소나무는 우리나라의 산림에서 가장 넓은 분포면적을 차지하며 개체 수도 많아서 물질적 정신적으로 우리민족의 정서와 생활에 가장 많은 영향을 끼치고 있는 나무이다. 국내에서 사용되는 원목의 90%는 수입에 의존하고 있고, 수입 원목 중 약 50%가 소나무 목재이고 소나무 원목의 10-15%가 목재 가공 중 박피공정에서 수피로 배출된다(Mun et al., 2007). 박피된 수피는 토양개량제로 일부 사용되지만 대부분 소각되거나 매립 되지만 매립 시 대량으로 화학성분이 침출될 시는 환경오염을 유발 시킬 수도 있다(Hassan & Mun, 2002). 특히 소각에 따른 이산화탄소 배출은 온실가스 배출에 대한 국제적 협약인 교토의정서(1997년 12월)의 채택으로 규제를 받기 때문에 소나무 수피의 유용한 이용기술이 절실한 실정이다. 소나무 수피는 최근 항산화성이 뛰어나다는 보고(Ku et al., 2007)가 있으며 이 항산화 효과는 flavan-3-ol 단위가 여러 개 결합된 형태의 proanthocyanin으로 알려져 있다(Jerez et al., 2011). 캐나다 퀘백 해안과 프랑스 남부해안에서 자란 소나무 수피에서 추출한 proanthocyanidins 성분은 항산화 효과가 있어서 피부노화방지, 심혈관 질환 예방제로 PycnogenolR(Malmoona et al., 2011)란 상품명으로 판매되고 있다. 항산화성이 있고 피부노화를 방지 할 수 있는 소나무 수피의 성분 특성은 환경 친화적인 섬유염색의 식물성 염료로서 현대사회가 천연염색에서 요구하는 색감 뿐만 아니라 생리 기능성을 채워 줄 수 있는 중요자원이 될 수 있다. 우리나라의 육송은 수피가 적황색이라서 적송이라고 불리고 있으며 일제 말기에 군복이나 그물 염색에 소나무 수피가 사용되었다고 구전되고 있다. 특히 천연염색은 의류에 염색한 후 쉽게 탈색되는 단점이 상품으로서 가치를 낮추므로 염착과 견뢰도를 높이기 위해서 Al, Cu, Sn, Fe 등의 금속이온을 함유하는 화학매염제(Han & Lee, 2011; Yi et al., 2010)나 천연매염제로서 잿물(Chu & Nam, 1997), 탄닌 성분을 포함하 는 오배자(Park et al., 2008), 율피(Seo et al., 2011) 등을 사용하여 매염을 하고 있다. 하지만, 소나무의 수피에는 적황색 색소 이외에 수지성분이 포함되어 있어서 섬유와 색소의 고착제(Leitch et al., 2006)로 견뢰도를 높이는 역할을 하여 천연염색의 단점을 보완해 줄 수도 있다. 소나무 수피성분을 이용한 의류 염색연구는 국내에서는 라디아타 소나무의 수피에서 추출한 Pinux™ 색소로 견 섬유에 염색을 한 결과가 보고(Song et al., 2009)되고 있고, 외국의 예로는 소나무 껍질과 잎에서 추출한 색소로 섬유에 염색하여 견뢰도를 조사하여 보고한 것이 있다(Dayal et al., 2001). 또한, 소나무 수피 추출물에는 polyphenol, 송진 등이 포함되어서 매염제를 사용하지 않더라도 어느 정도 견뢰도를 가지고 있다(Dayal et al., 2001).
본 연구에서는 분말로 만든 수입 적송의 수피를 이용하여 색소추출에 적합한 추출용매를 선정하였다. 선정된 용매를 이용하여 색소를 추출한 후, LC/MS를 이용하여 색소의 화학적 성분을 분석하고 항균, 항산화 기능성을 조사하였다. 아울러 소나무수피 추출색소를 이용한 천연염색방법을 정립하기 위해서 천연, 합성 및 반합성섬유를 대상으로 염색성을 조사하였고 이중 면, 나일론, 견직물에 대한 최적염색방법과 견뢰도를 조사 하였다.
본 실험에 사용한 소나무 수피 염재는 캐나다에서 수입된 육송(
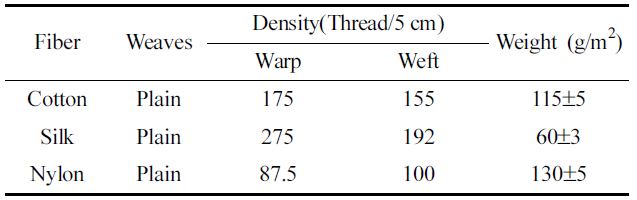
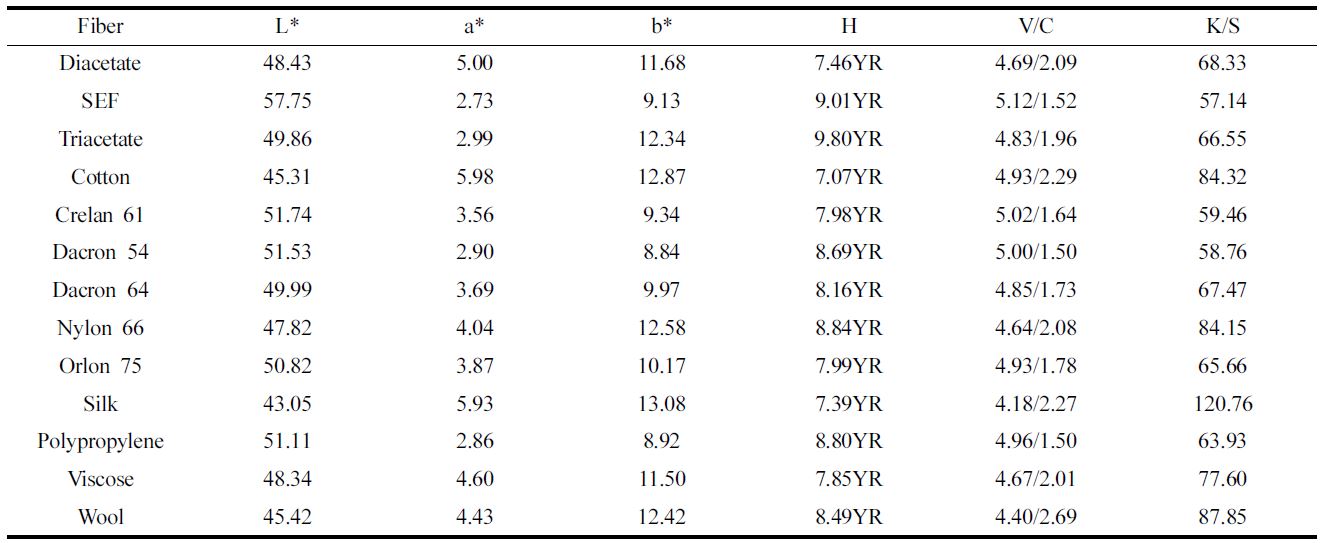
염색선택성은 13가지 섬유로 이루어진 다섬교직포 #43인 Testfabrics(Warp Strip 13 Fiber Style #43, Testfabrics, Inc. USA)을 사용하여 조사하였고 면, 견, 나일론 직물의 특성은 Table 1에 나타난 바와 같다.
2.2.1. 색소의 추출 및 정량
소나무 수피를 60℃ 항온건조기(Fisher Scientific, USA)에서 12시간 이상 충분히 건조한 후 미세하게 분쇄하여 분말을 만들어 사용하였다. 물과 100%, 80%, 60%로 만들어진 methanol, ethanol, aceton 등의 용매 20 ml에 소나무 수피 분말 2 g을 넣고
[Table 1.] Characteristics of fabrics used for dyeing
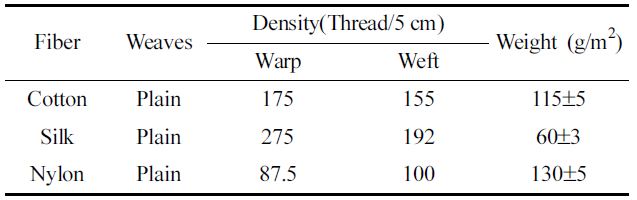
Characteristics of fabrics used for dyeing
35℃의 진탕기를 이용해서 140 rpm으로 30분간 흔들어 추출한 후, 5,000 rpm에서 10분 동안 원심 분리하여 색소를 만들었다. 색소량의 정량은 추출된 색소용매를 Vacuum Rotary Evaporator(EYELA, Japan)에 넣고서 40℃에서 감압 건조하여 고체색소로 만든 후 무게를 정량하여 사용하였다.
2.2.2. 추출된 색소의 물리화학적 분석
추출된 소나무 수피색소의 특성을 조사하기 위하여 색소를 증류수로 희석한 후 UV/Visible Spectrophotometer(DU 8000, Beckman Coulter, USA)를 사용하여 200-800 nm에서의 흡광도를 측정하였다. 수피색소의 화학적 성분 분석은 Liquid Chromatography/Mass Spectometer(LC/MS) system(LIQ Advantage Max, Thermo Finnigan, USA)을 사용하였다. 용매로 추출된 소나무 수피색소를 Liquid Chromatograpy(LC)에 주입하여 이동상으로 0.1% 포름산(Formic acid)이 포함된 아세토니트릴(Acetonitril)과 물을 이용하여 0.3 ml/min 의 속도로 LC를 수행하면서, 질량분석기는 이온 트랩(ion trap)(Finnigan LCQ Advantage MAX)장비와 ESI(Electrospray ionzation) 이온화 방법을 사용하여 수행하였다. 색소분획(peak)에 따라 분리·정제하고 분리된 각 peak를 Mass spectrometer(MS)에 의해 분자량과 물질의 구조를 결정하었다. 또한 다 파장 광학 측정 장치(Photodiodarrary, PDA)를 이용해서 200-800 nm의 흡광도를 합산한 chromatogram을 작성하였고 작성된 결과를 검토하여 각 색소 peak가 가지는 UV/VIS spectrum을 얻었다. 얻어진 질량분석 결과와 UV/VIS spectrum 결과로 LC/MS에 내장된 data base를 활용하여 색소물질의 구조를 확인하였다.
2.2.3. 항균성 및 항산화 역가측정
항균성 측정은 Agar diffusion 방법을 사용하여 시험균으로는
DPPH 자유 라디컬 소거율(DPPH radical scavening activity) (%) = (대조구흡광도-시료흡광도)/대조구흡광도 X 100
2.2.4. 적송 수피색소의 직물 염색
제조된 소나무 수피의 색소 농도를 0.047-0.375 %으로 맞춘 염액에 욕비는 1:20, 염색온도는 30℃-90℃, 염색시간은 30분에서 2시간까지 염색한 후, 수세하고 건조하여 분석을 위한 시험포로 하였다. 최적 염색조건 및 견뢰도시험에 사용한 직물은 Table 1에 나타낸 특성을 가진 시험용 면, 견, 나일론 직물을 적외선 염색시험기(Starlet-2 DL-6000plus, 대림스타릿(주))를 사용하여 염색하였다.
2.2.5. 염색된 시험포의 색상분석
염색된 시험포를 분광 측색계(Colour Reader, Model JS555, Colour Techno System CO., Japan)를 이용하여 색상을 분석하였다. 색소의 염착량은 염색된 직물의 K/S값으로 평가하였다. K/S값은 분광 측색계에서 직물의 흡수 파장의 표면반사율을 측정하여 아래의 Kubelka-Munk식에 의해 계산하였다. 본 연구의 적송수피 색소는 특정 파장에서 두드러진 peak가 나타나지 않아서 전 가시광선 파장인 400-700 nm에서의 K/S값을 모두 합한 값으로 표시하는 Jung et al.(2008)의 방법을 사용하여 염착량(K/S)을 표시하였다.
K/S = (1-R)2/2R
K: 염색포의 흡광계수, S: 염색포의 산란계수, R: 염색포의 표면반사율
염색 직물의 표면색은 분광측색계를 이용하여 L*, a*, b*, K/S와 Munsell Value HV/C값을 측정하였다.
2.2.6. 염색 직물의 견뢰도 분석
염색한 면, 견, 나일론직물의 세탁견뢰도는 KS K ISO 105 CO6:2002, 땀견뢰도는 KS K ISO E04:2010, 마찰견뢰도는 KS K 0650:2006, 드라이클리닝 견뢰도는 KS K ISO D01: 2010, 일광견뢰도는 KS K ISO 105 B02:2010의 표준방법을 사용하여 견뢰도 실험을 하였다.
3.1.1. 적송 수피 분말과 추출된 색소
건조된 적송 수피를 Blender로 분쇄하여 분말화를 하면 적갈색의 분말을 얻을 수 있고, 분말화한 소나무 수피를 80% methanol에 넣고서 추출한 색소는 Fig. 1과 같이 고농도에서는 짙은 적갈색, 낮은 농도에서는 황적색의 색상이다.
