화학적으로 안정한 과불화합물을 처리하기 위해서는 많은 양의 에너지를 필요로 한다. 이러한 단점을 극복하기 위해서 저전력 아크 플라즈마 시스템을 개발하였다. 분해대상은 CF4, SF6, NF3가 플라즈마 토치로 직접 주입되었으며, 아크 플라즈마토치의 열효율을 측정하여 실출력을 계산하였다. 실출력과 폐기체 유량 변화 그리고 추가적인 반응가스에 의한 분해효율을 확인하였다. 또한 열역학적 평형조성 분석을 수행하여 실험 결과와 비교하였다. 토치의 열효율은 60~66%의 결과를 보였으며 폐가스 유량이 증가함에 따라 분해효율이 감소하였고 입력전력이 늘어남에 따라 분해효율이 상승되었다. 추가적인 반응가스가 없이 CF4, SF6, NF3의 분해효율은 입력전력이 3 kW, 폐가스 유량이 70 L/min인 조건에서 각각 4, 15, 90%를 보였다. 반응가스로 산소와 수소를 이용하여 분해효율을 급격하게 증가시킬 수 있었으며, 실험 결과 산소보다 수소를 사용하였을 경우가 분해효율 상승효과와 부산물 제어에 효과적인 것을 알 수 있었다. 수소의 경우, 발생되는 부산물은 불화수소산이었으며 이는 일반적인 습식 스크러버를 이용하여 처리가 용이한 물질이다. 수소를 이용한 화학반응에서 입력전력이 3 kW, 폐가스유량이 100 L/min인 조건에서 CF4가 25%, SF6가 39%, NF3가 99%의 분해효율을 각각 나타냈다.
과불화합물은 반도체와 디스플레이 산업에서 많이 사용되는 화학물질로써 온난화 지수가 높은 대표적인 온실가스이다. 지구 온난화 효과를 줄이기 위하여 많은 산업 국가들은 교토의정서를 통해 온실가스 배출량을 2008년에서 2012년까지 1990년 수준과 비교하여 5.2% 감축하기로 하였고, 발리로드맵(Baliroadmap) 등을 통해 현재까지 온실가스 감축에 대한 국제적인 노력이 이루어지고 있다. 발리로드맵은 2007년 12월 15일 인도네시아 발리에서 폐막된 제13차 유엔기후변화협약 당사국총회에서 채택된 상세 협상규칙을 말하며, 이에 따라 2013년부터 모든 나라는 온실가스 감축의무를 가지게 되었다[1]. 감축대상물질로는 이산화탄소, 메탄, 산화이질소, 수산화불화탄소, 과불화합물 등이 포함되어 있다[2]. 하지만 이러한 규제에도 불구하고 과불화합물은 비활성, 불연성, 무독성 등의 장점으로 인해 다양한 산업분야에 이용되고 있다[3]. 과불화합물의 온난화 지수는 CO2와 비교하여 매우 높은 수치를 보이며, CO2, CF4, SF6, NF3의 온난화 지수는 각각 1, 6,500, 23,900, 17,200로 알려져 있다[4,5]. 따라서 이러한 온실가스를 효과적으로 처리하기 위한 방법들이 필요하며, 다양한 방법들을 이용한 과불화합물 처리공정들이 개발되어왔다. 이들 중 대표적인 과불화합물 처리방법들로는 화학흡착, 촉매, 연소방식을 이용한 기술들이 있다[6-11]. 하지만 이러한 방법들은 낮은 분해효율, 높은 운전비용, 2차 오염물질 발생과 같은 문제점들을 가지고 있다. 이러한 문제점을 개선하기 위해 열플라즈마를 이용한 과불화합물 처리기술이 개발되고 있다. 열플라즈마는 높은 엔탈피와 함께 빠른 냉각속도의 특성을 가지고 있어 화학반응 조절이 용이하여 많은 연구가 진행되어 왔다[12,13]. 하지만 열플라즈마를 이용한 과불화합물 처리공정은 전력이 많이 소모되는 문제점을 가지고 있다. 보고된 논문에 따르면 입력전력이 약 15 kW, 폐가스 유량이 100 L/min에서 각각의 과불화합물 분해율이 CF4가 약 65%, C2F6가 75%, SF6가 93%, NF3가 99%의 값을 나타낸다[14]. 따라서 열플라즈마 처리공정의 문제점인 높은 전력 소모를 해결하기 위해 본 연구에서는 새로운 유형의 아크 플라즈마 토치를 이용하였다. 본 연구에 사용된 아크 플라즈마 토치는 추가적인 분해반응기 없이 플라즈마 발생가스로써 폐가스를 직접 사용하였다. 또한 토치에 주입되는 플라즈마 가스를 회전시켜 주입하였으며 이를 이용하여 아크를 회전시켰다. 이러한 특성 때문에 고온의 플라즈마 영역을 폐가스가 효과적으로 직접 통과하도록 하였다. 기존의 비이송식 열플라즈마를 이용한 과불화합물 처리장치에서는 플라즈마 가스로 질소 또는 아르곤만을 이용하였으며, 과불화합물이 포함된 폐가스는 토치 출구 부근에서 열플라즈마 불꽃의 반경방향으로 주입되어, 폐가스가 플라즈마 내부 고온영역에 효과적으로 투입되는데 어려움이 있었다. 따라서 이러한 문제를 개선하고자 본 연구에 사용된 플라즈마 토치에서는 폐가스를 직접 플라즈마 가스로 이용하였다. 이러한 이유로 기존의 열플라즈마를 이용한 과불화합물 처리장치보다 폐가스로의 열전달을 증가시켜 저전력 운전에서도 효율적으로 분해반응을 유도할 수 있도록 하였다. 뿐만 아니라 반응가스를 플라즈마 발생가스에 혼합하여 화학반응을 이용한 분해효율 증가효과를 확인하였다. 본 연구의 목적은 열플라즈마 시스템의 높은 전력소모 문제를 해결하기 위해 고안된 저전력 아크 플라즈마 토치를 이용하여 과불화합물의 분해효율과 에너지효율을 증가시키는 것이다.
