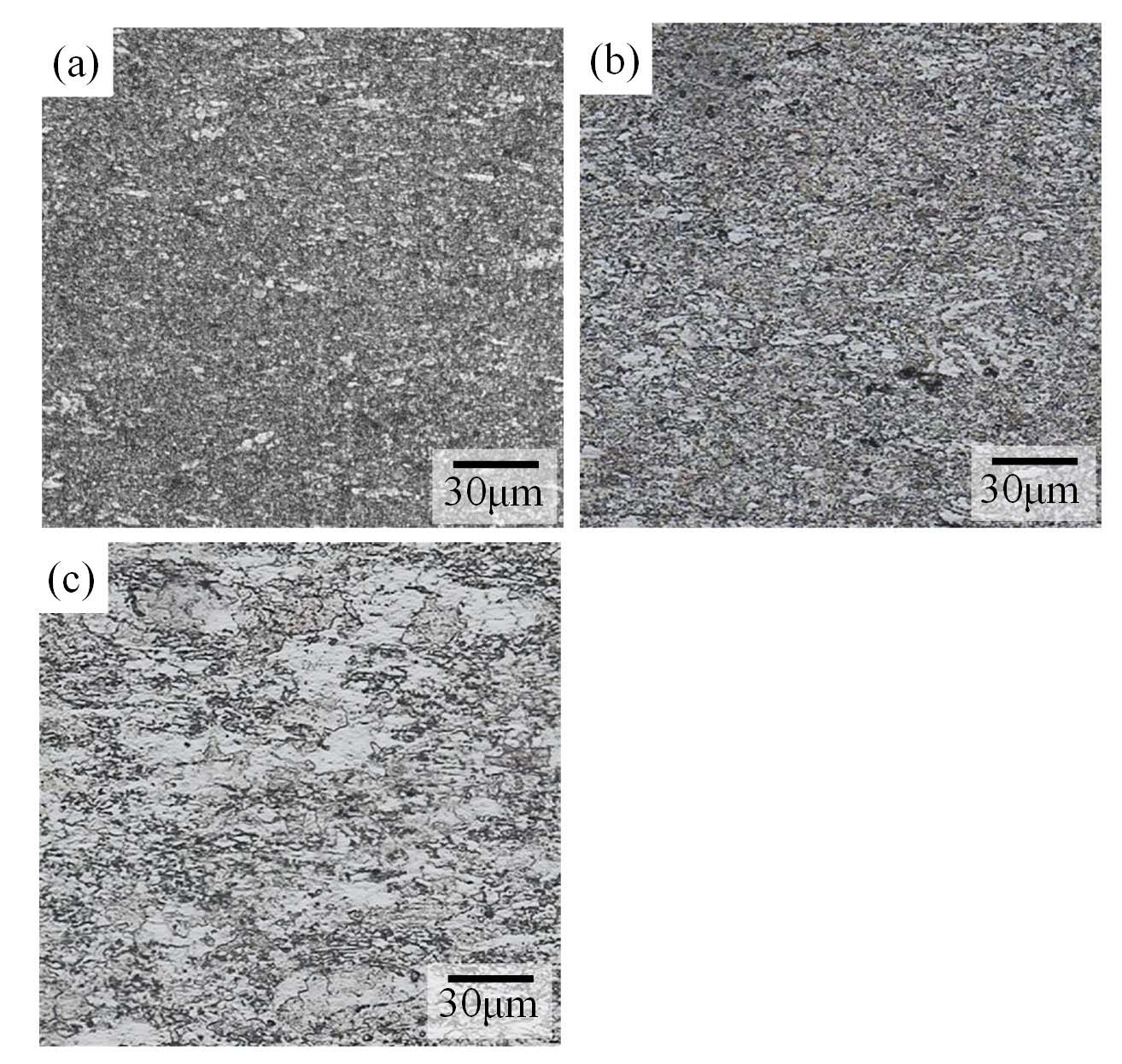
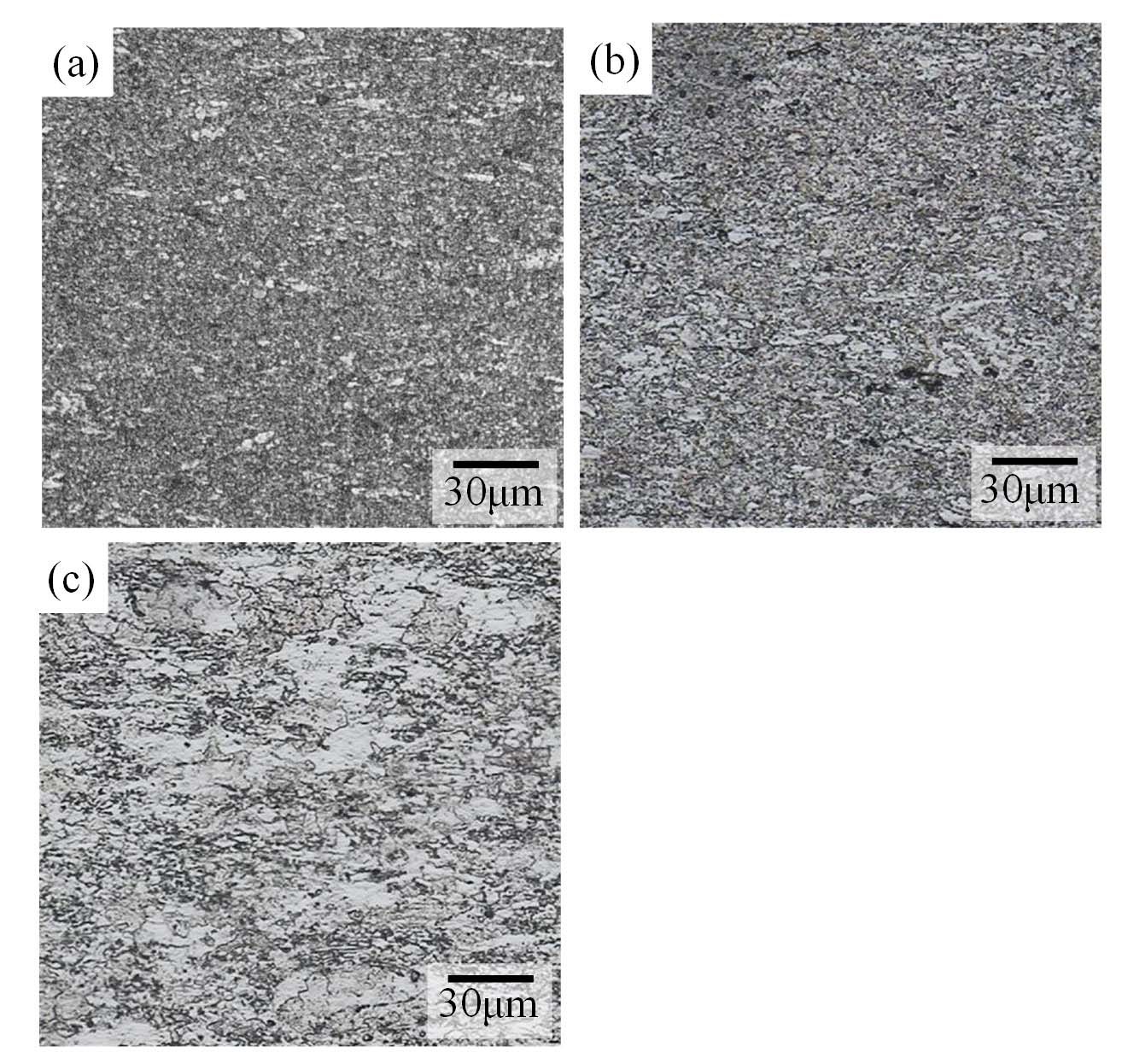
Various heat treatment conditions including temperature and cooling rate usually affect the microstructure and mechanical properties of ODS steels. In this study, 10Cr and 12Cr dual phase ODS steels mainly underwent three kinds of heat treatment. Optical micrographs of 10Cr ODS steels after various heat treatments are shown in Fig. 2, where the horizontal direction corresponds to the hot rolling direction. The NT specimen consists of fine equiaxed grains and a small portion of elongated grains toward the hot rolling direction, as shown in Fig. 2(a). It is considered that fine equiaxed grains are martensite and the elongated grains parallel to the rolling direction are delta-ferrite, which reside untransformed without transforming into gamma when the temperature is increased from room temperature