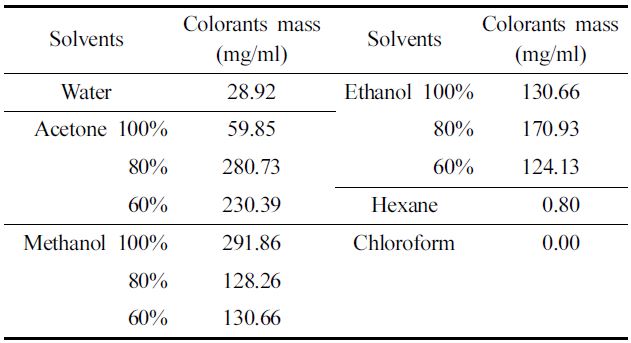
[Table 2.] Colorants productivities extracted from pine bark according to different solvents
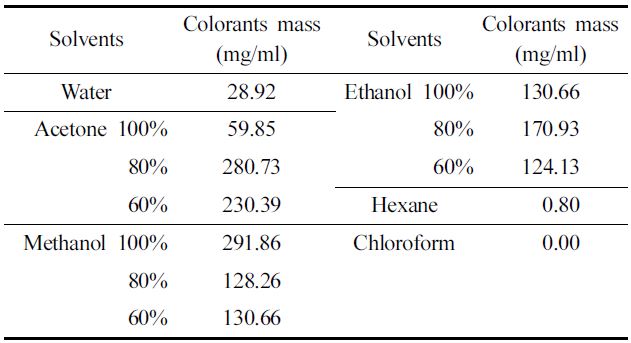
Colorants productivities extracted from pine bark according to different solvents
3.1.2. 적송 수피색소 추출용매 선정
적송 수피분말에서 색소를 가장 잘 추출해 낼 수 있는 용매를 선정하기 위해서 물, ethanol, methanol, aceton 등의 용매를 100, 80, 60%의 농도로 맞추어 색소를 추출하고 감압 건조하였다. 색소량을 정량한 결과는 Table 2와 같다.
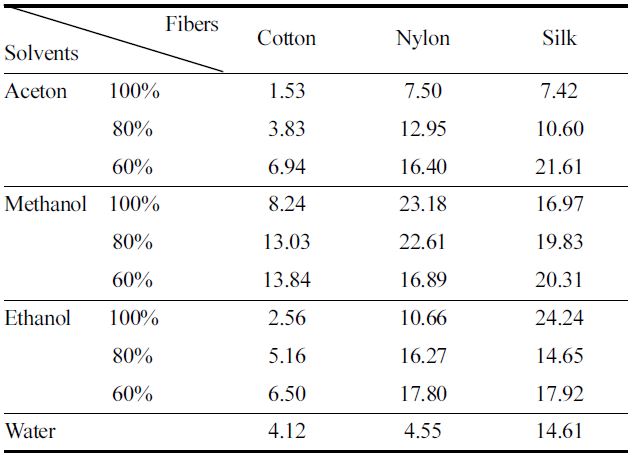
적송 수피색소가 많이 추출된 용매는 80% acetone과 100% methanol이었고 극성용매인 hexane이나 chloroform에서는 색소가 거의 추출되지 않았으므로 적송 수피의 색소는 친수성 용매에서 추출이 잘 되는 것을 알 수 있었다. 80% acetone, 100% methanol, 80% ethanol에서 색소의 추출량이 많은 것으로 나타나고 있으나 추출된 색소 고형분(Colorants mass)이 순수한 색소가 아니고 색소성분 이외의 물질이 포함되어 있을 수 있다. 따라서 색소를 추출하기 위한 용매의 선정은 단순한 색소의 함량이 높은 것 보다는 섬유에 대한 염색성이 좋은 것이 중요하기 때문에 Table 2의 용매 추출된 색소를 이용해서 면직물, 견직물에 염색하였다. 각기 다른 용매를 이용하여 추출한 색소로 염색을 하고 총 염착량(K/S sum(400-700 nm))을 측정하여 섬유별로 도시한 결과는 Table 3과 같다.
면직물은 80% methanol, 견직물은 100% ethanol, 나일론직물은 100% methanol로 추출한 색소로 염색한 것이 염착량이 가장 많았지만, 100% ethanol을 사용하면 면에서의 염착량이 낮게 나타났다. 면직물과 견직물 모두 양호한 염착량을 보이는 용매는 80% methanol이었다. 따라서, 적송 수피에서 80% methanol로 추출하면 Table 2에서와 같이 100% methanol이나 80% acetone으로 추출했을 때 보다 색소고형분의 양은 적지만 염색시에는 염색성이 우수하여 80% methanol을 추출 용매로 결정하였다.
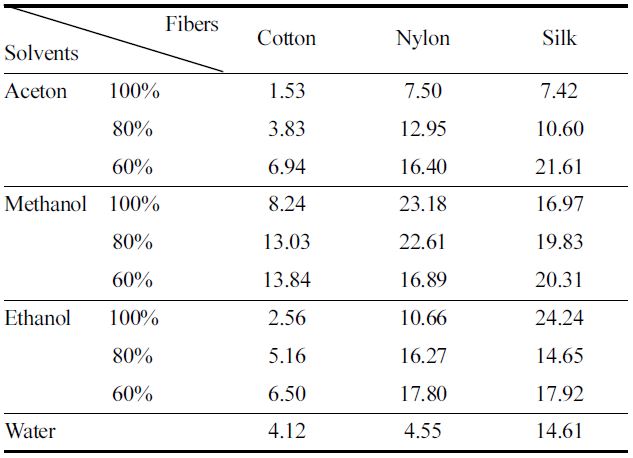
Dyeability (K/S) of cotton, nylon and silk dyed with brown colorants extracted from pine bark according to extraction solvents
3.2.1. 적송 수피 색소의 분광광도계 분석
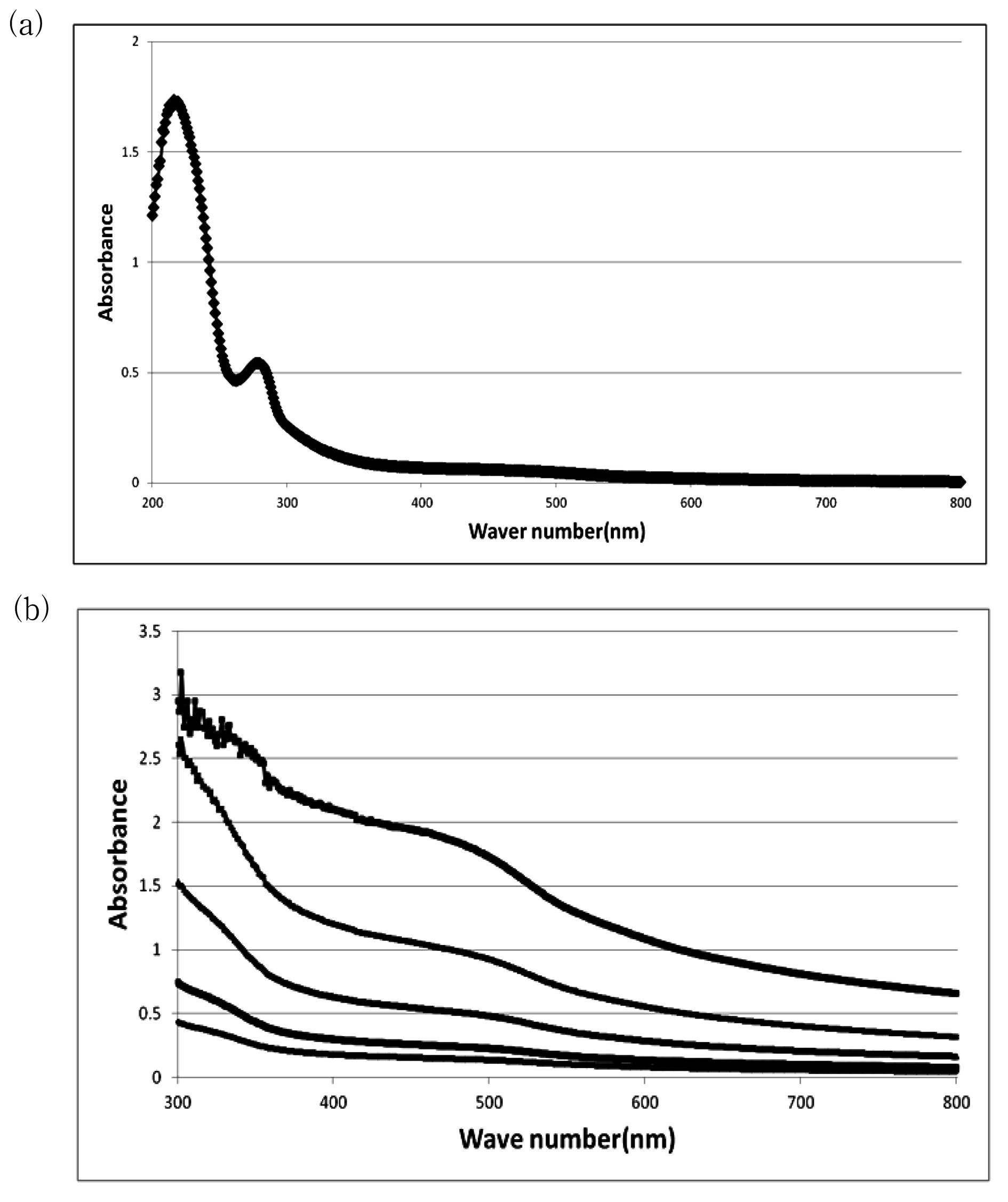
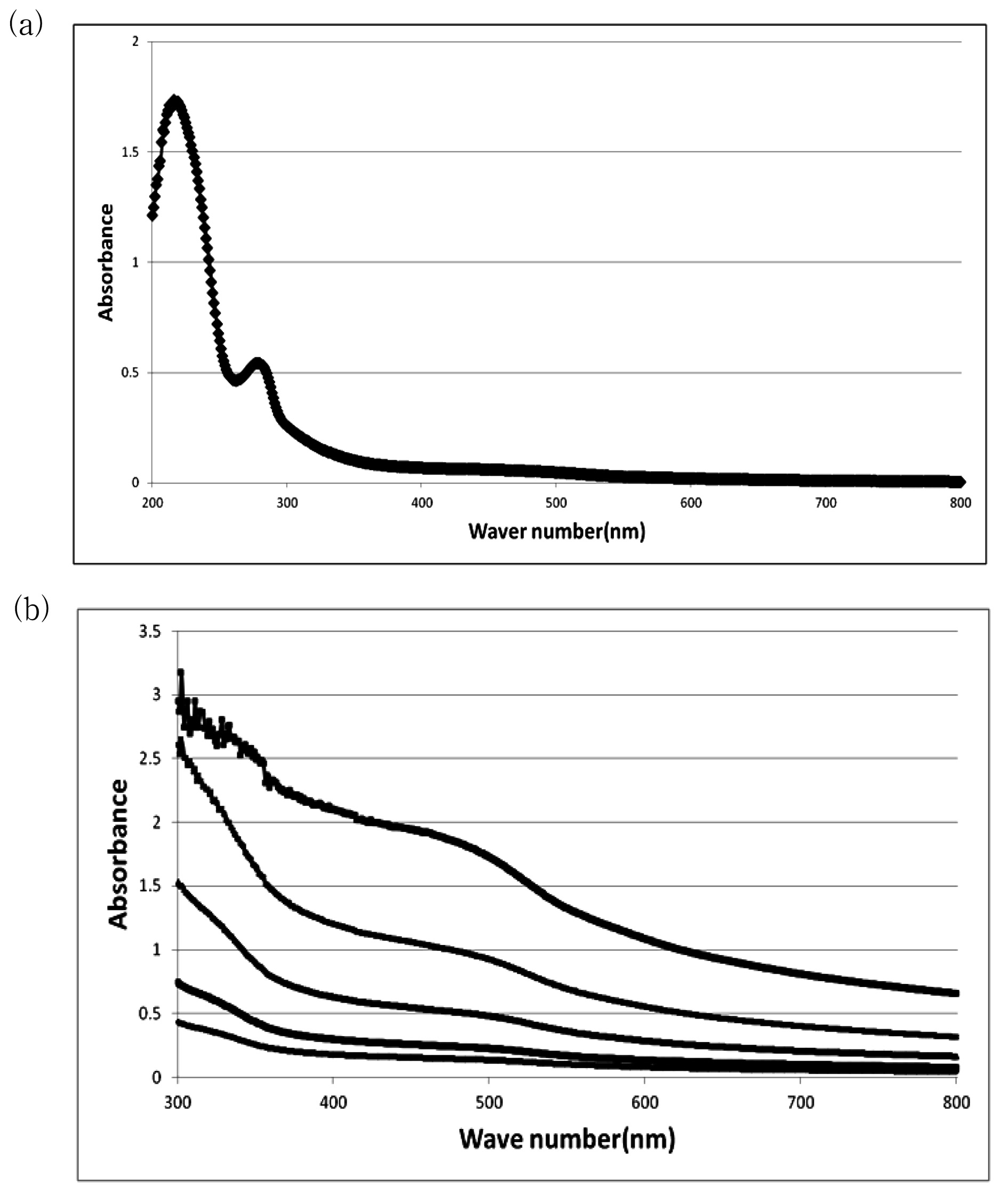
적송의 수피분말에서 80% methanol로 추출한 수피색소를 각각 12.5, 25, 50, 100, 200 μg/ml로 희석한 후, 먼저 12.5 μg/ml 농도의 색소를 200-800 nm의 파장을 Spectrophotometer로 scaning한 결과는 Fig. 2(a)와 같고 가시광선 부위인 300-800 nm의 파장에서 농도별로 scanning한 결과는 Fig. 2(b)와 같이 나타났다. 최대흡수파장은 자외선 부분인 210, 280 nm에서 나타났고 적송 수피색소의 농도를 높였을 때, 가시광선에서는 495 nm에서 농도에 비례해서 흡광도가 높아지는 결과를 보였다.