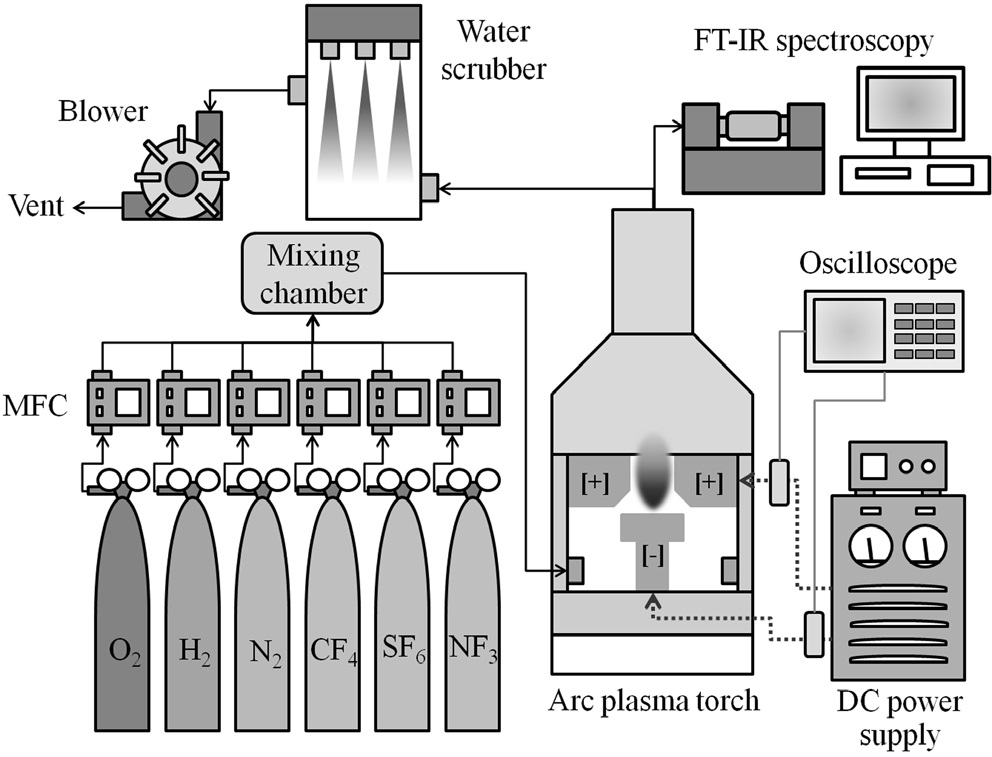
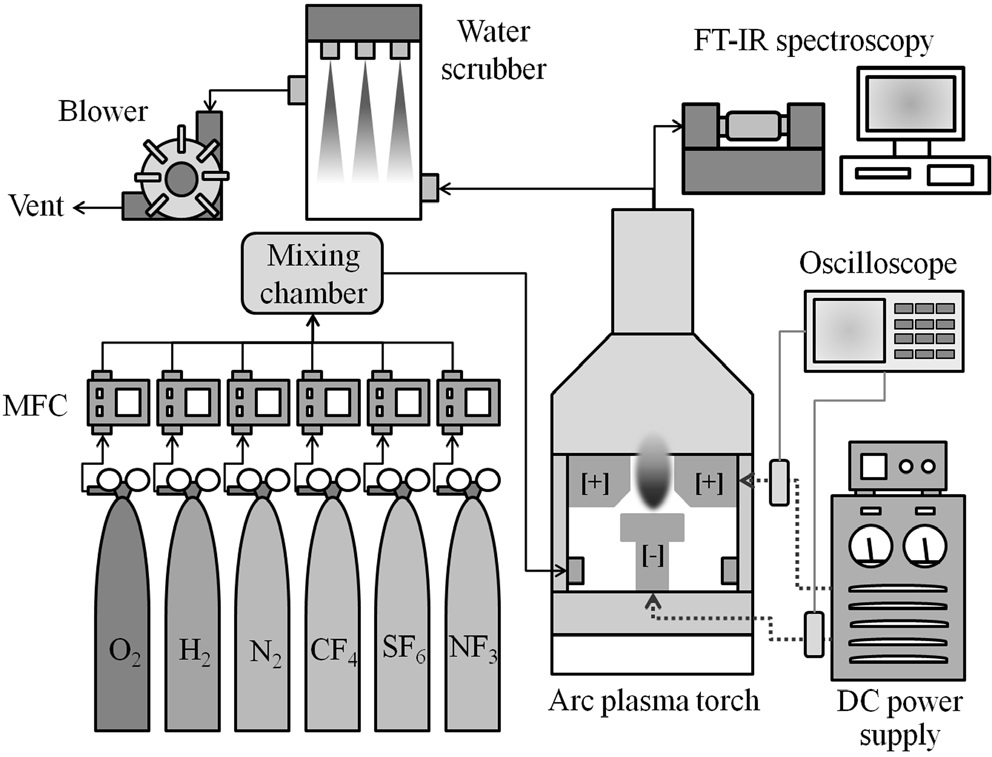
Figure 1에는 이번 실험에서 사용된 아크 플라즈마 시스템의 개략도를 나타내었다. 플라즈마 토치는 구리재질의 실린더 형태의
음극과 노즐형태에 양극으로 구성되었다. 전극간격은 약 1.75 mm이며 플라즈마 발생가스로는 질소에 과불화합물을 혼합시킨 폐가스를 직접 사용하였다. 플라즈마 가스는 회전시켜 주입하였으며 기체유량은 질량유량계(Model 100 Smart-Trak, Sierra)를 이용하여 조절하였다. 과불화합물 CF4, SF6, NF3를 사용하였으며, 이들의 농도는 각각 5,000 ppm으로 고정하였다. 사용된 플라즈마 입력전력은 2~3 kW 범위에서 제어되었으며, 폐가스 총 유량은 70~150 L/min 범위로 조절하였다. 플라즈마의 운전상태를 살펴보고 입력전압 및 입력전류를 측정하기 위해 전압프로브(P6015A, Tektronix)와 전류프로브(TCPA300/TCP303, Tektronix)를 오실로스코프(TDS3012C, Tektronix)에 연결하였다. 플라즈마 토치의 열효율을 계산하기 위해서 토치로 유입되는 냉각수 유량과 냉각수 입구 및 출구의 온도를 측정하였다. 플라즈마 토치의 열효율은 식 (1)을 이용하여 계산하였다.

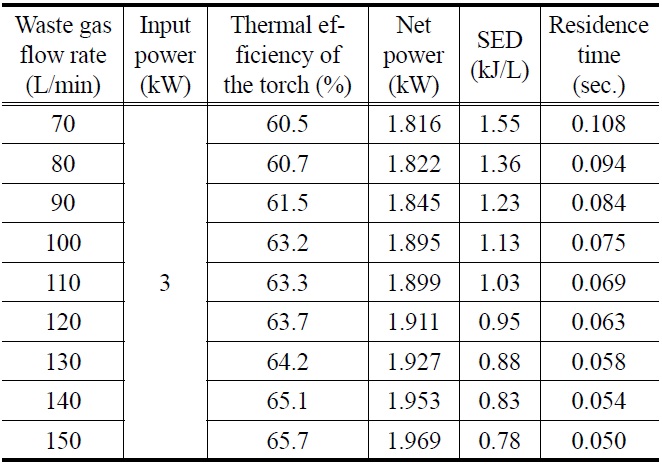
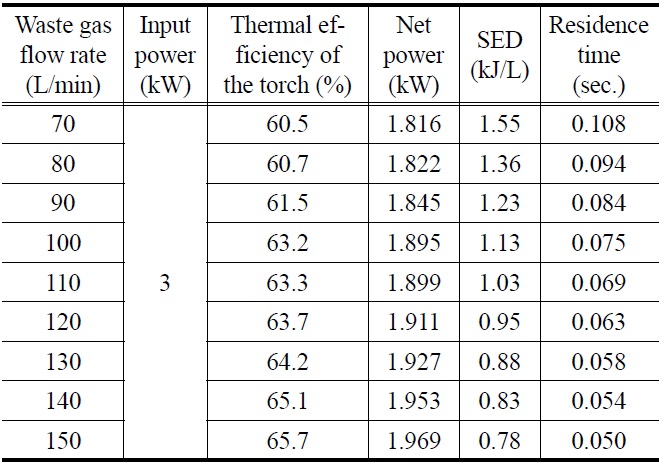
Operating variables of plasma torch according to waste gas flow rate at fixed input power of 3 kW
반응가스 유량은 1~5 L/min 범위로 조절하여 분해효율에 미치는 영향을 확인하였다. 과불화합물에 분해효율과 플라즈마에 의한 화학반응 경로를 확인하기 위해 가스분석을 적외선분광기(FT-IR, IG-2000, Osuka Electronics)를 이용하여 수행하였다.