to 1150 ℃ for the HIP process. S. Ukai et al. defined this untransformed delta-ferrite as ‘residual ferrite’. This is due to a regionally high concentration of ferrite former, Cr and W [6,7]. A similar optical microstructure was observed in the HR-T specimen (Fig. 2(b)), while it seems to have coarser grains than those of NT. On the other hand, very large grains were exhibited in the FC specimen as shown in Fig. 2(c). Because of a very slow cooling rate of 5℃/min in the furnace, large grains are formed, and they are considered to be ferrite, which is formed through an austenite (γ) to ferrite (α) diffusional transformation during the cooling stage.
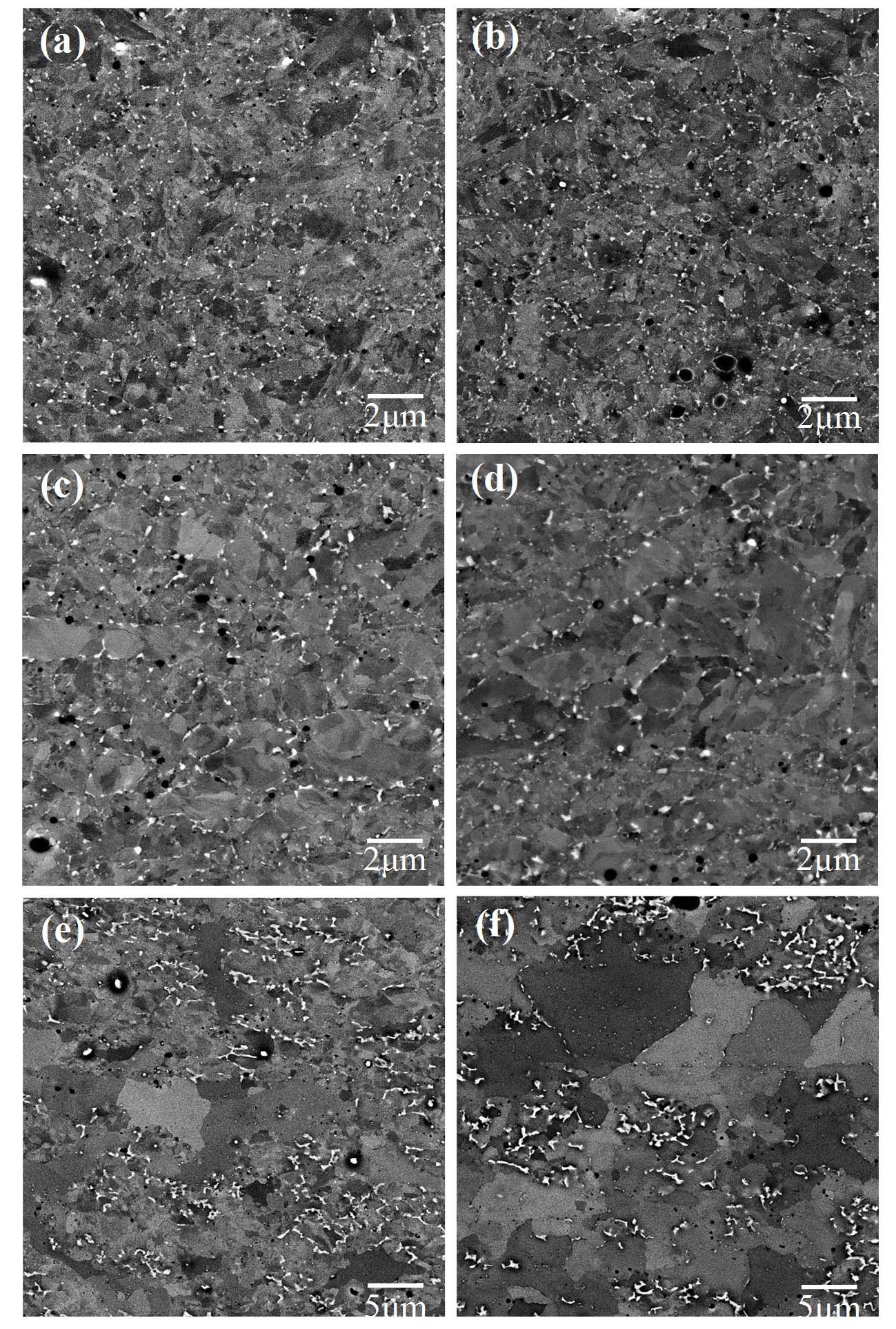
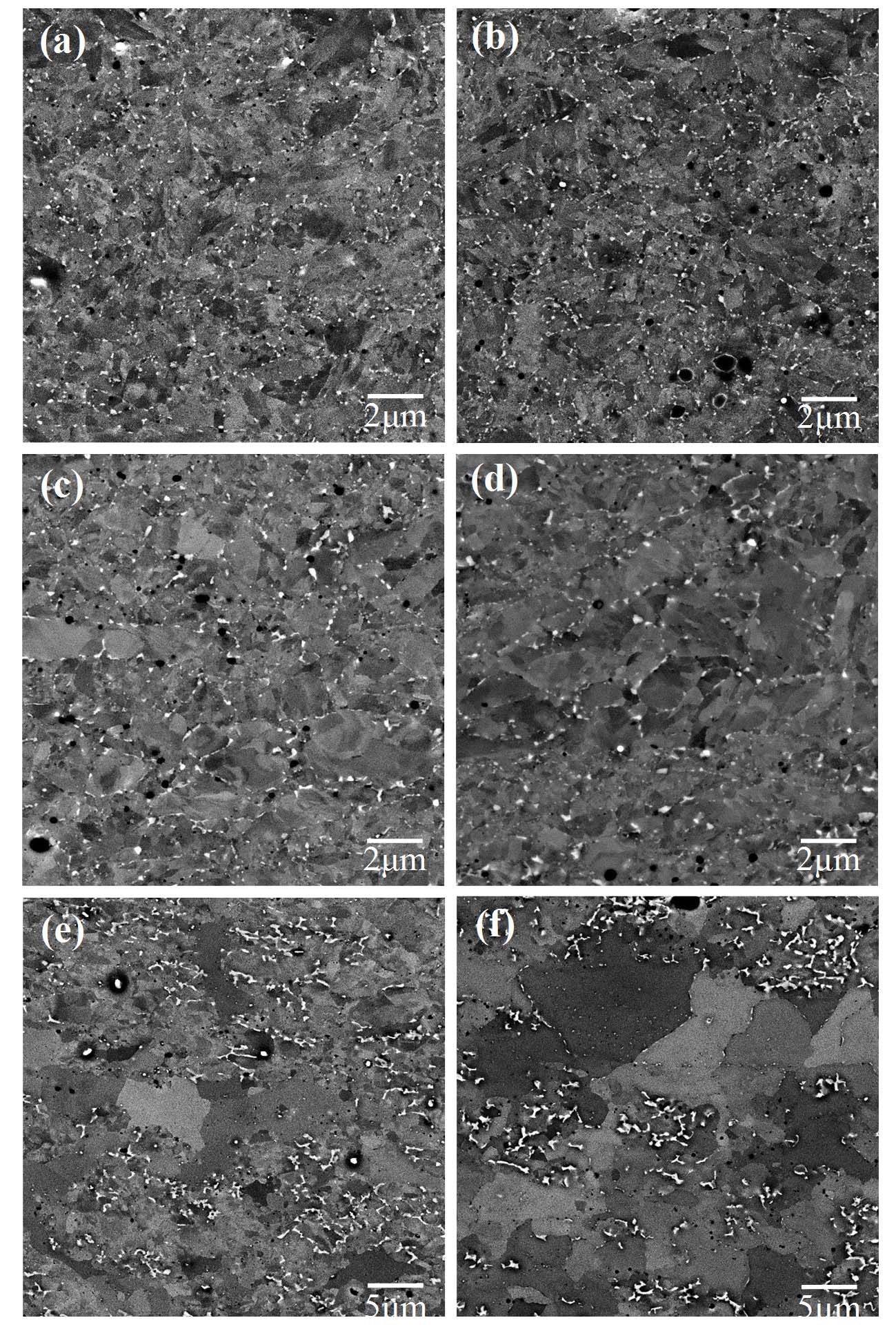