3.2.2. 액체 크로마토그라피/ 질량분석기(LC/MS)분석
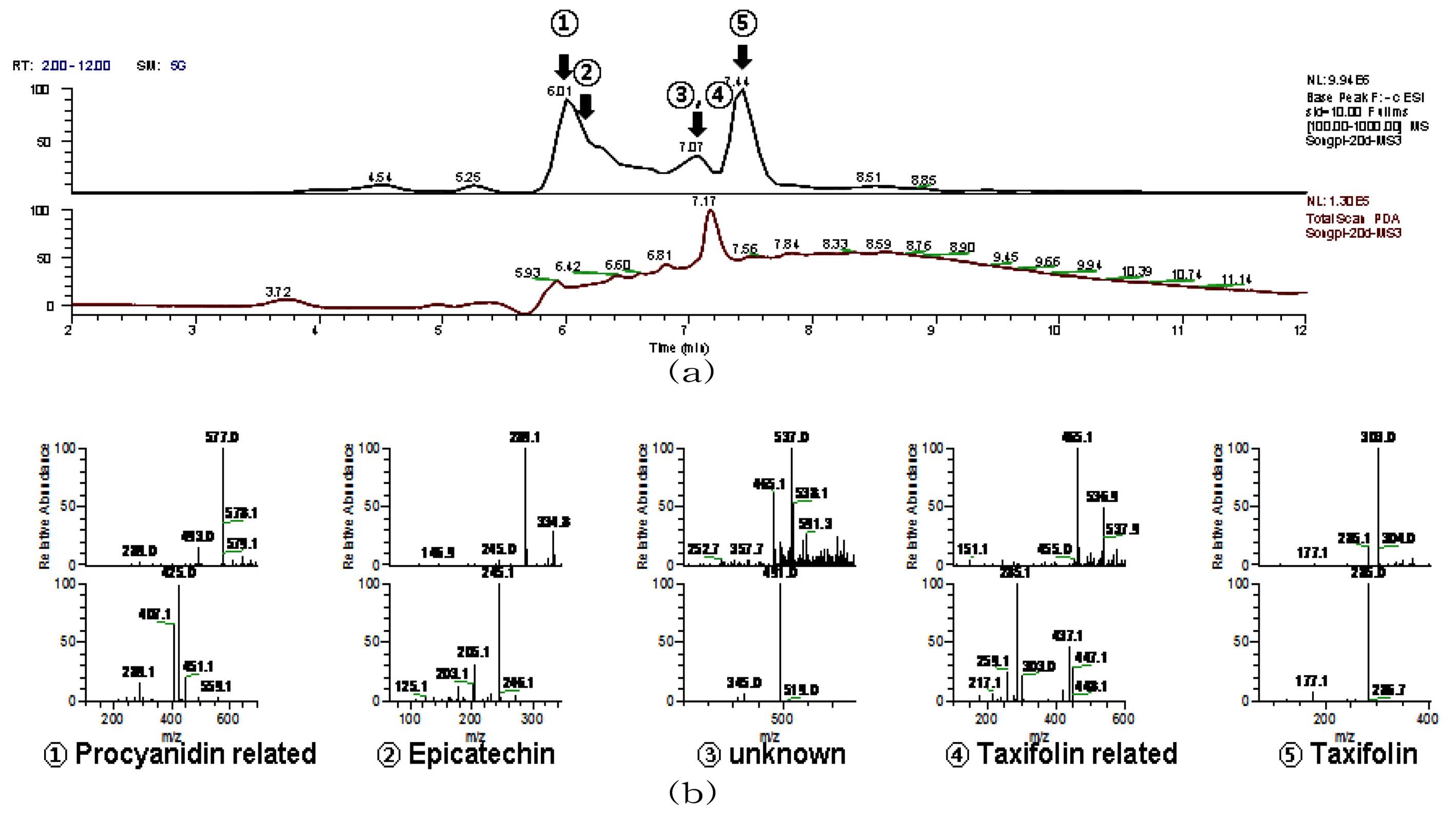
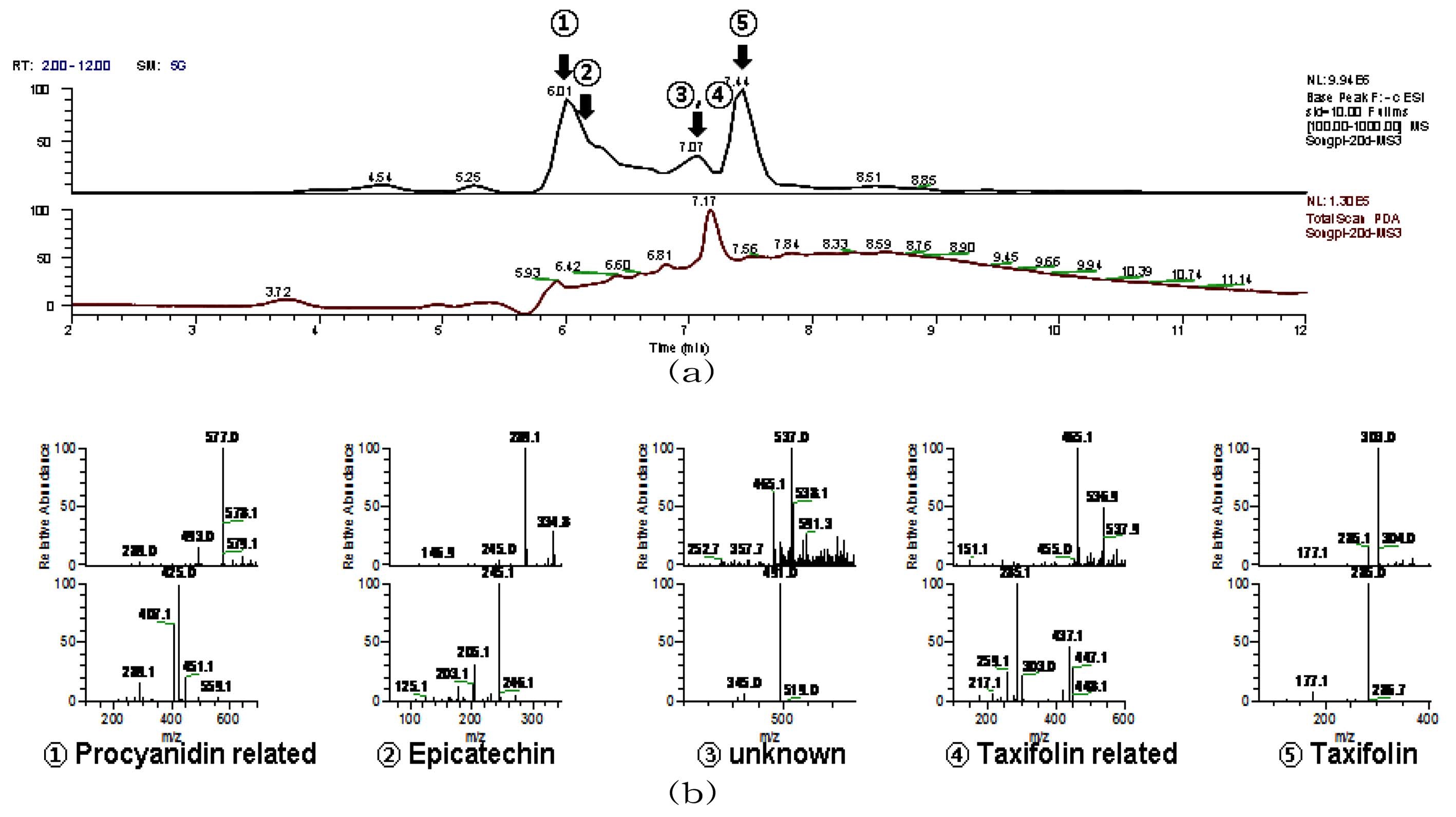
적송 수피색소를 LC/MS를 이용하여 분석하여 Fig. 3과 같은 결과를 얻었다. 액체 크라마토그라피와 질량분석을 동시에 한 결과 질량을 나타내는 주요 peak 5개와 극소량이 존재하는 4개 peak로 총 9개의 peak가 나타나서 추출된 적송 수피색소는
적어도 9개의 물질로 구성된 혼합물질로 존재하는 것을 알수 있었다. LC/MS 결과에서 LC column의 잔류시간이 7.17분으로 나타난 ⑤의 peak가 함량이 가장 많은 것으로 나타났다. 질량분석기로 ⑤의 peak의 분자량(M-H)-1을 조사한 결과 304 로 나타나서 분자량(M)은 305였고 질량분석 결과를 Data base로 검색한 결과 Taxifolin임을 확인할 수 있었다. 이런 결과는 Ku et al.(2007)이 라디아타 소나무(
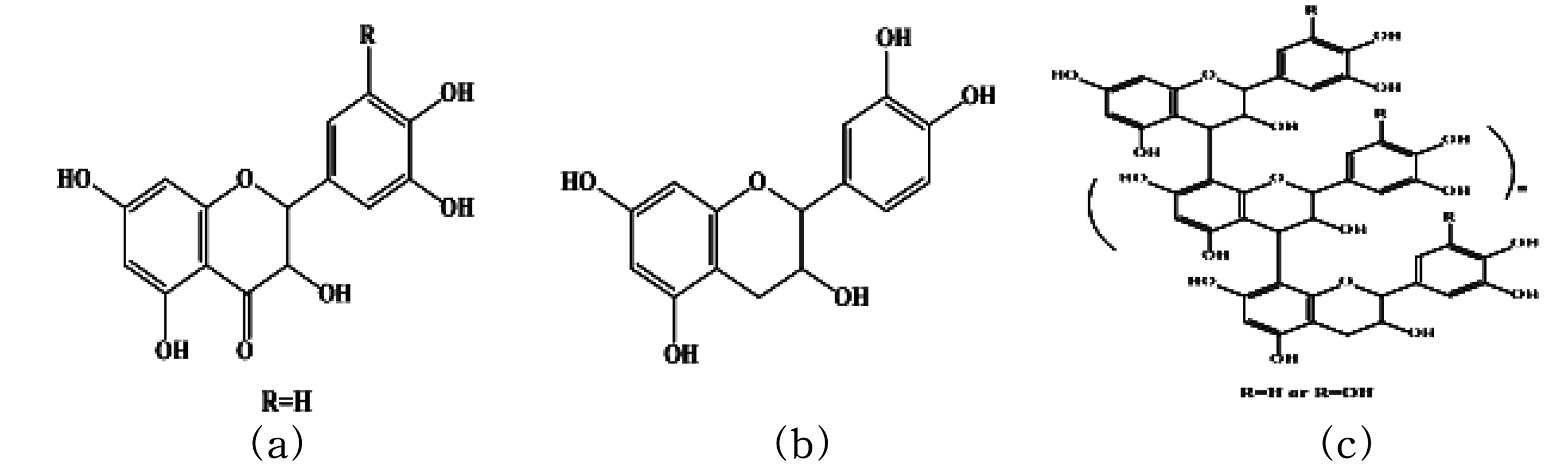
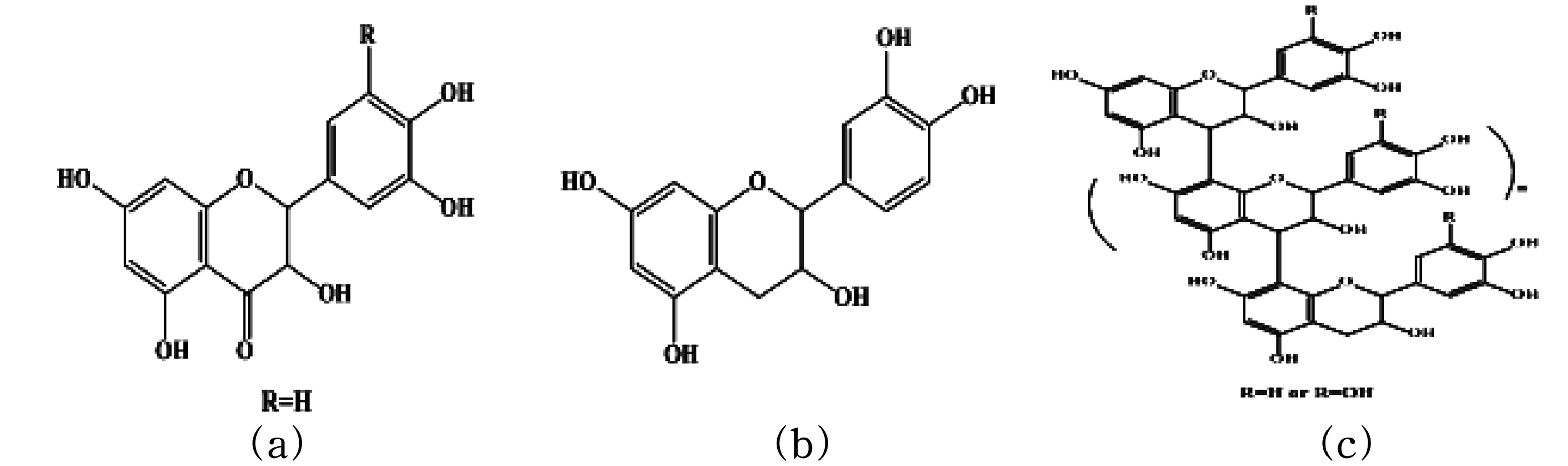
추출했을 때에 얻어진 물질과 동일한 물질임을 알 수 있다. 또한, LC/MS의 결과에서 ② peak는 분자량이 336으로 Epicatechin과 잘 일치하고 있다. Maria et al.(2006)의 소나무 성분 분석에서는 본 연구보다 적은 양이 추출되었는데 소나무의 종류와 자생지의 차이에 따른 결과로 추정한다. ① peak는 Procyanidin 관련물질로 추정하는데, 고분자물질인 Procyanidin은 구성물질인 Taxifolin이나 Epicatechin의 중합도에 따라서 분자량이 달라지기 때문에 thiolysis하여 중합도를 알아보는 Maria et al.(2006)방법에 따라 분석해야 하지만 본 연구에서는 이미 Taxifolin이나 Epicatechin의 peak를 ⑤, ②에서 찾았기 때문에 peak는 고분자 물질인 Procyanidin으로 추정하였다. 따라서 연구에 사용한 적송의 수피에서 생산되는 주요 화학성분은 Taxifolin, Epicatechin과 Procyannin이 혼합된 추출물임을 알 수 있었고 이들의 화학구조는 Fig. 4에 나타난바와 같다. Willfor et al.(2003)은 소나무 수피의 추출물질을 18종 이상이 보고하여 본 연구에서 용매 추출된 소나무 수피의 성분과 차이가 나는데 소나무 품종에 따른 차이가 있다고 추정하지만 좀 더 체계적인 화학적 분석이 필요하다고 본다.