실험 변수인 플라즈마 입력전력, 폐가스 유량, 반응가스 유량에 따른 과불화합물의 분해효율 변화를 확인하였으며 과불화합물의 분해효율은 다음의 식 (2)를 이용하여 계산하였다.

여기서,
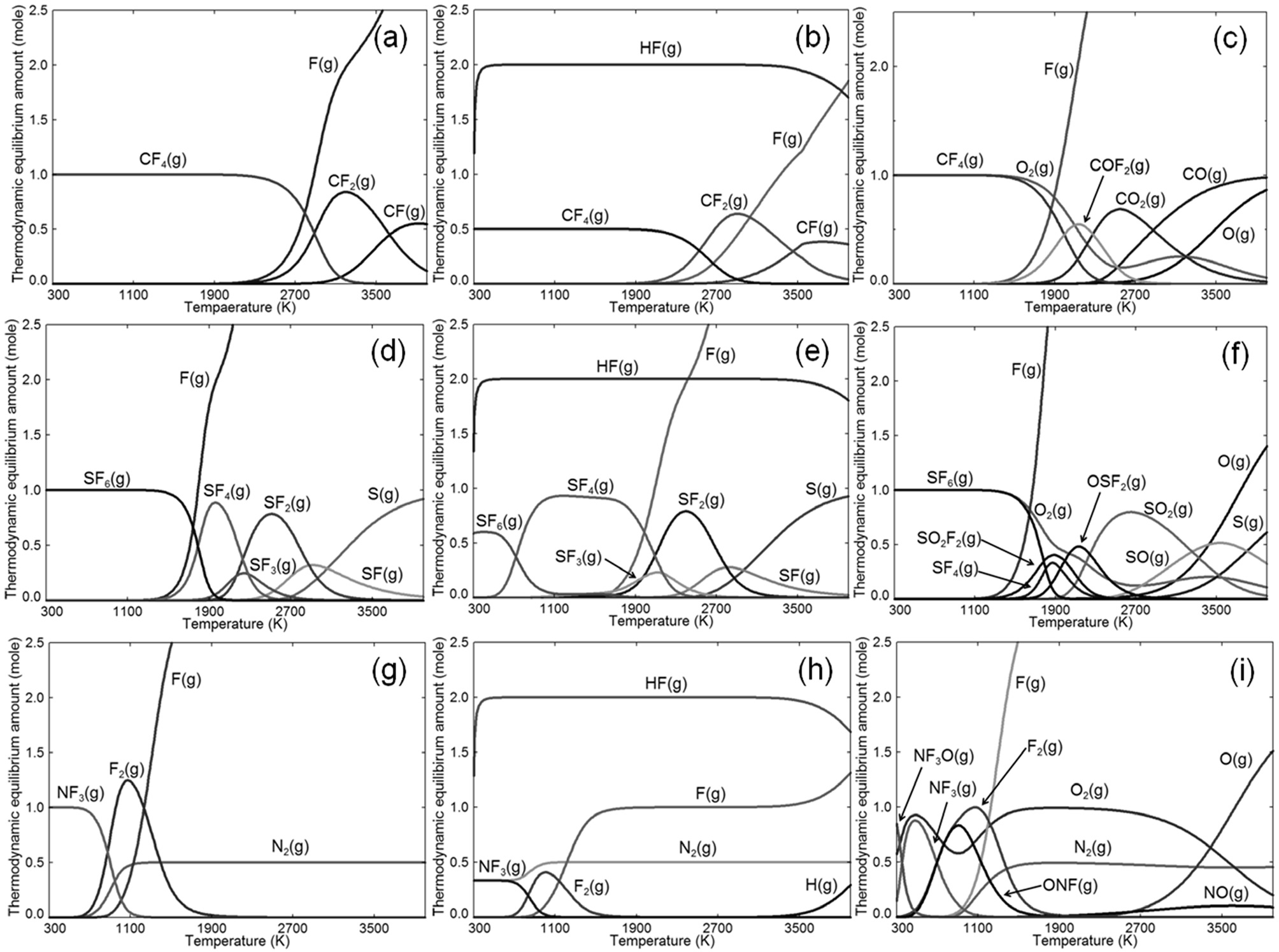
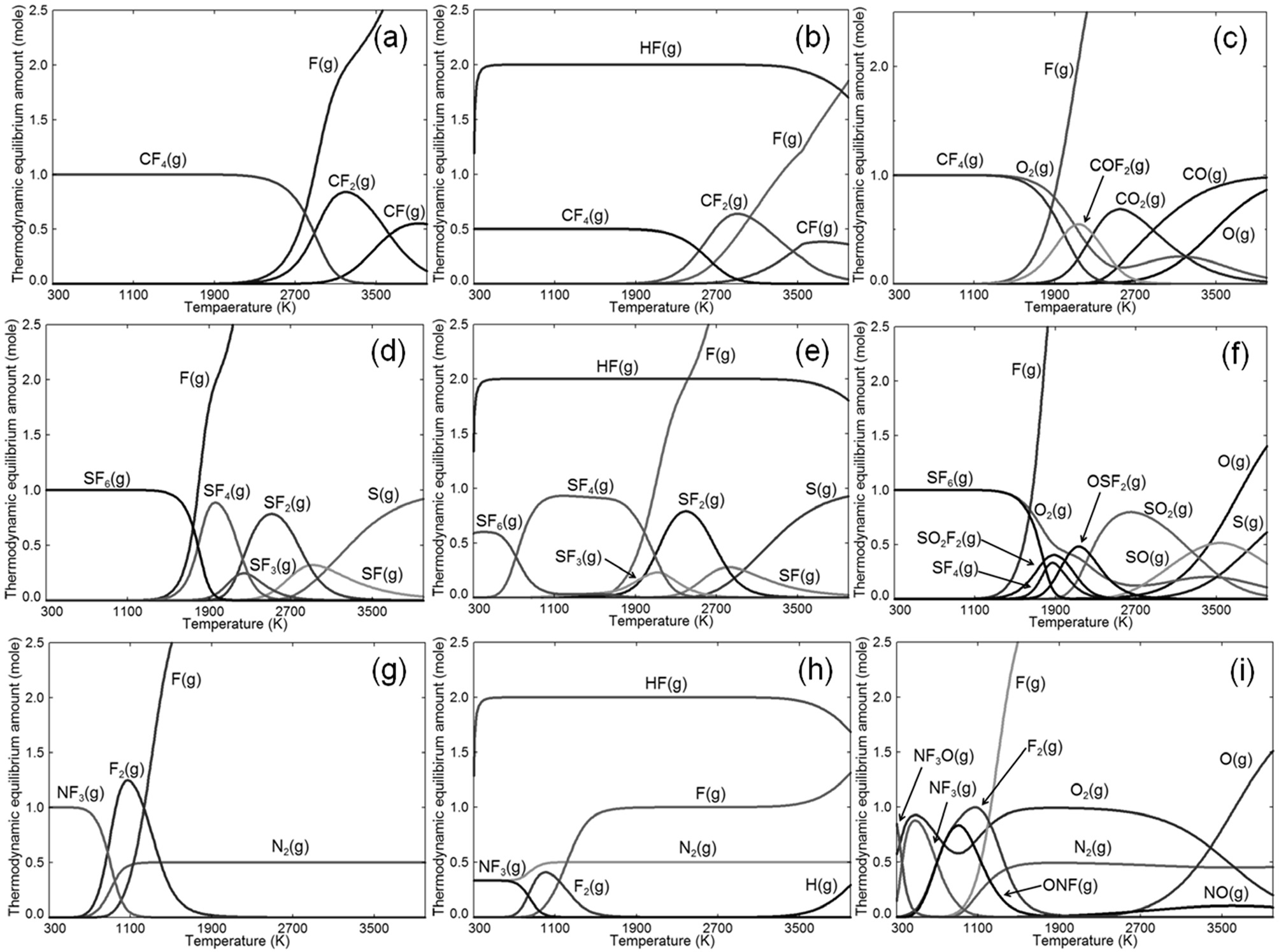
과불화합물과 추가적인 반응가스에 대한 화학반응을 이론적으로 해석하기 위하여 열역학 계산 프로그램(FactSage version 5.5, CRCT and GTT-technologies)을 이용하였으며 온도에 따른 평형조성 계산 결과를 Figure 2에 나타내었다. 계산조건은 각 과불화합물과 반응가스 초기 몰량을 1 mol로 하였으며 압력은 1 atm으로 하였다. 플라즈마의 온도를 고려하여 300 K에서 4,000 K까지의 온도범위에서 평형조성을 계산하였다. CF4, SF6, NF3의 온도에 따른 열역학적 평형조성을 계산한 이유는 과불화합물 열분해 온도를 확인하기 위함이며, 각각의 열분해 온도는 CF4가 3,500 K, SF6가 2,000 K, NF3가 1,300 K 정도였다. 분해온도가 되면 각각의 과불화합물은 이론적으로 완전히 분해될 것으로 예상할 수 있다. 