In Fig. 3, SEM micrographs of the grain morphology of dual phase ODS steels after different heat treatment processes are presented: (a, b) NT, (c, d) HR-T, and (e, f) FC heat treatment for 10Cr and 12Cr ODS steels, respectively. Microstructures after three kinds of heat treatments are significantly different and very fine grains are formed after NT heat treatment, while HR-T and FC heat treatment induces coarsened grains. An NT specimen has a typical tempered martensite structure consisting of very fine martensitic grains with finely dispersed carbides along the grain
boundaries. The carbides are mainly TiC or M23C6 which is a Fe, Cr-rich carbide induced by tempering heat treatment at 750 ℃. As with the results of optical microscopy, the grain morphology was equiaxed; however, the grain size is too fine to distinguish through SEM photographs. This is due to a normalizing-tempering heat treatment process with air cooling accompanied with a high dislocation density structure. The coarse grains in the HR-T seem to be ferrite transformed from a gamma phase during air-cooling after the hot rolling process. A small portion seems to be martensite, but it is very difficult to separate the phases by a SEM photograph. Hot rolling was carried out between 980 ℃ and 1100 ℃ and this corresponds to the gamma region in these alloys [5]. Thus, it is considered that the accumulation of a severe strain energy in the gamma grains induced by hot rolling can be responsible for this coarsening of the transformed ferrite grains. In FC, on the other hand, very large ferrite grains with a low fraction of martensite were observed as shown in Fig. 3(e, f). Because of the very slow cooling rate of 