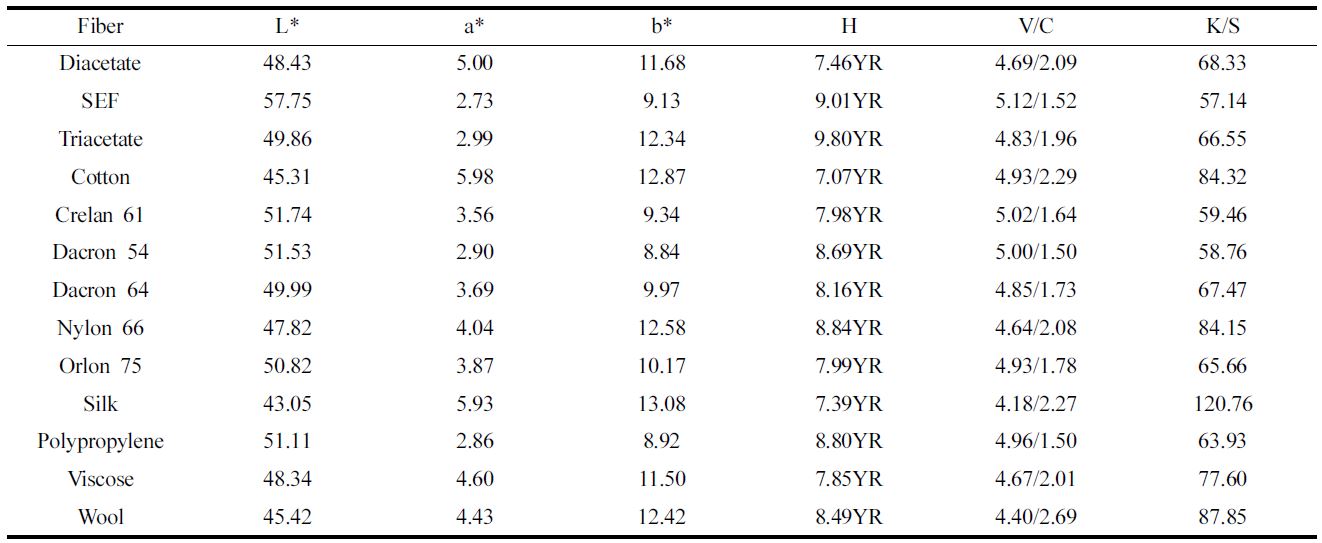
Hunter and Munsell values of various mutifabrics dyed with methanol extracted brown colorants from pine bark for 90 min at 60℃
다섬 교직포를 적송 수피 색소의 농도 1.5%, 욕비 1:20, 염색온도 60℃의 조건에서 90분간 염색하여 섬유의 염색선택성을 조사한 결과 Table 4와 같은 결과를 얻었다.
섬유의 종류와는 무관하게 H값이 모두 YR로 나타나서 소나무 수피색소는 황적색으로 염색됨을 알 수 있었고 L*, a*, b*, V/C값과 염착량(K/S sum)을 고려하면 가장 염색이 잘되는 섬유는 견섬유으로 나타났고 모, 면, 나일론, 비스코오스 레이온섬유 순으로 염색이 잘됨을 알 수 있었다. 따라서 본 연구에서는 천연섬유인 면과 견, 합성섬유인 나일론을 대상으로 색소추출, 염색조건 등을 조사하기로 결정하였다.
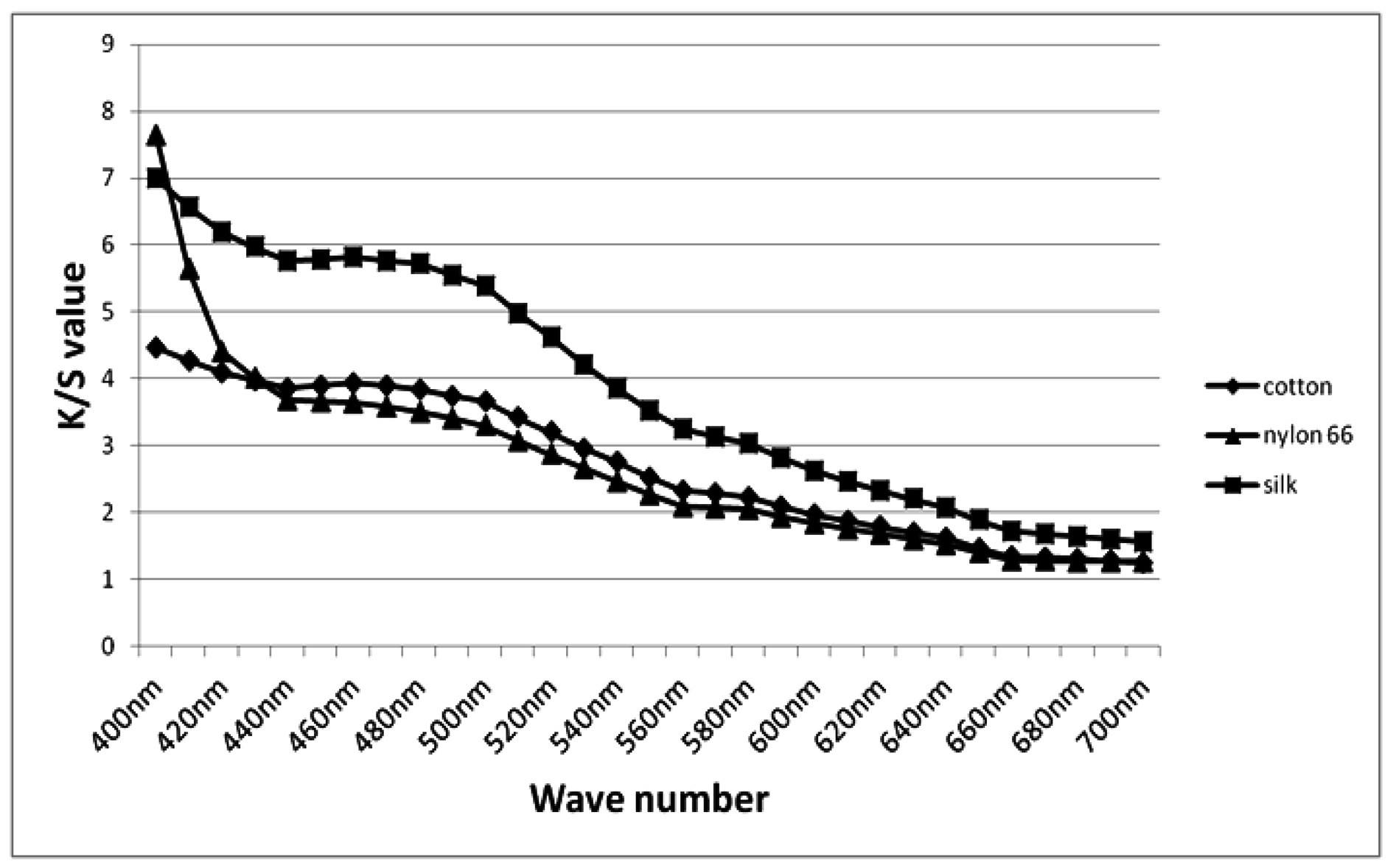
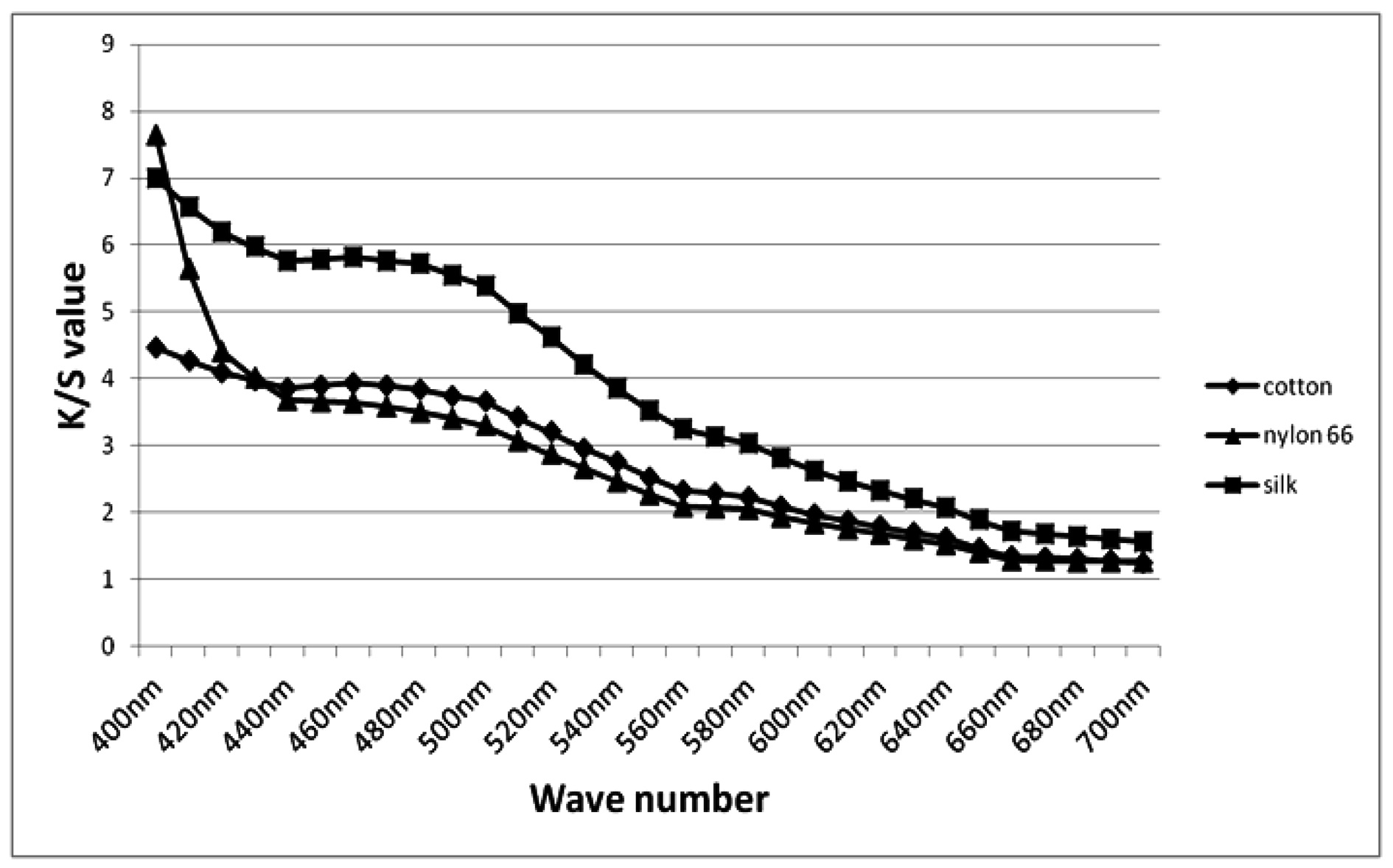
적송 수피색소로 염색한 면, 견, 나일론 섬유의 파장별 염착량은 Fig. 5와 같이 나타났고 400 nm에서 최고값을 보여주고 있다.