또한 Figure 2에서 수소와 산소가 과불화합물과 반응하면 다른 화합물로 전환되면서 분해온도가 낮아지는 것을 확인할 수 있다. 수소를 첨가하여 반응을 진행하였을 경우 대부분 HF로 전환되는데, HF는 일반적인 습식 스크러버(scrubber)나 흡착제를 이용하여 비교적 쉽게 제거 가능한 물질이다. 산소에 의한 반응은 다양한 화합물을 발생시킬 것으로 예상된다. CF4의 경우 산소와 반응하여 CO2, CO, COF2가 발생할 수 있으며, SF6의 경우는 SO2F2, OSF2, SO2 등이 발생할 가능성이 있다. 마지막으로 NF3의 경우에는 ONF와 NOx, F2가 발생할 수 있다. 따라서 열역학적평형조성의 계산 결과, 부산물 생성 관점에서 산소보다는 수소가 반응기체로 더 유리할 것으로 기대된다.
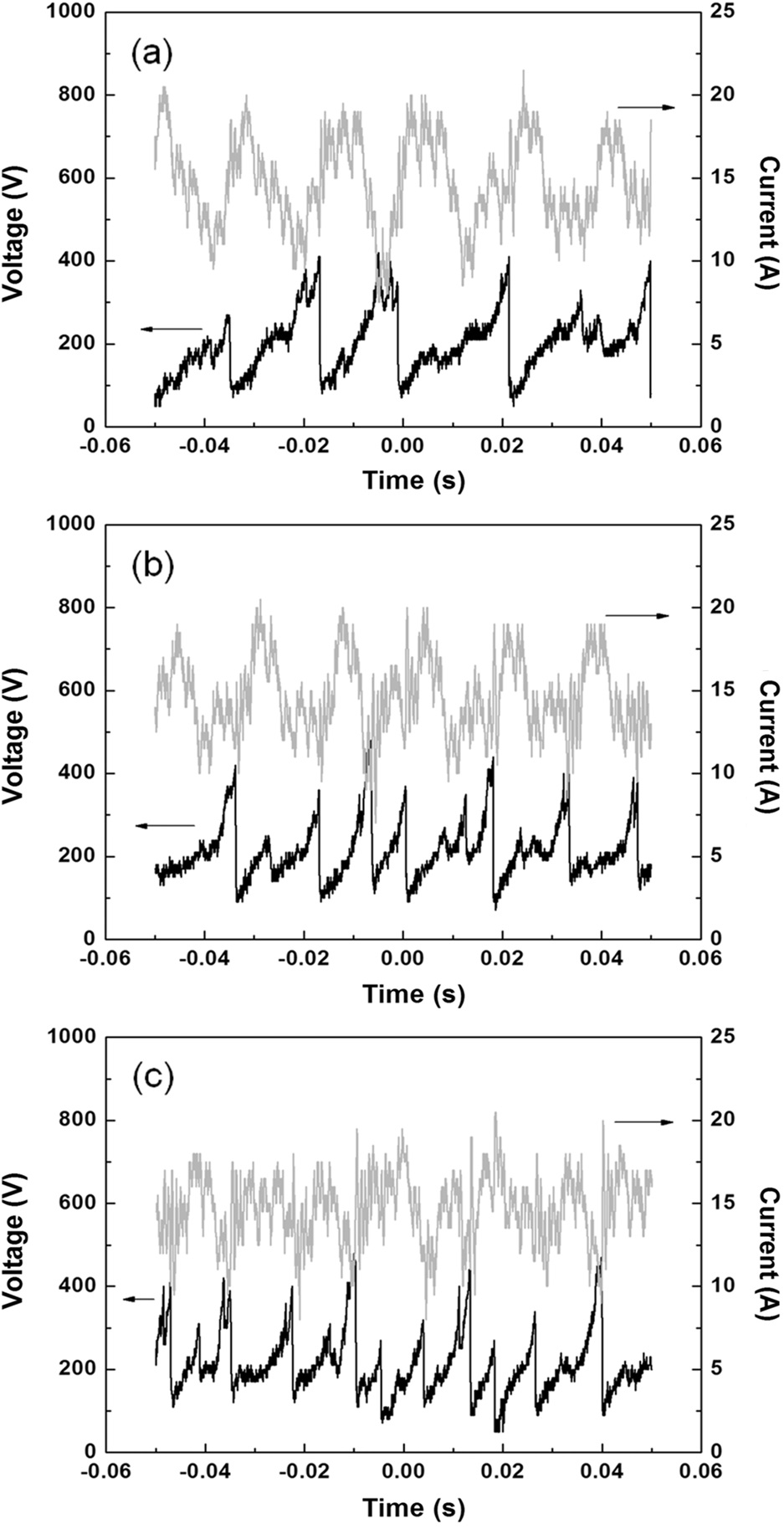
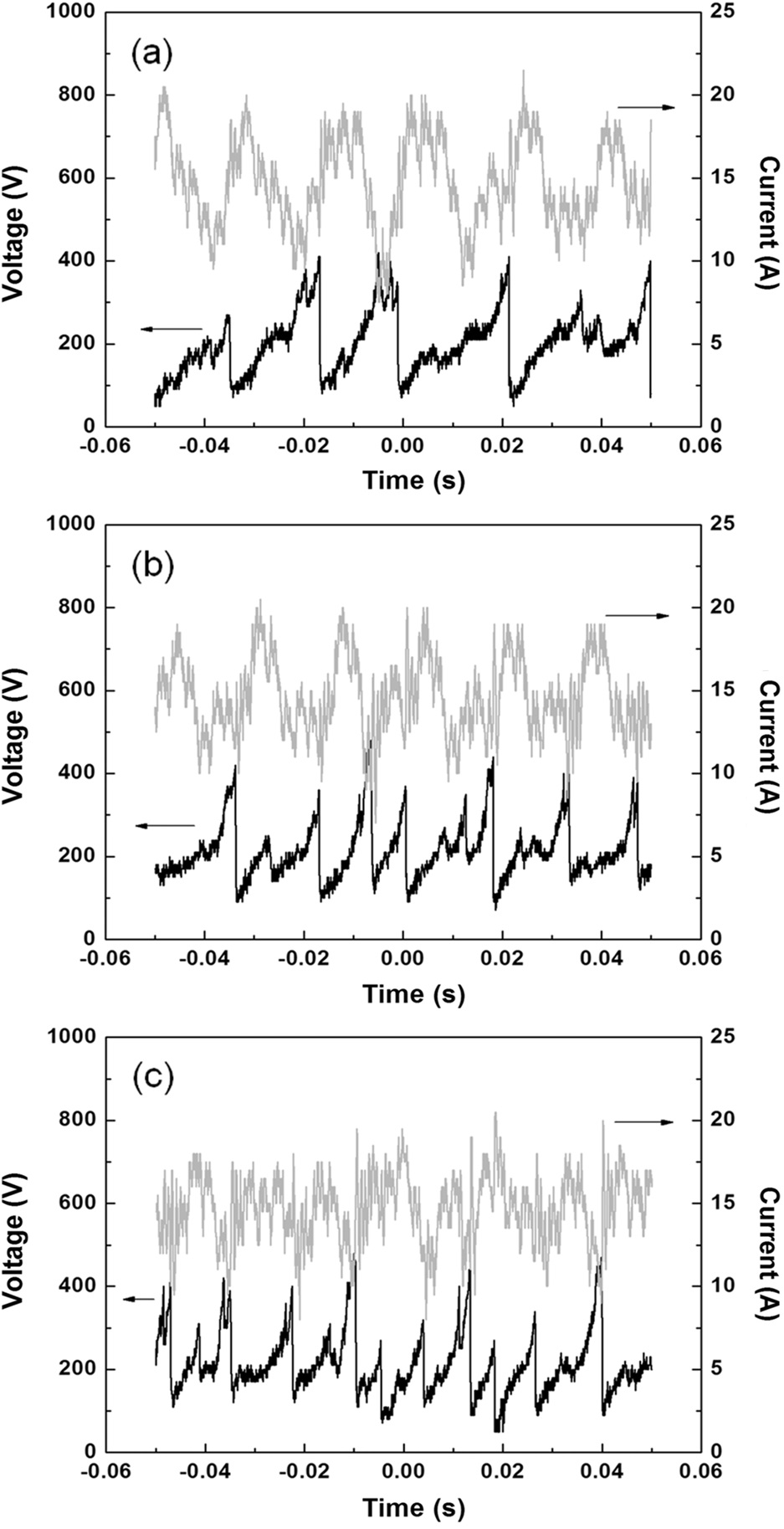
Figure 3은 플라즈마 가스 유량에 따른 아크 플라즈마의 운전특성을 분석하기 위하여 측정된 전압과 전류 파형을 나타낸 결과이다. 전압 및 전류 파형유량이 각각 70, 100, 130 L/min인 경우에 측정하였다. Figure 3(a)~(c)전압파형에서 알 수 있듯이 직류전원을 이용한 아크 플라즈마에서 나타나는 대표적인 현상인 리스트라이크(restrike)현상이 관찰되었다. 