5℃/min from the normalizing temperature, the ferrite grains grew over 10μm. Carbides are also mainly located within the grain boundary and they are coarser than in NT.
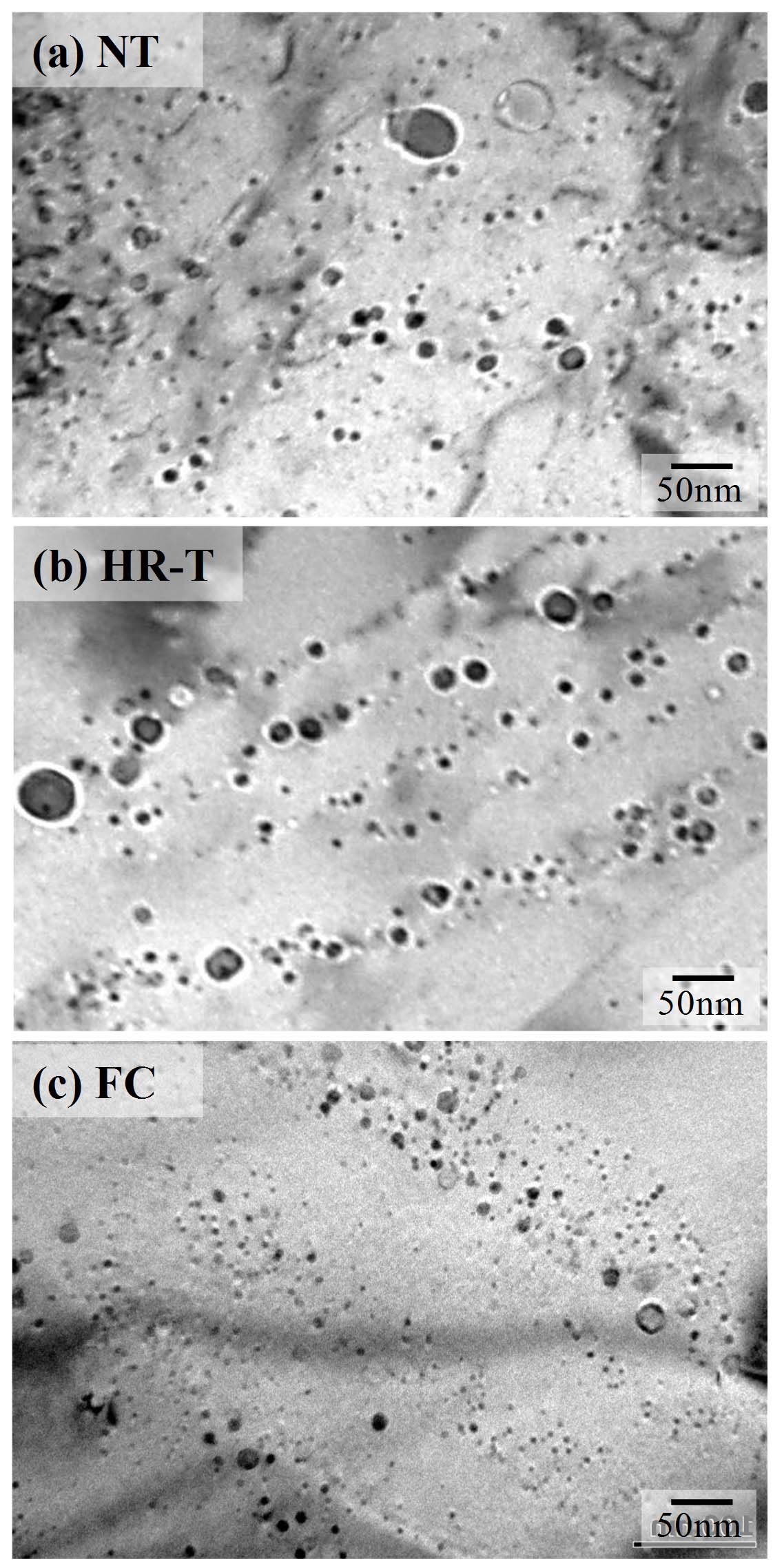
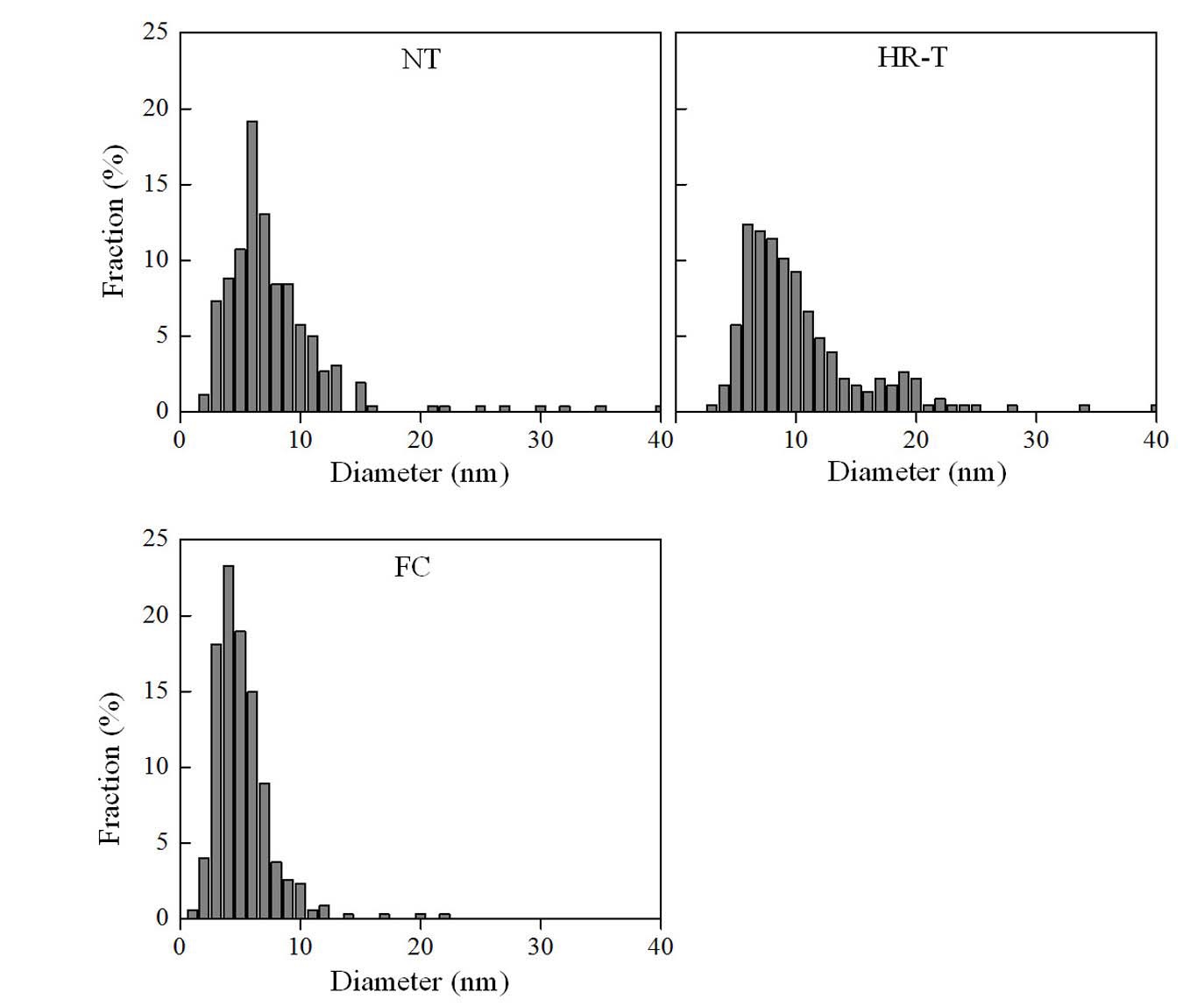
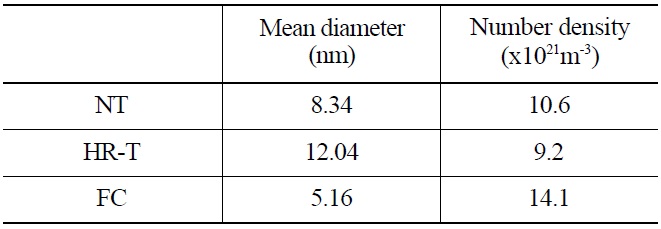
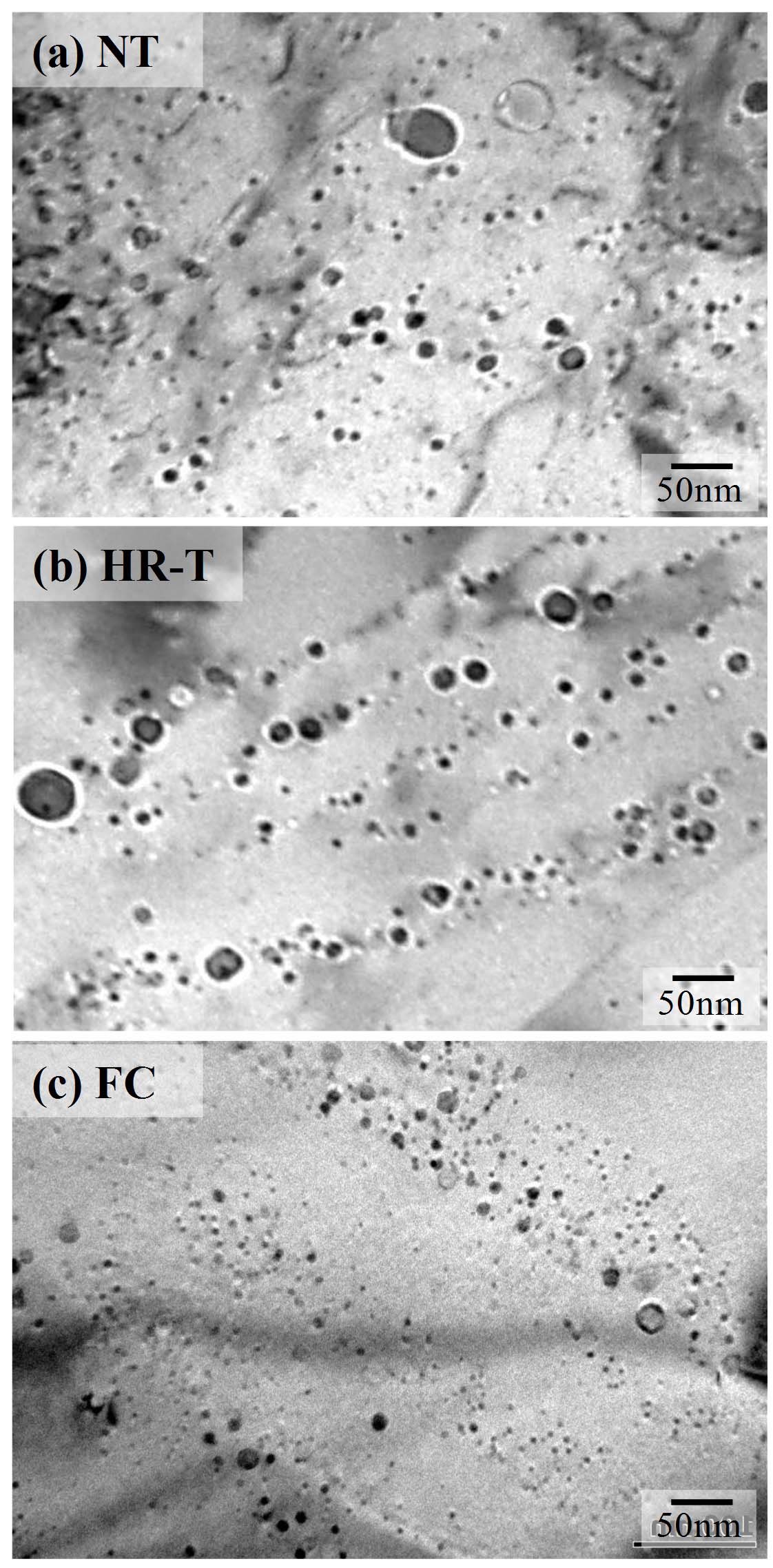
To investigate the effects of heat treatment on oxide particle distribution, a TEM observation was carried out. In Fig. 4, bright field images of ODS steels after different
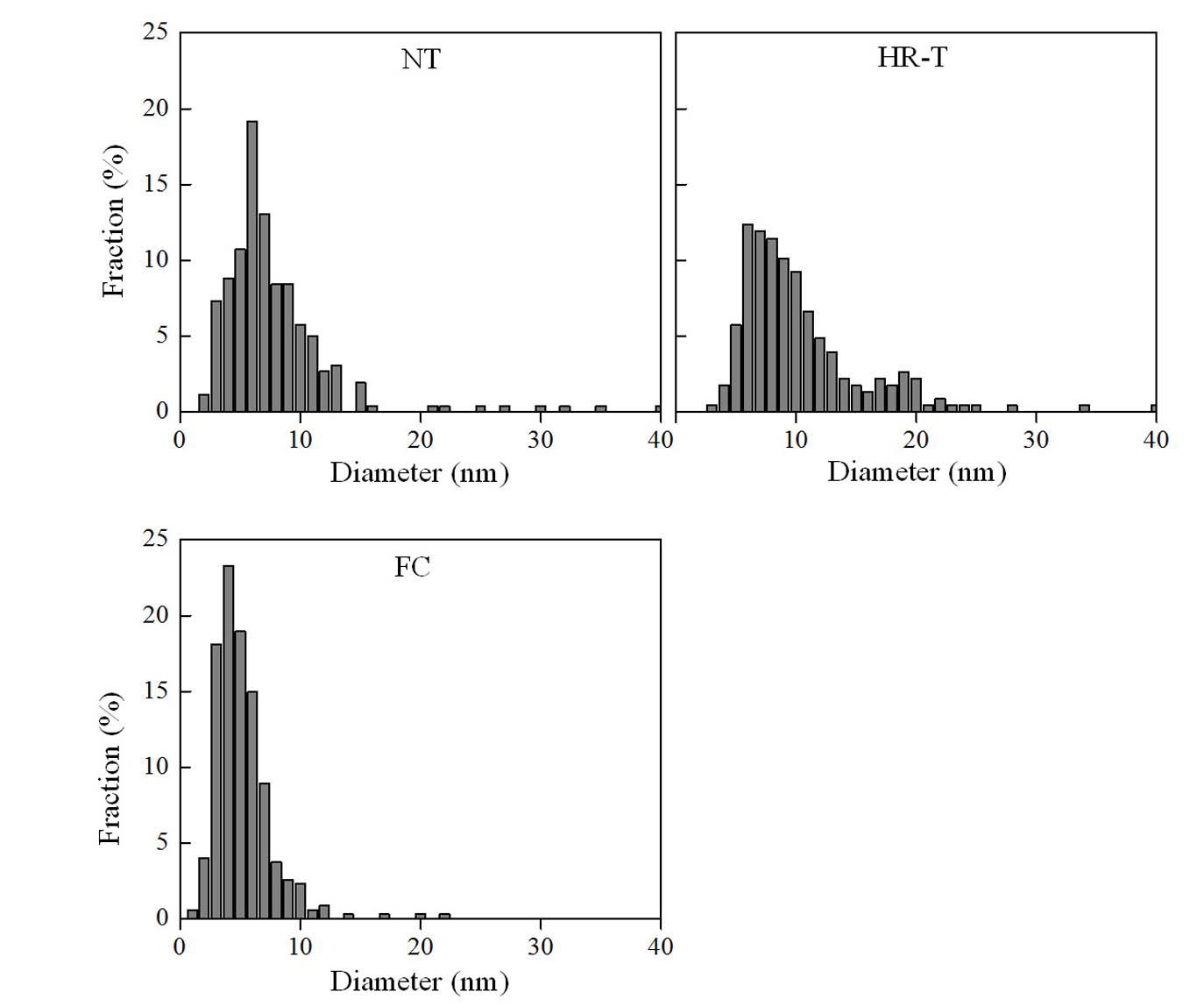
heat treatments, (a) NT, (b) HR-T and (c) FC, are shown. Nano-oxide particles are homogeneously distributed in all ODS steels; however there are some differences in the distribution status between NT, HR-T, and FC. Based on the TEM observation, the distribution of nano-oxide particles