3.4.1. 염색 농도
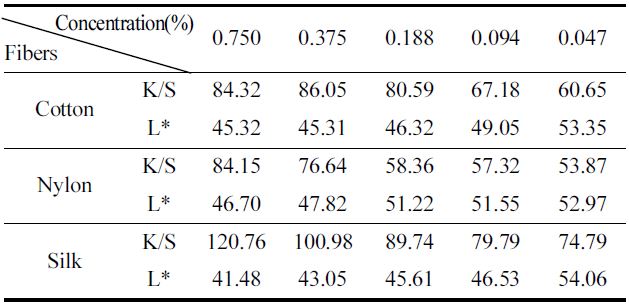
적송수피를 80% methanol로 추출하여 농축한 염액을 증류수로 희석하여 0.375, 0.188, 0.094, 0.047%의 농도로 만든 후,
욕비를 1:20으로 하여 Table 1의 특성을 가진 면직물, 견직물 나일론 직물을 3×12 cm2(면 0.41 g, 나일론 0.47 g, 견 0.22 g) 를 염색온도 60℃에서 90분간 염색하여 L값과 염착량을 조사한 결과 Table 5와 같은 결과를 얻었다. 면의 경우는 0.188%, 나일론은 0.375%, 견은 0.094% 농도 이상에서 L값과 염착량(K/S)이 안정되게 나타나서 최적 염액는 0.375%이상인 0.4% 농도로 결정하였다.
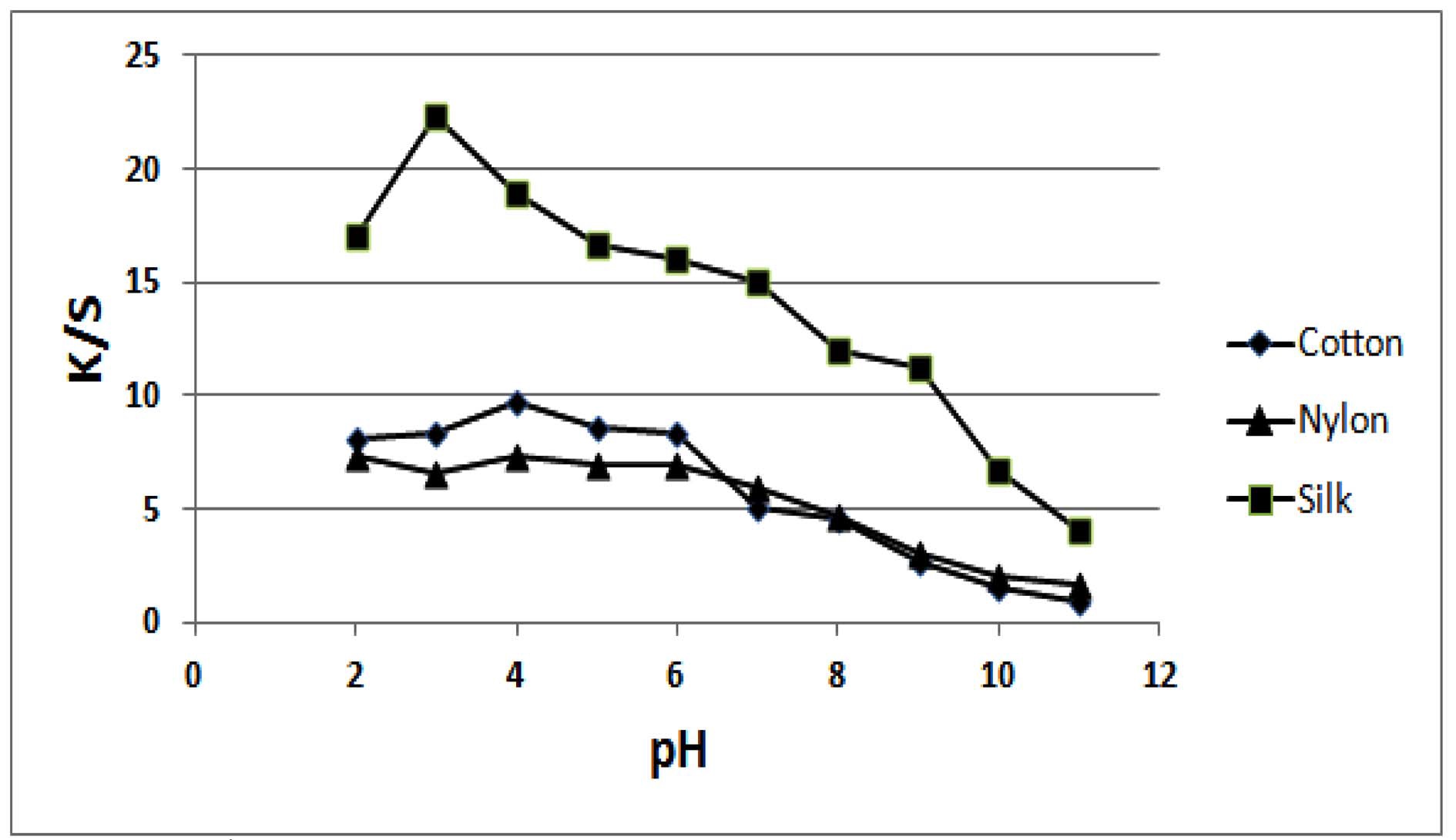
3.4.2. 염색 pH
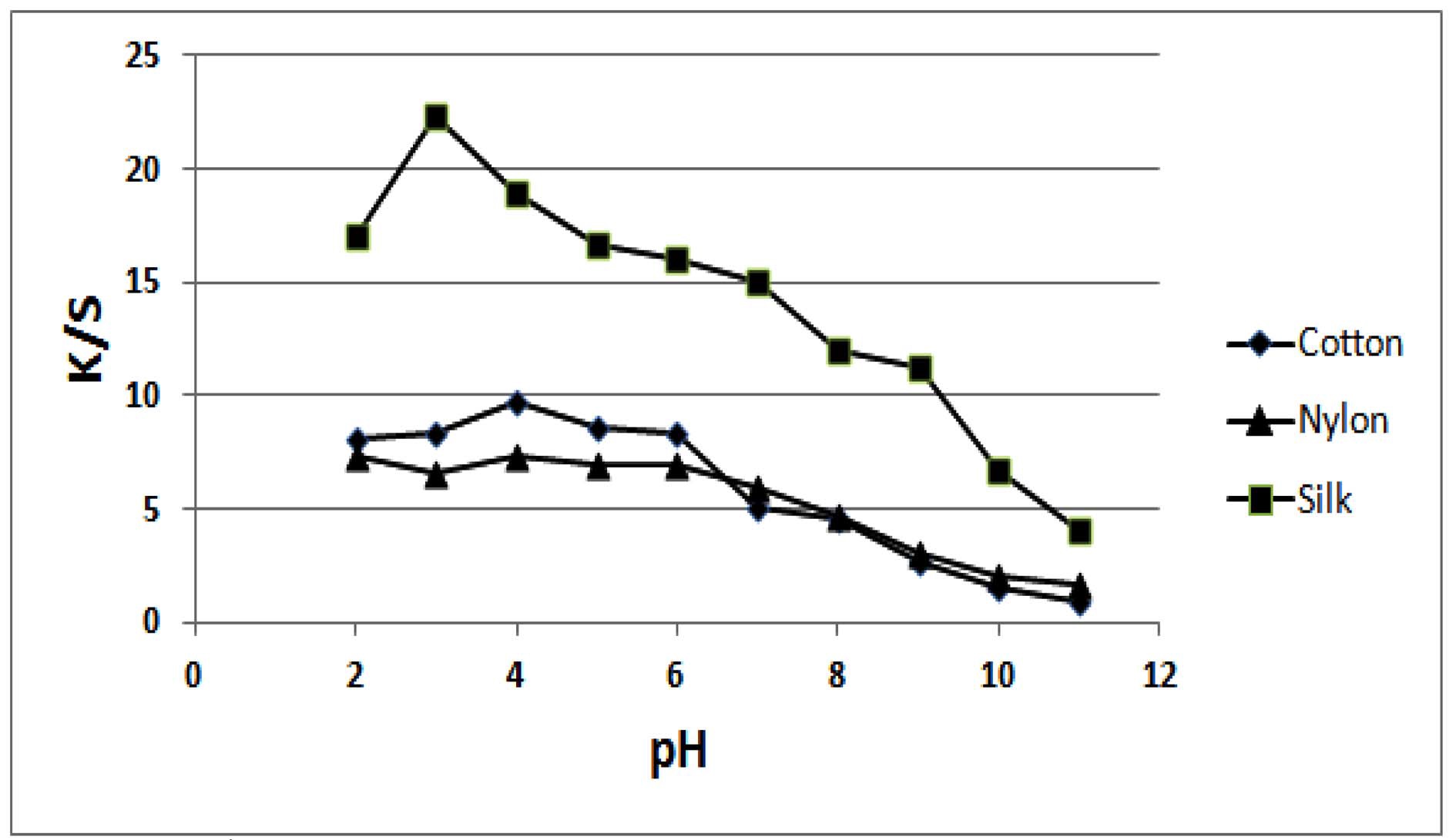
80% methanol로 추출된 적송수피 색소를 0.1N NaOH와 0.1N HCl를 사용하여 pH를 각각 2-11로 맞춘 후, 동일한 염색조건으로 염색하여 염색정도를 비교한 결과는 Fig. 6과 같다. pH 5 이하에서 염색이 잘되고 pH 7이상에서는 염착량이 떨어졌다. 면섬유를 산성 상태에서 염색하였을 때, 외관상 큰 변이는 보이지 않았지만 섬유의 가수분해로 인한 손상이 염려되므로 산성상태의 염색 후에는 빠른 후처리가 필요하다고 사료되며 염색 후의 섬유에 대한 물리적 변성에 대한 연구가 필요하다고 본다.