리스트라이크현상은 전극 최단거리에서 발생한 아크가 플라즈마 가스에 의해 전극표면을 따라 이동하여 아크 길이가 길어지고, 그 결과 플라즈마 전압이 상승하게 된다[15]. 하지만 길어진 아크는 높은 저항에 의해 다시 전극 최단거리에서 재방전이 되며, 이러한 현상이 반복적으로 나타나는 현상을 리스크라이크현상이라 한다. 본 연구에 사용된 저전력 아크 플라즈마 토치의 전압은 최소 약 50 V에서 최고 약 400 V까지 증가하였다가 재방전이 일어나면서 전압이 최소값으로 급격하게 낮아지는 것을 확인할 수 있다. 평균 전압은 약 200 V였으며, 평균 전류는 15 A를 유지하였다. 플라즈마 가스 유량이 증가함에 따라 기체의 추진력에 의해 아크의 움직임이 활발하게 되어 리스크라이크 주파수는 증가하지만, 평균 전압과 전류는 기체 유량에 관계없이 거의 비슷하여, 방전기체 유량에 따른 입력전력은 일정하였다. 또한 이 시스템에서 사용된 아크 플라즈마 운전 특성은 고전압, 저전류 상태에서 운전되어 전극 침식현상은 장시간 운전 뒤에도 크게 나타나지 않았다. 이러한 이유는 일반적으로 고전류 운전 상태에서 전극 침식 형상이 크게 나타나기 때문이다.