such as the diameter distributions, mean diameter, and number density were estimated and are summarized in Fig. 5 and Table 2. Coarse oxide particles over 20nm in diameter existed in a small fraction in the NT and HR-T specimens, while very fine oxide particles under 10nm were extensively distributed in the FC specimen. The average diameters of oxide particles of NT and HR-T were evaluated as about 8 and 12nm, respectively. As shown in the particle distribution, oxide particles in FC are finer than in the others, and the average diameter is about 5nm. Moreover, the number density of oxide particles in FC is also the highest at 14 x1021m-3. M. Yamamoto et al. explained that the difference in oxide particle distribution is associated with alpha-gamma reverse transformation [8]. Y2O3 usually decomposes in the mechanical alloying process, and precipitation with a combination of Ti as Y2Ti2O7 and Y2TiO5 complex oxide takes its place at about 850 ℃, below the AC1 point of these alloys [9]. When a precipitate occurs, it leads to partial coherency between oxide particles and the α-ferrite matrix. At higher temperatures for consolidation process over the AC1 point, the matrix phase changes to FCC from BCC through a transformation, and this can disturb the interface coherency. When the transition of coherency and incoherency between the precipitates and
[Table 2.] Summary of Distribution Status of Oxide Particles
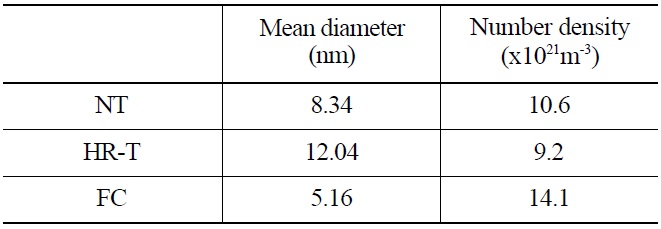
Summary of Distribution Status of Oxide Particles
the matrix occurs, their coarsening is sometimes induced [10]. A similar behavior is expected in the heat treatments of dual phase ODS steels.