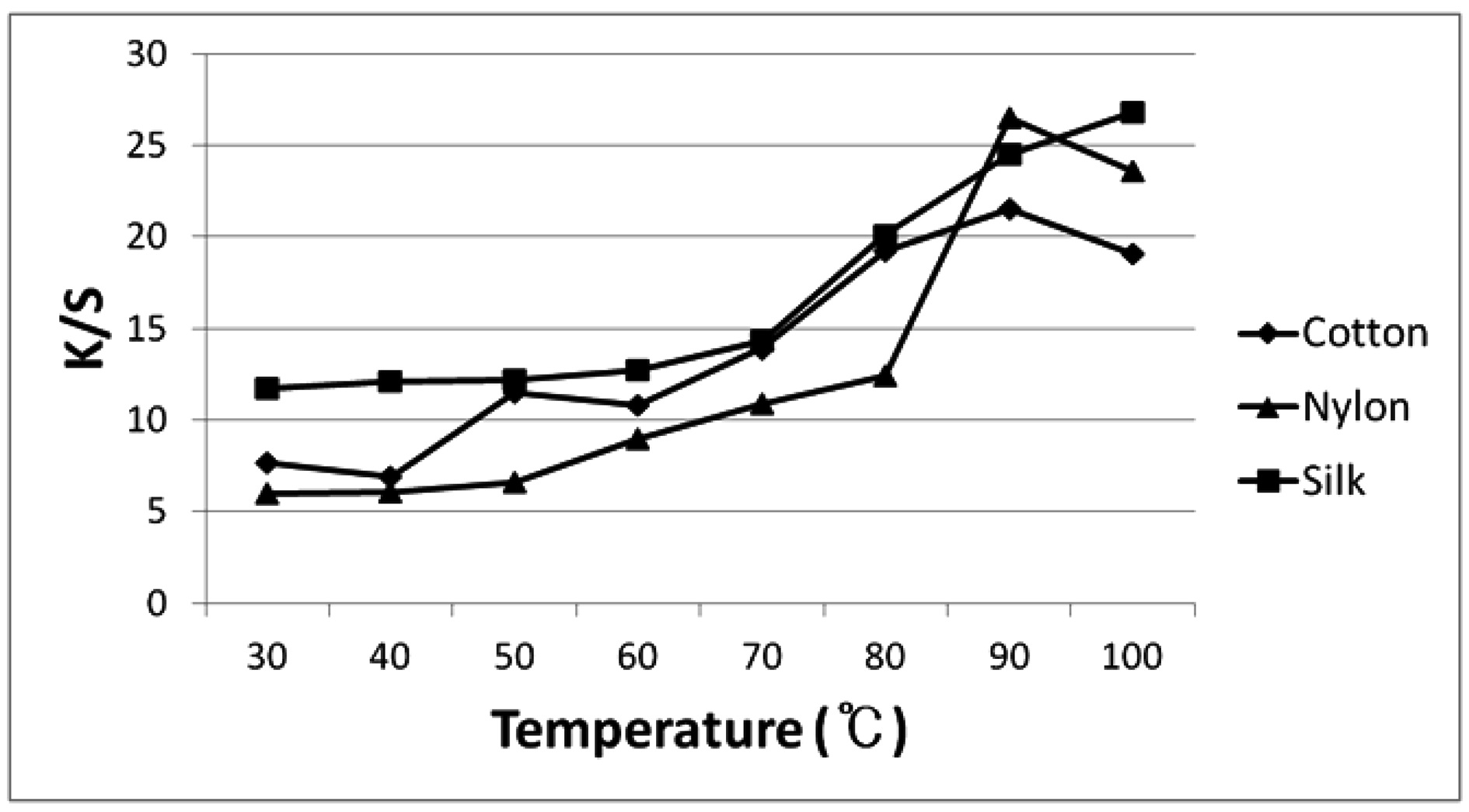
3.4.3. 염색 온도
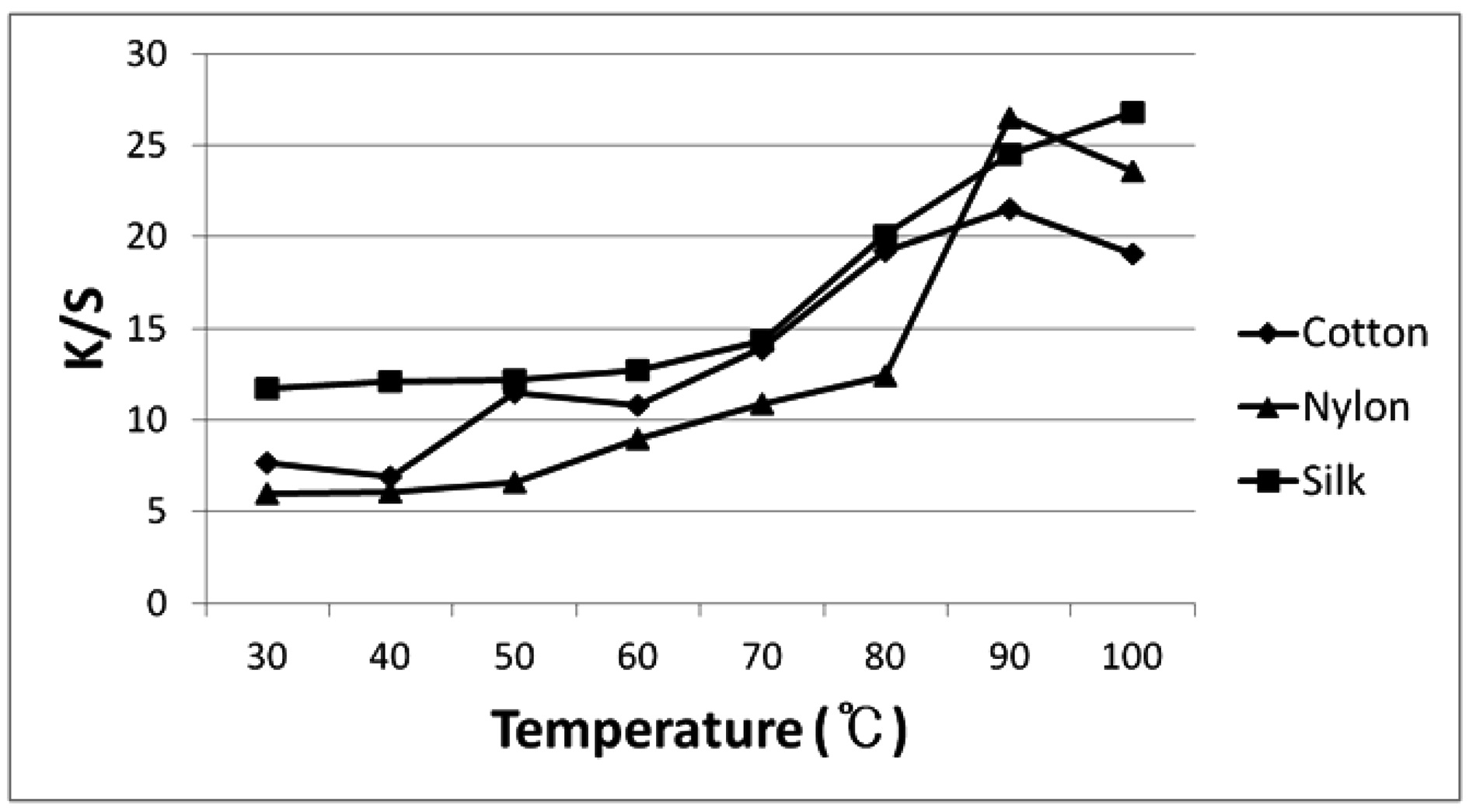
적송수피 색소의 농도 0.4%, pH 4 로 맞춘 후 염액의 온도를 30-100℃로 하여 90분간 염색하여 염착량을 조사한 결과는
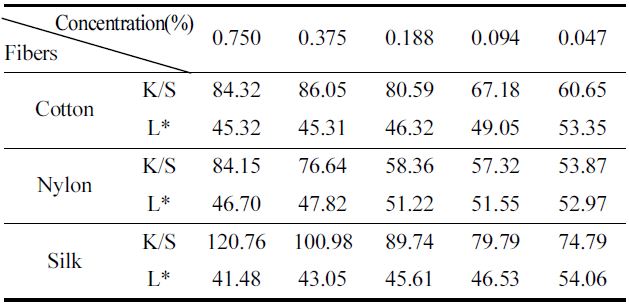
K/S and L-value of cotton, nylon and silk fabrics dyed with brown colorants extracted from pine bark according to concentration
Fig. 7과 같다.
염액의 온도가 올라 갈수록 염착량이 많아짐을 알 수 있고 이런 현상은 온도가 올라감에 따라서 섬유가 확장하고 색소성분의 활성도가 커져서 섬유와의 물리적 흡착량이 증가한데서 기인된다고 사료된다. 전체적으로 80-100℃에서 최대의 염착량을 보여 준다. 염색온도가 80℃ 이상일 때 견이나 나일론 직물의 물성 변화가 있을 수 있으므로 염색 후에 물리적 특성을 측정하여 섬유의 변성이 적고 염색이 잘되는 온도를 연구할 필요가 있지만 본 연구에서는 염착량의 측정만으로 최적 염색온도를 90℃로 결정하였다.
이런 결과는 Song er al.(2009), Dayal et al.(2001)의 결과에서도 소나무 수피색소로 온도를 50-90℃까지 실험 했을 때 온도가 올라 갈수록 염착량이 커져서 최종 90℃로 결정한 결과와 동일하다.
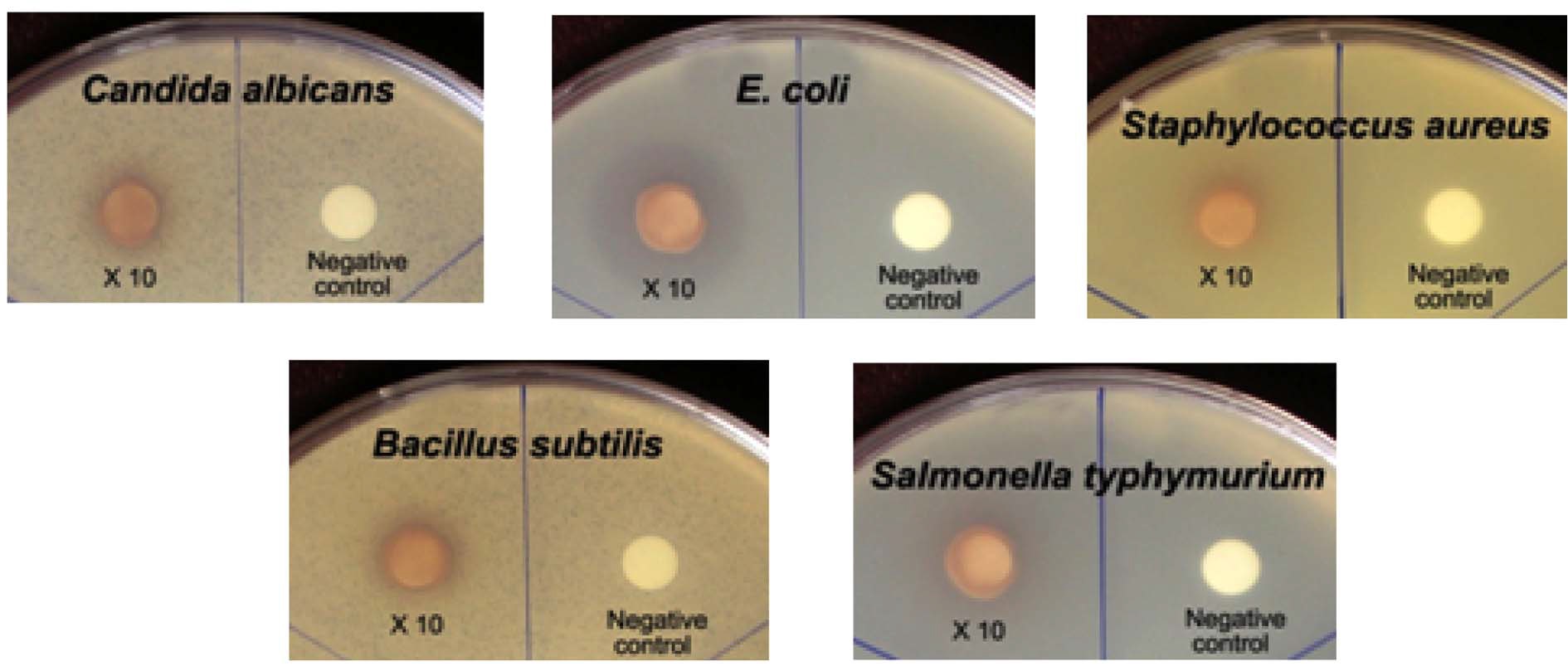
3.5.1. 적송수피 색소와 염색직물의 항균역가
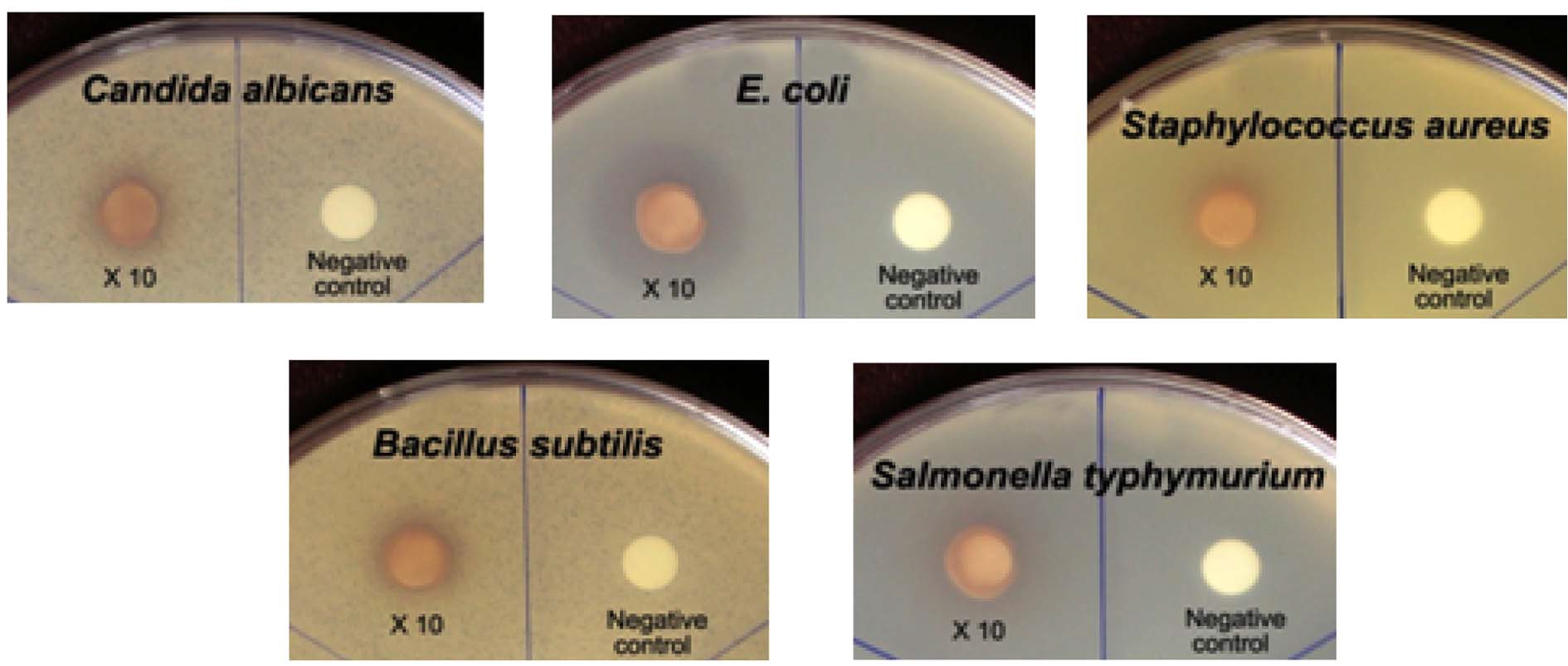
적송수피색소를 물로 희석하여 6, 3, 2, 1.5mg/ml의 농도로 만들고 여기서 각각 5 μl를 취하여 건조시킨 원형 종이 disk를
항균활성은 Fig. 8에서 보는 바와 같다. 시험 미생물 중에서 대장균에만 항균역가가 있었는데 농도 1.5 mg/ml에서 5 μl를 취하였을 때, 즉 색소 7.5 μg에서 충분히 대장균을 생육을 저해하는 것으로 나타났다. 또한 적송수피 색소로 염색한 면직물을 대상으로 대장균에 대한 항균성을 시험하였다. 색소를 8 mm크기의 원형 종이 disk에 적정하여 측정했을 때는 항균성을 나타내는 투명환의 크기가 16 mm정도(Fig. 8)인데 비해서 염색한 직물을 종이 disk 크기와 같은 8 mm크기의 원형으로 만들어서 측정했을 때, 약 9 mm로 나타나서 항균활성이 약하거나 거의 없는 것으로 나타났다. 이런 이유는 염색된 직물을 맑은 물이 나올 때까지 수세한 후에 항생역가를 측정함으로써 색소가 상대적으로 적었고 염색직물은 섬유와 색소가 결합되어 흡착된 색소성분이 미생물 배지로 확산이 잘되지 않아서 투명환이 크게 나타나지 않았다고 추정한다.