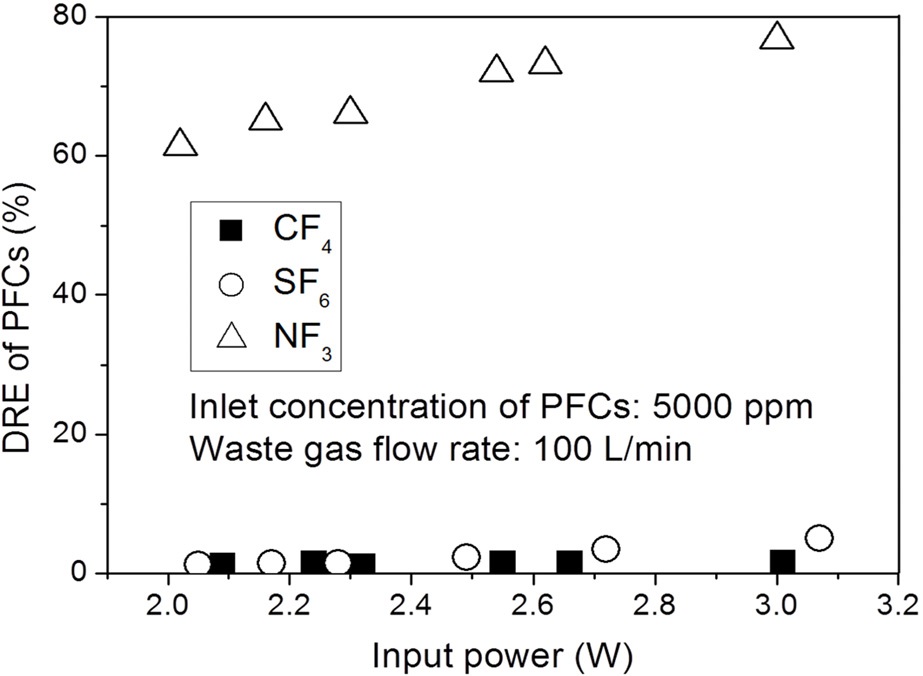
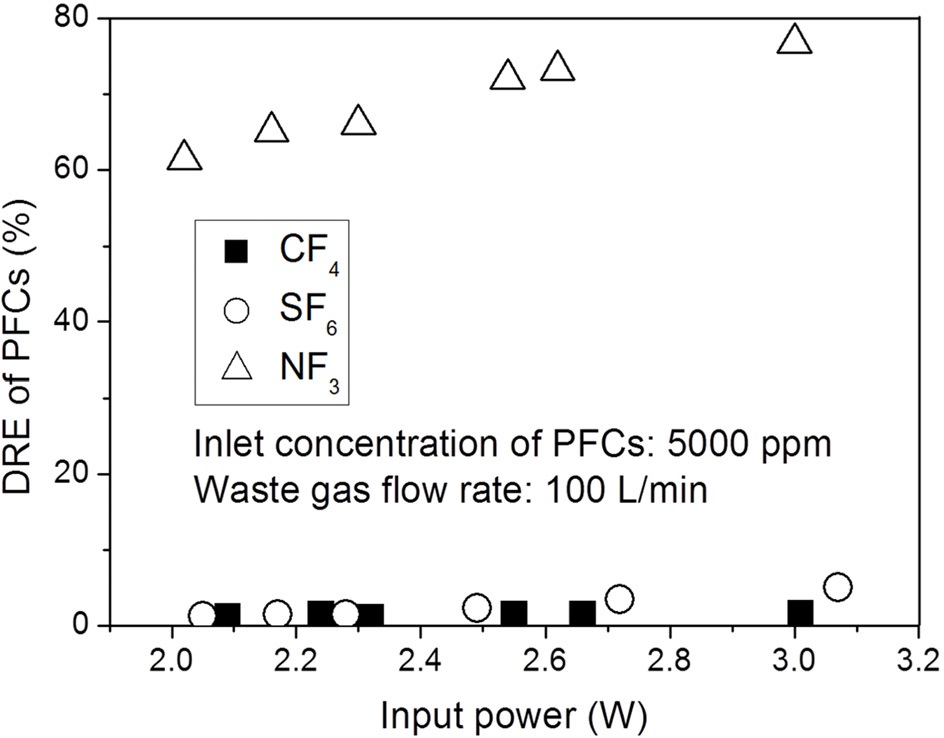
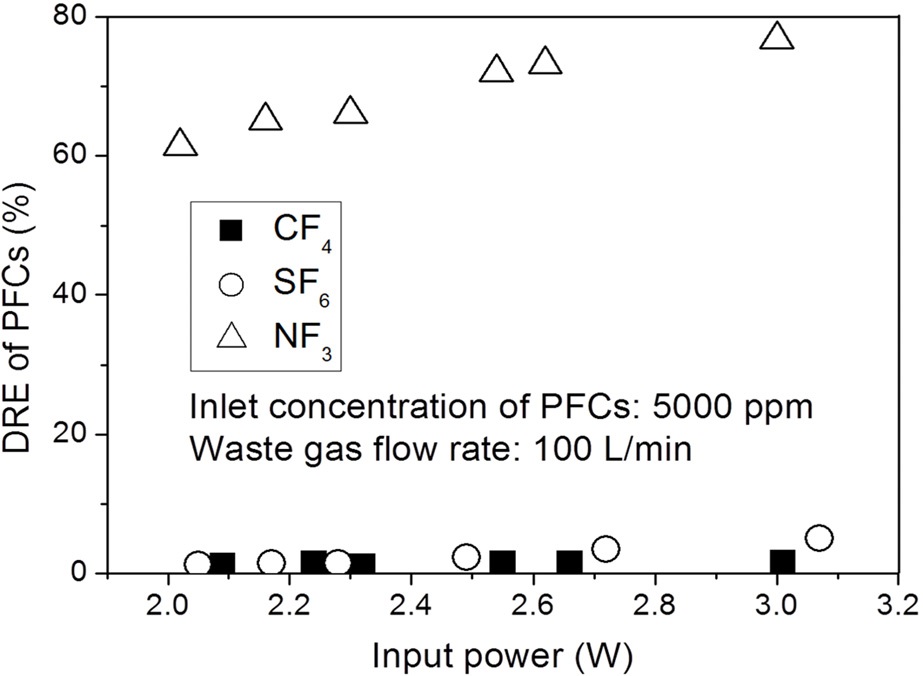
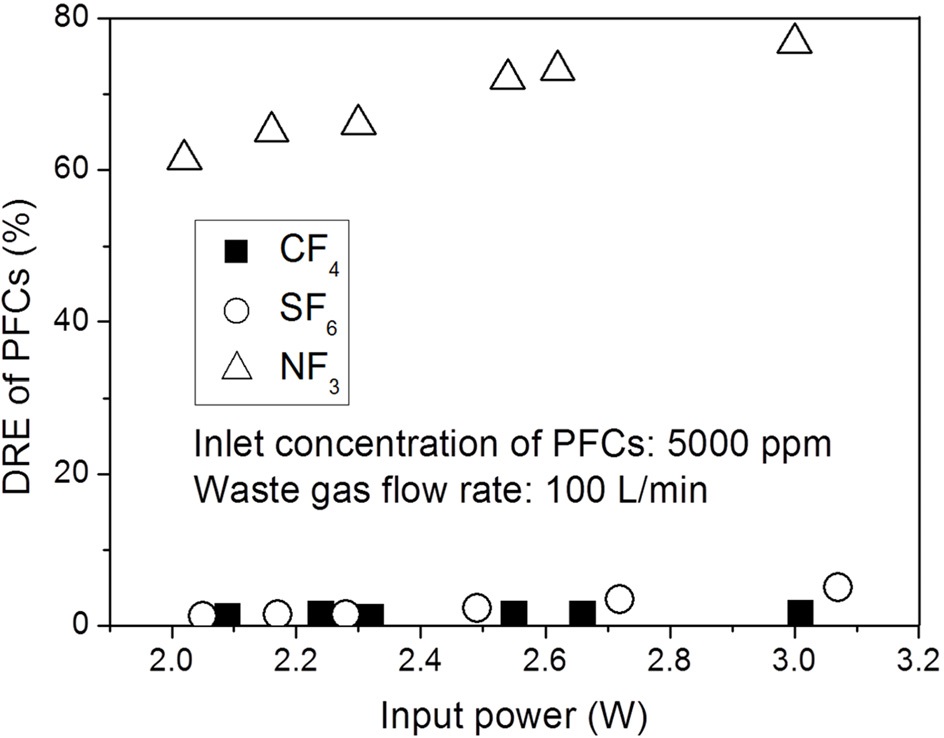
Figure 4는 플라즈마 입력전력에 따른 과불화합물의 분해효율을 나타낸 결과이다. 폐가스 유량을 100 L/min로 고정한 상태에서 입력전력을 2 kW에서 3 kW까지 조절하였다. NF3의 경우 CF4와 SF6에 비해 훨씬 높은 분해효율을 나타내었으며 3 kW에서 분해효율이 약 77%를 나타낸다. 하지만 입력전력에 상관없이 SF6와 CF4의 분해효율은 10% 이하의 값을 나타낸다. 이러한 이유는 NF3와 CF4, SF6의 열분해 온도의 차이 때문이다. 폐가스 유량이 100 L/min인 경우 플라즈마의 실출력은 1.895 kW였으며, 이에 대한 폐가스의 평균 온도를 계산하면
약 1,100~1,200 K 정도이다. 앞의 열역학 계산 결과와 비교할 경우, 이 온도범위에서는 NF3만이 분해가 진행될 수 있으므로, Figure 4의 분해효율 결과는 화학평형조성 계산을 통한 이론적 예측과 잘 일치한다.
Figure 5는 폐가스 유량에 따른 과불화합물의 분해효율 결과이다. 앞서 Table 1을 통해 확인하였듯이 기체 유량이 증가될수록 단위부피당 에너지 밀도 값이 작아지기 때문에 열분해를 위한 에너지가 부족하여 분해효율 역시 감소하는 경향성을 확인할 수 있다. 