3.2 Tensile Property of Dual Phase ODS Steels with Different Heat Treatments
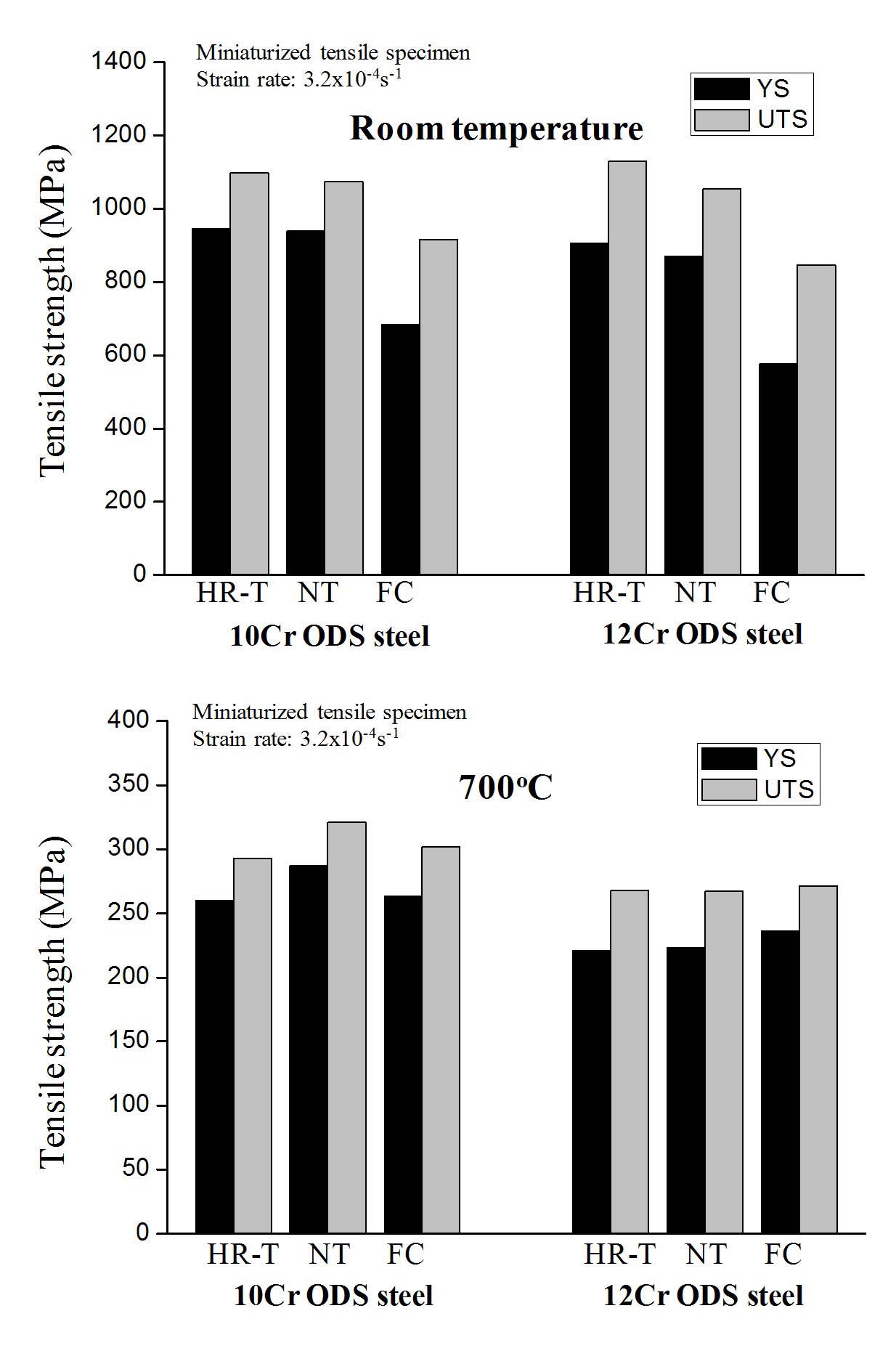
As mentioned above, the featured microstructures induced by different heat treatments can significantly affect the mechanical properties. The tensile strengths of dual phase ODS steels with different heat treatments are shown in Fig. 6. Both ODS steels with HR-T heat treatment have the highest tensile strength, whereas the specimens induced by FC show the lowest tensile strength at room temperature. HR-T specimens also show a higher strength than that of NT, in spite of a finer grain size with tempered martensite in NT. This would be due to the difference of the dislocation density.
Although the temperature fluctuation is very narrow between 980 ℃ and 1100 ℃ during the hot-rolling process,
dual phase ODS steels sufficiently undertake work-hardening at high temperature, and this can be a kind of thermomechanical treatment (TMT). FC heat treatment from the austenization temperature results in the very large ferritic grains by diffusional transformation, which softens the ODS steel at room temperature. At an elevated temperature of 700 ℃, on the other hand, FC ODS steel has a comparable tensile strength with HR-T in 10Cr ODS steel. Even in 12Cr ODS steel, FC with large grains presents the highest strength of the three heat treatments. This behavior is due to two properties, a large grain size and a fine oxide particle distribution. In an SEM observation, NT heat treatment induces fine tempered martensite grains owing to the rapid cooling rate of 150℃/min, while FC heat treatment leads to a diffusional transformation to the ferrite grains by a slow cooling rate of 5℃/min. S. Ukai et al. reported that the martensitic phase produces typical packet boundaries, which are ramdomly orientated, so that grain boundary sliding and fracture can preferably occur at elevated temperature [11]. In TEM observations, oxide particle distribution in FC has a higher number density and finer diameter than other heat treatments. Finely dispersed nano-oxide dispersion mainly controls the motion of dislocations at high temperature above 700 ℃. It is well known that an Orowan barrier is more effective at elevated temperature because a thermal process plays a role in dislocation of the pinning of oxide particles. The ferrite grains induced by FC contain finer and denser oxide particles, which are comparable in strength at elevated temperature. Consequently, large grains with finely distributed oxide particles in FC result in comparable tensile strength at a high temperature. This means that dual phase ODS steel can be significantly enhanced by a proper heat treatment process. Based on these results, creep rupture tests are ongoing to improve the strength at high temperature.
In the present study, the effects of heat treatments on the microstructures and tensile properties of dual phase ODS steels were investigated to enhance the high strength at elevated temperature. Heat treatments including hot rolling-tempering and normalizing-tempering with air and furnace-cooling were carefully carried out. The main results are as follows:
1) Furnace cooled ODS steel shows large ferritic grains formed by a slow cooling rate, and its oxide particle distribution is significantly finer and denser than NT and HR-T heat treatment.
2) HR-T heat treatment has the highest tensile strength, whereas FC shows the lowest tensile strength at room temperature. At an elevated temperature of 700 ℃, however, FC has a comparable tensile strength with HR-T and NT.
3) This means that dual phase ODS steel can be significantly enhanced by a proper heat treatment process. Based on these results, creep rupture tests are ongoing to improve the strength at high temperature.