3.5.2. 적송수피 색소와 염색직물의 항산화 효과
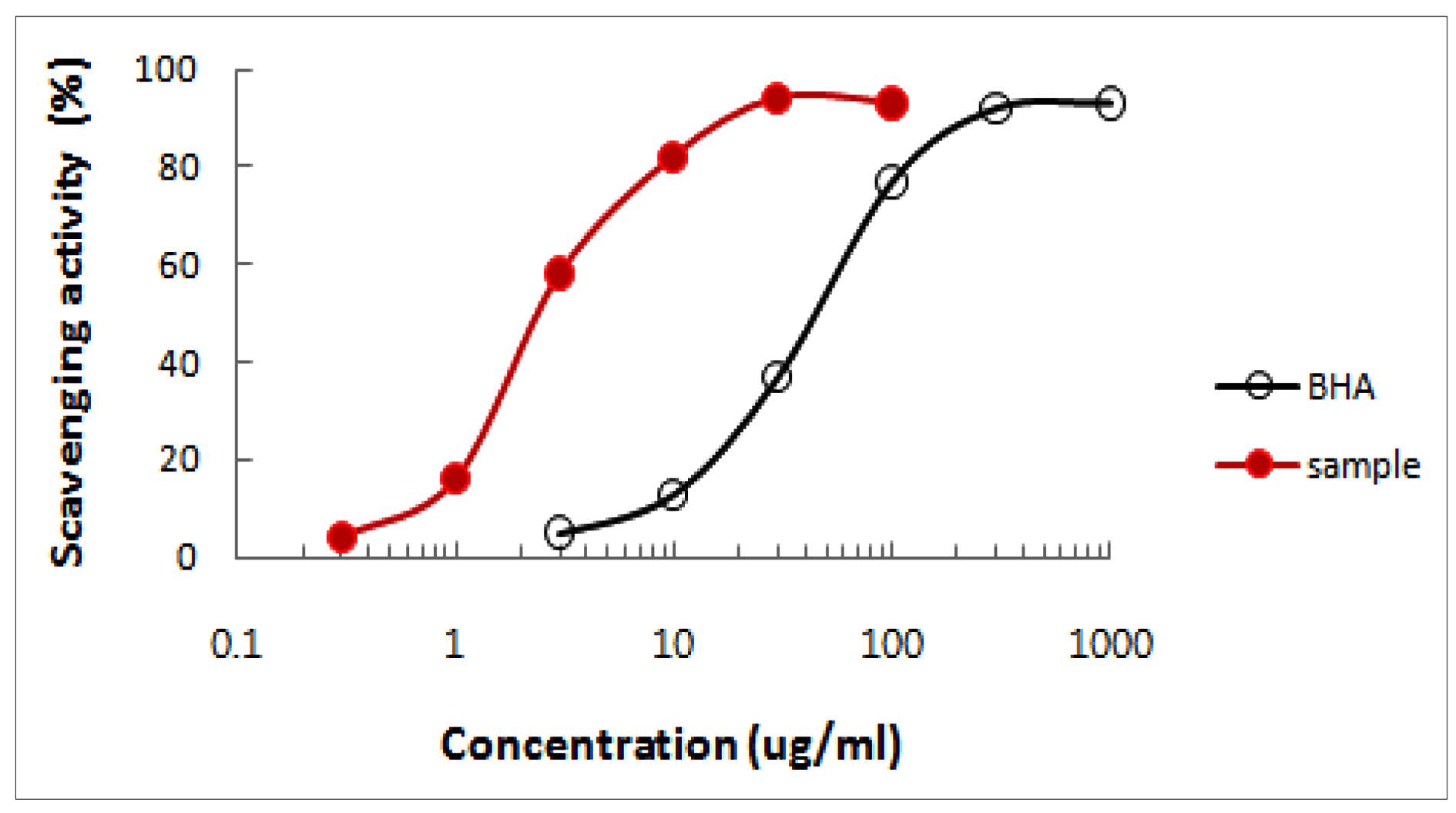
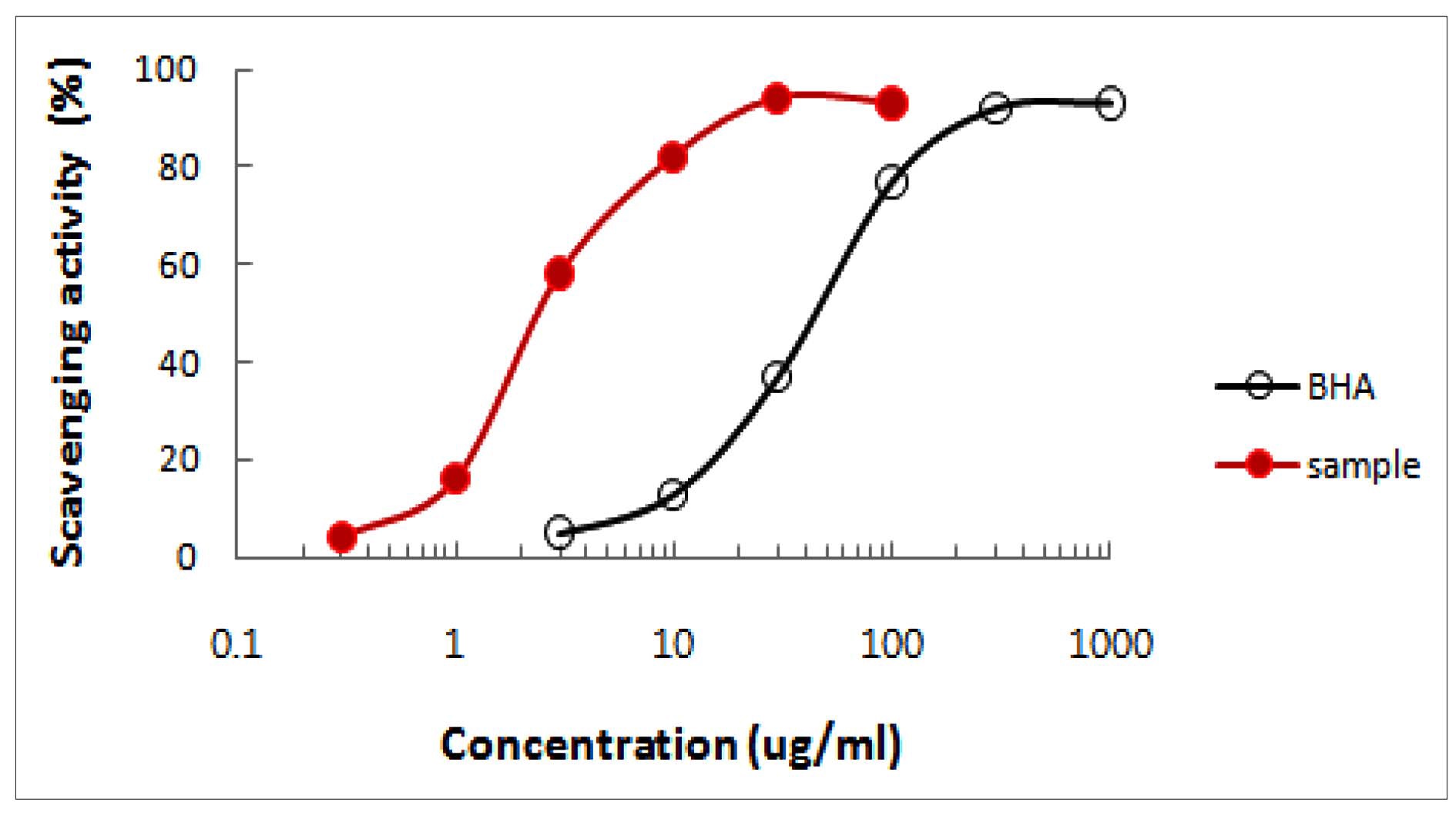
용매로 추출된 적송 수피색소의 농도를 0.5-100 μg/ml 별로 측정하고 대조구로 대표적인 항산화제인 BHA(Butylated hydroxyanisole)와 비교한 결과 Fig. 9와 같은 결과를 얻었다. 적송수피 색소는 1, 3, 10, 30 μg/ml 농도에서 각각 16, 58, 82, 94%의 DPPH radical 소거 활성을 보여 주어서 강력한 항산화 활성을 가지고 있음을 알 수 있었다. 또한 50%의 소거율을 보이는 IC50값은 1.8 μg/ml이였고 표준물질로 사용한 BHA의
IC50값은 39.5 μg/ml로 나타나서 적송 수피색소는 BHA 보다 21.9배 강한 항산화 활성을 보였다. 이런 결과는 Mun et al.(2007)에 라디아타 소나무 수피 열 추출물에서 DPPH값이 12.3 μg/ml이고 Kim et al.(2008)이 소나무 수피에서 추출한 pycnogenol과 Kojic acid의 IC50값이 11.2와 49.1 μg/ml로 보고 한데 비해서도 6배 이상 높게 나타났는데 추출방법의 차이에 의한 결과로 추정한다.