폐가스 유량이 70 L/min인 경우에는 실출력이 1.816 kW이며 가스온도는 약 1,500 K 정도로 계산된다. 마찬가지로 CF4와 SF6의 열분해 온도에는 부족하지만 NF3의 경우 열분해 온도가 1,300 K임을 감안한다면 대부분 분해가 진행될 수 있음을 알 수 있다. 그러나 실험 결과 분해효율이 100%에 미치지 못하는 이유는 열플라즈마의 온도구배로 인해 가스온도가 1,500 K에 미치지 못하는 영역도 존재하는 점과 충분한 반응시간 및 반응공간이 부족한 점 그리고 열분해된 NF3가 재결합하는 점에 의해 분해효율이 낮아진다고 생각된다. 유량이 70 L/min일 때 단위부피당 에너지는 1.55 kJ/L이었으며, 이 때 NF3의 분해효율은 90.5%를 나타내었다. 유량이 2배 증가된 140 L/min에 경우의 단위부피당 에너지는 0.83 kJ/L로 70 L/min의 경우보다 약 46.5% 감소되는 것을 알 수 있다. 이 때 NF3의 분해효율은 67.4%로, 유량이 2배 증가되고 단위부피당 에너지밀도가 47% 감소되었어도 분해효율은 23.1% 밖에 감소하지 않았다. 이러한 이유는 NF3의 분해 온도가 다른 과불화합물기체에 비해 낮고, 플라즈마 가스 유량 증가에 따른 아크의 활발한 움직임이 플라즈마 토치 내부의 열유동장을 균일하게 하는 효과가 있기 때문이다. 열분해만을 이용한 과불화합물 처리에는 많은 에너지가 소모되므로, 화학반응을 이용하여 분해효율을 향상시키는 실험을 진행하였다.