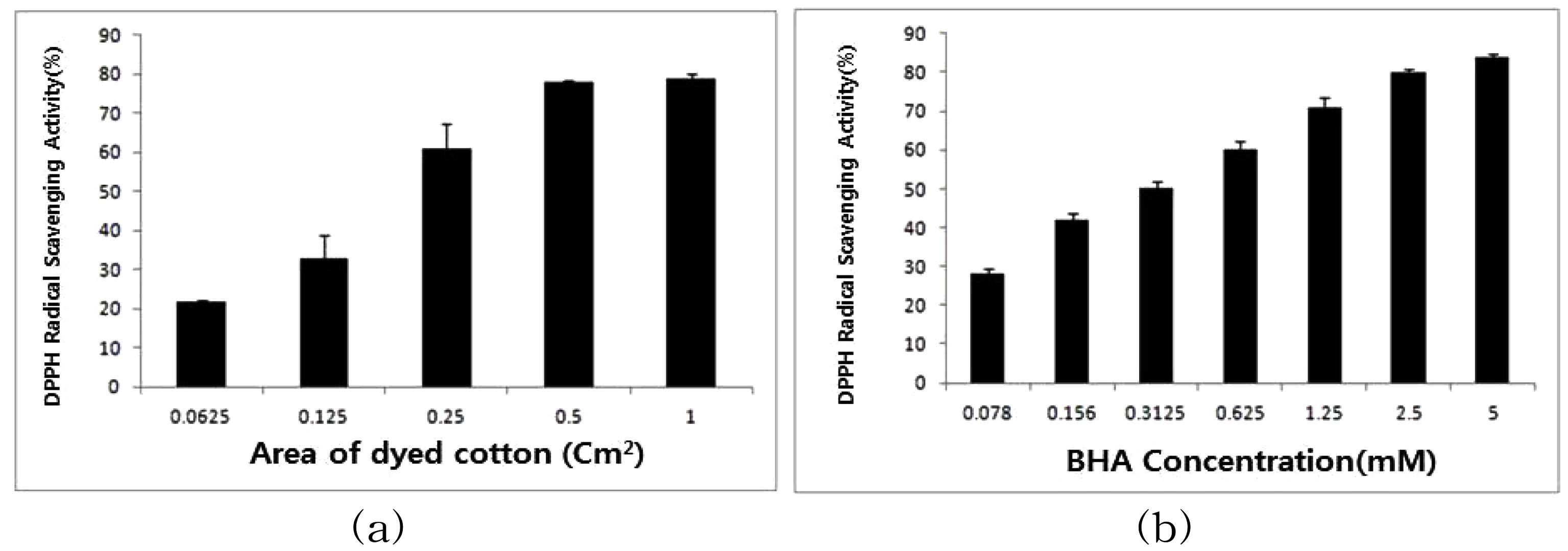
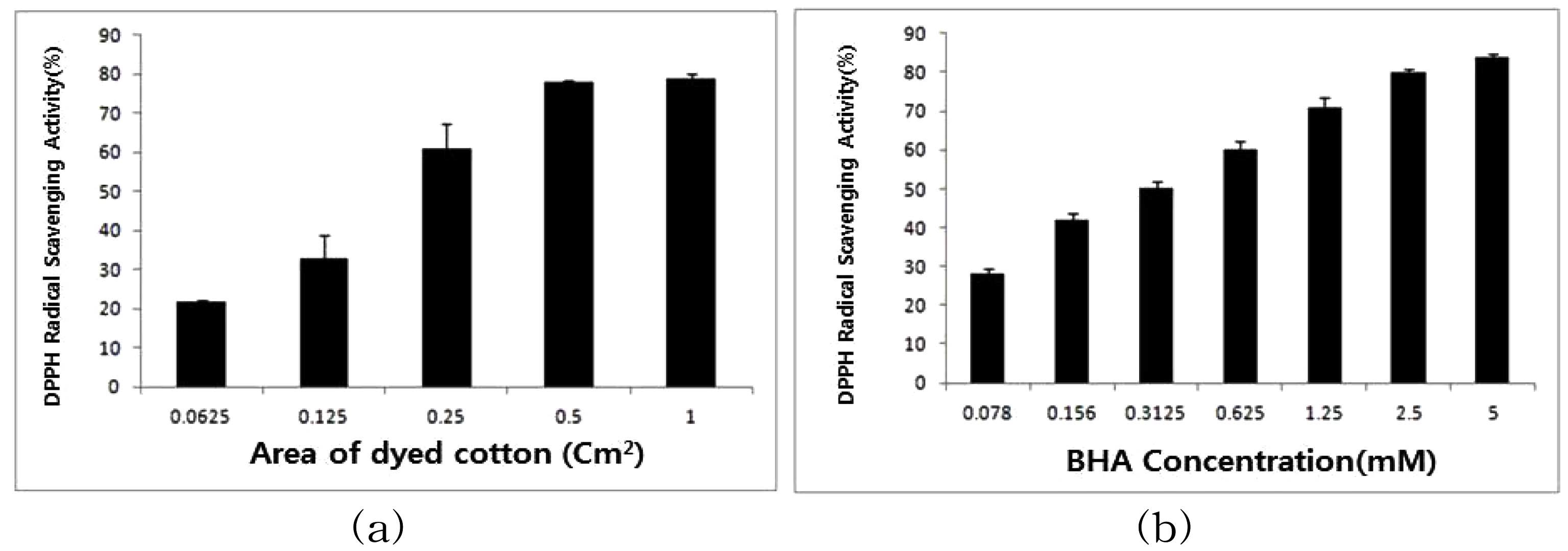
또한, 적송수피 색소의 염색직물을 0.0625(0.25×0.25)cm2 크기로 잘라서, 1, 2, 4, 8개씩 넣고서 DPPH radical 소거 활성을 측정하면 Fig. 10과 같이 항산화 효과가있는 것으로 나타났다.
염색직물의 DPPH radical 소거 활성은 면적이 0.25 cm2 까지는 면적이 클수록 높게 나타났지만 0.5 cm2 이상에서는 DPPH radical 소거율이 78%, 1 cm2에서는 79%로 나타남으로써 더 이상 radical을 소거하지 못하는 것으로 보인다. 이런 경향은 BHT를 표준 항산화제로 했을 때 2.5 mM 농도에서 80%, 5 mM에서 84%로 나타난 결과와 유사한 경향을 보인다.
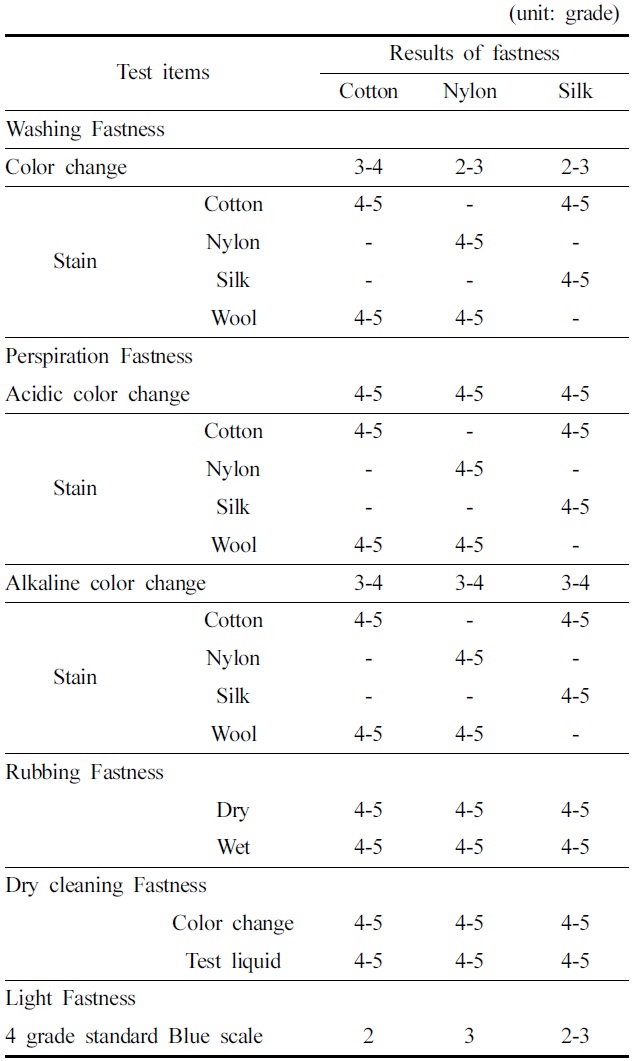
면, 견, 나일론(50×50 cm2) 직물을 색소농도 0.4%로 맞춘 후, pH 4.0, 욕비 1:20, 90분 동안 적외선 염색기를 사용하여 염색하여 견뢰도를 분석한 결과 Table 6과 같은 결과를 얻었다. 세탁, 땀, 마찰, 드라이 크리닝 견뢰도는 4-5등급으로 나타났다. 천연염색의
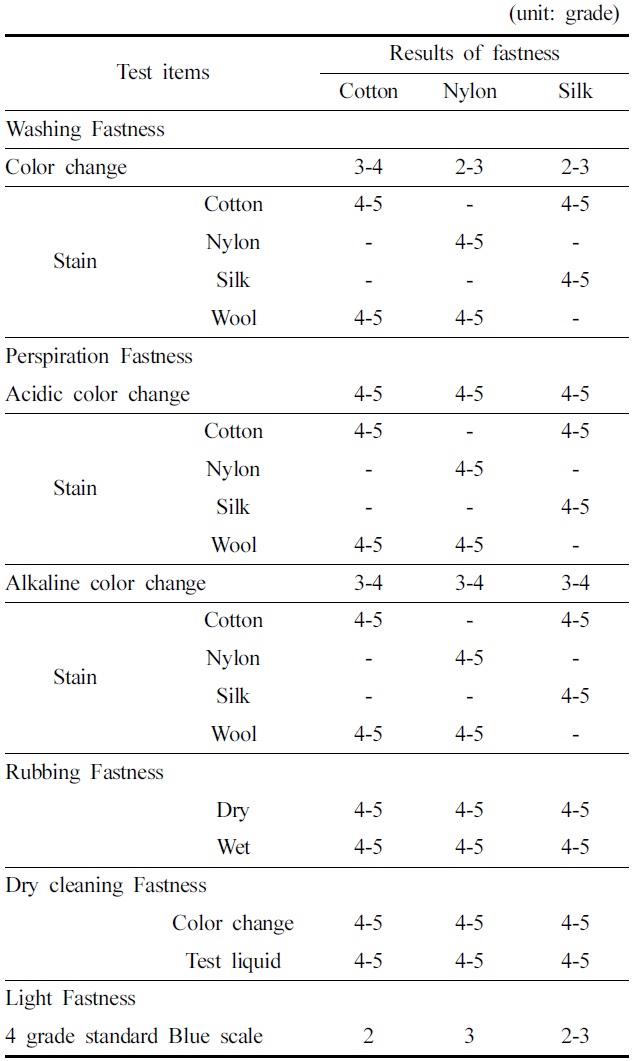
Washing, perspiration, rubbing, dry cleaning and light colorfastness for cotton nylon and silk fabrics dyed with brown colorants from pine bark
경우 대부분 일광 견뢰도가 1등급으로 나타나 염색색상이 빠르게 탈색하는 것이 문제점으로 지적되고 있는데 적송 수피 색소의 염색 직물은 2등급의 결과를 얻었다. 세탁견뢰도는 면직물이 3-4등급으로 나일론이나 견직물보다 우수한 성적을 가졌다. 땀 견뢰도는 산성의 경우는 변태색이 4-5등급인데 비해서 알칼리에서는 3-4등급으로 알칼리에서 약한 것을 알 수 있었다.
일반적인 천연염색의 경우 단백질 섬유에 비해서 면섬유의 염색견뢰도가 낮게 나타나는데 본 연구에서는 세탁 견뢰도의 색상변화에서 면직물이 3-4등급으로 견섬유와 나일론 섬유의 2-3등급 보다 높게 나타났다. 이러한 결과는 견섬유와 나일론 섬유가 세탁견뢰도 시험에 사용한 세제에 영향을 받아 색상의 변화를 보였을 수 있으며 Procyanidin 색소와 섬유 간에도 관련이 있을 것으로 추정한다.
본 연구의 적송 수피색소는 금속 매염제를 사용하지 않고도 대체적으로 우수한 견뢰도를 얻을 수 있어서 환경친화적인 천연염색의 우수한 염재로 사용가치가 높다고 본다.
적송의 수피를 천연염색의 염료로 사용할 수 있는 가능성을 조사하기 위하여 색소를 용매 추출하여 화학조성을 LC/MS를 이용해서 조사하였고 기능성을 조사하였다. 적송 수피 색소는 80% methanol로 추출하였을 때 섬유의 염색성이 가장 우수하여 80% methanol를 추출 용매로 결정하였다. 추출색소를 LC/MS/MS로 분석한 결과 Taxifolin, Epicatechin, Procyanidin 등의 혼합물로 밝혀졌고, 최대 흡광도는 자외선에서 나타났으며 염색직물의 염착량은 특정 파장에서 최대값이 나타나지 않았다. 적송 수피 색소를 이용하여 면, 견, 나일론 직물을 염색하여 염료로서의 가치를 평가했을 때 아래와 같은 결과를 얻었다.
1. 적송 수피 색소는 천연섬유인 면, 견, 모, 합성섬유인 나일론, 반합성 섬유인 비스코오스 레이온에 염색이 되었고 견에 염색했을 때 가장 많은 염착량(K/S)을 나타내었다.
2. 적송 수피색소의 최적 염색 농도는 섬유에 따라 다르게 나타나서, 욕비 1:20으로 했을 때 면의 경우는 0.188%, 나일론은 0.375%, 견은 0.047% 이상의 농도에서 염색이 잘 되었다.
3. 염액의 pH가 산성일 때 염색이 잘 되었고, 최적 pH는 섬유의 종류에 따라서 pH 2-4로 나타났다.
4. 염색 온도가 높을수록 염색이 잘 되었으며 섬유의 종류에 따라서 약간의 차이는 있지만 80-100℃에서 염착량이 증가하 였다.
5. 적송 수피색소는 7.5 μg의 색소량에서도 대장균(
6. 면, 견, 나일론 직물의 세탁, 땀, 마찰 드라이 클리닝 견뢰도를 측정한 결과는 일광 견뢰도는 2-3등급으로 나타났으며 대부분의 견뢰도가 4-5등급으로 우수하였다.
적송 수피 색소는 피부에 유익한 강력한 항산화성과 대장균에 대한 항균 효과가 있고 염색 직물은 항산화 효과가 있으며 매염제를 사용하지 않고 염색하여도 비교적 우수한 견뢰도를 갖고 있었다. 본 연구의 염색 결과를 근거로 각각의 섬유에 대한 구체적인 염색방법과 염색 견뢰도를 향상시키기 위한 후속 연구가 좀 더 이루어지면 기능성의 우수한 천연염색의 소재가 될 수 있다고 본다.