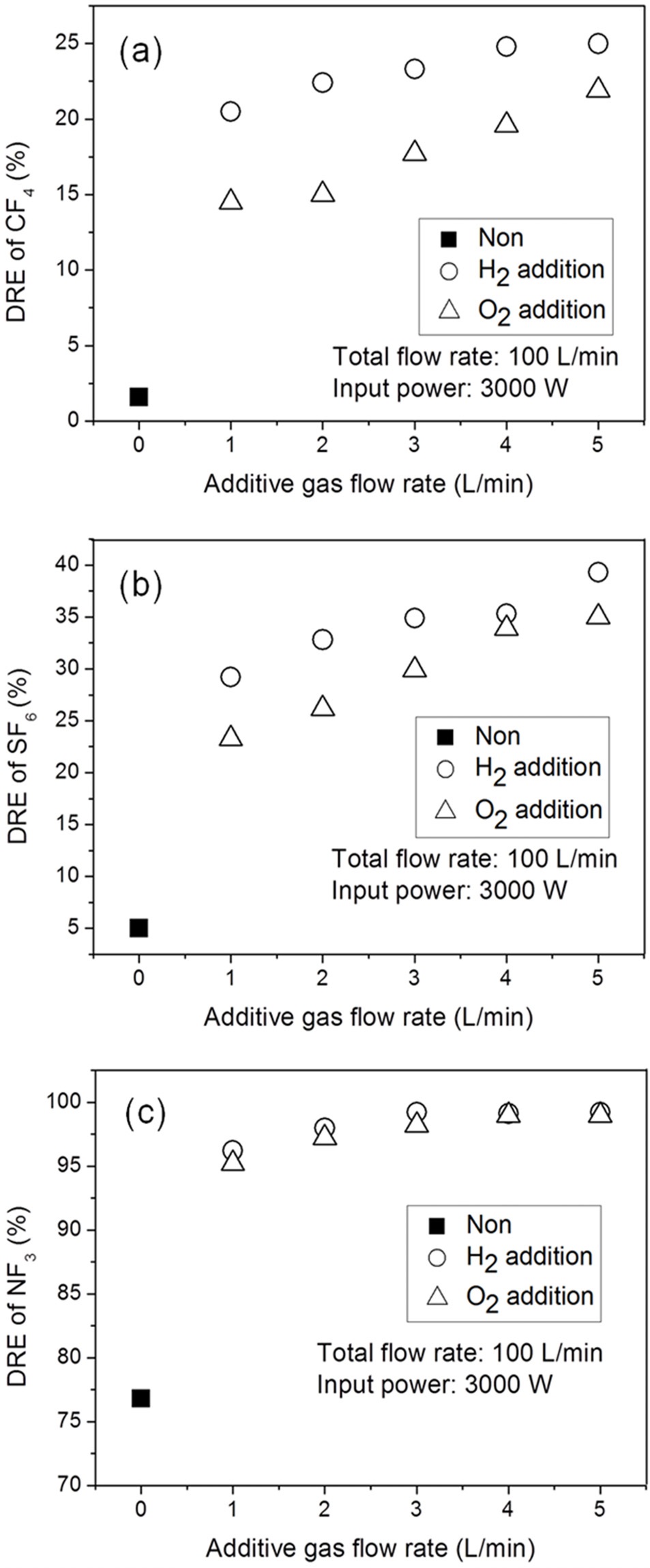
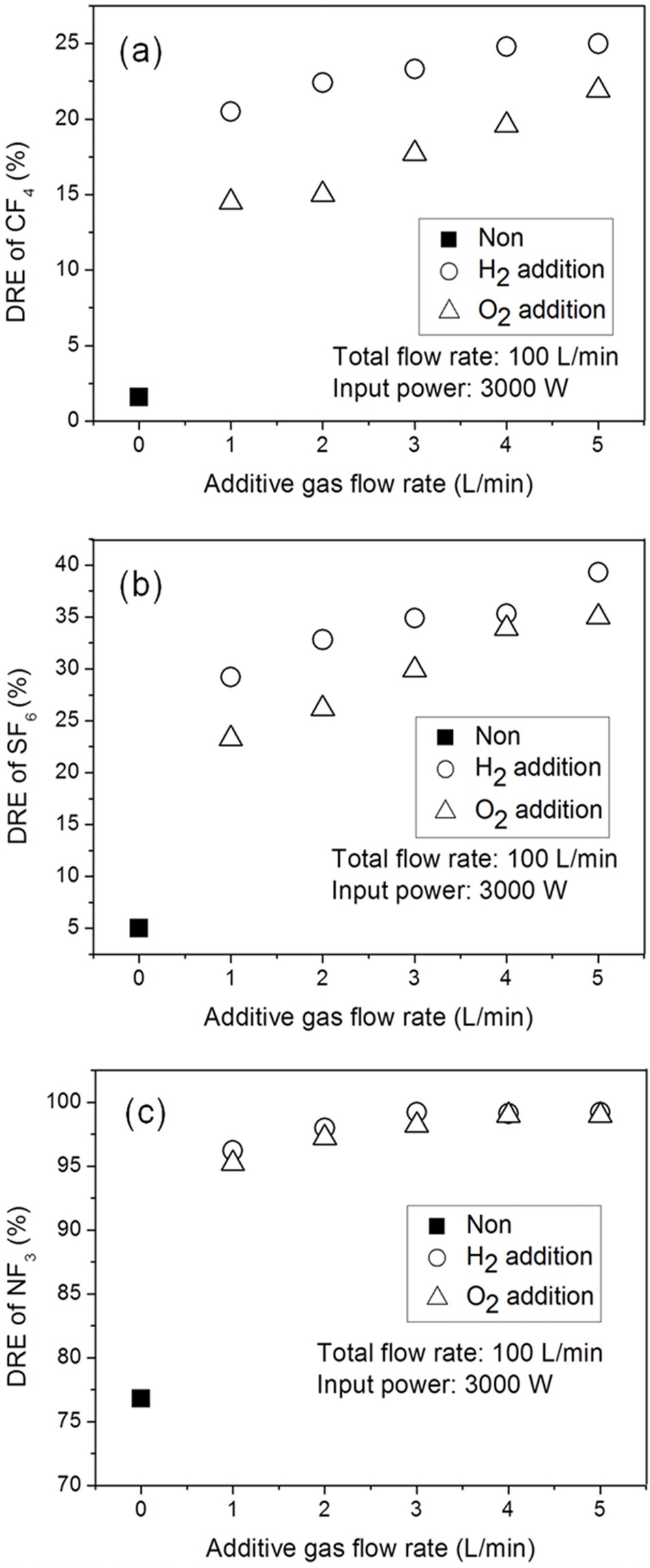
Figure 6에는 각각의 과불화합물과 반응가스를 폐가스와 함께 혼합시켜 플라즈마 내에서 화학반응을 진행한 경우의 분해효율 결과를 나타내었다. 반응가스로는 산소와 수소를 사용하였으며
반응가스 유량은 1 L/min에서 5 L/min까지 변화시켰다. 결과를 보면 모든 과불화합물의 경우에서 반응가스의 유량증가에 따라 분해효율이 증가되는 것을 확인할 수 있다. 또한 반응가스로 수소를 사용하였을 경우가 산소보다 더 좋은 분해효율을 나타냈다. CF4의 경우 반응가스 투입으로 인해 분해효율이 2%에서 최대 25%까지 증가되었으며, SF6의 경우 5%에서 39%로 증가하였다. 또한 NF3의 경우는 77%에서 99%까지 증가되었다. 이러한 이유는 산소와 수소 첨가로 인한 화학반응으로 과불화합물이 다른 화합물로 전환되었기 때문이다. 반면, 수소와 산소의 유량이 1 L/min에서 5 L/min으로 증가함에 따라 과불화합물 제거효율이 크게 증가되지 않는 이유는 농도가 5,000 ppm에 따른 과불화합물의 유량과 비교하였을 때 반응가스 유량이 1 L/min만 되어도 충분한 양이 공급되고 있기 때문이다. 또한 CF4와 SF6의 경우 추가적인 반응가스 영향으로 반응가스가 없는 경우와 비교하여 분해효율이 크게 증가하였지만 그 값이 40% 미만으로 높지 않은 이유는, 반응가스를 사용하더라도 CF4와 SF6의 열분해 온도가 여전히 높기 때문이다. 하지만 본 연구에서는 소량의 반응가스를 이용하는 것만으로도 과불화합물의 분해효율을 대폭 향상시킬 수 있음을 확인하였다. 반면, 산소를 사용하였을 경우 플라즈마 전극표면을 산화시키면서 플라즈마 입력전압을 상승시키는 원인이 되었으며, 이 때문에 플라즈마가 방전이 불안정하였다. 수소의 경우는 플라즈마 방전이 안정적이었으며 낮은 온도에서 과불화합물이 HF로 쉽게 전환되어 분해효율이 산소를 사용하였을 경우보다 높게 나타났다.
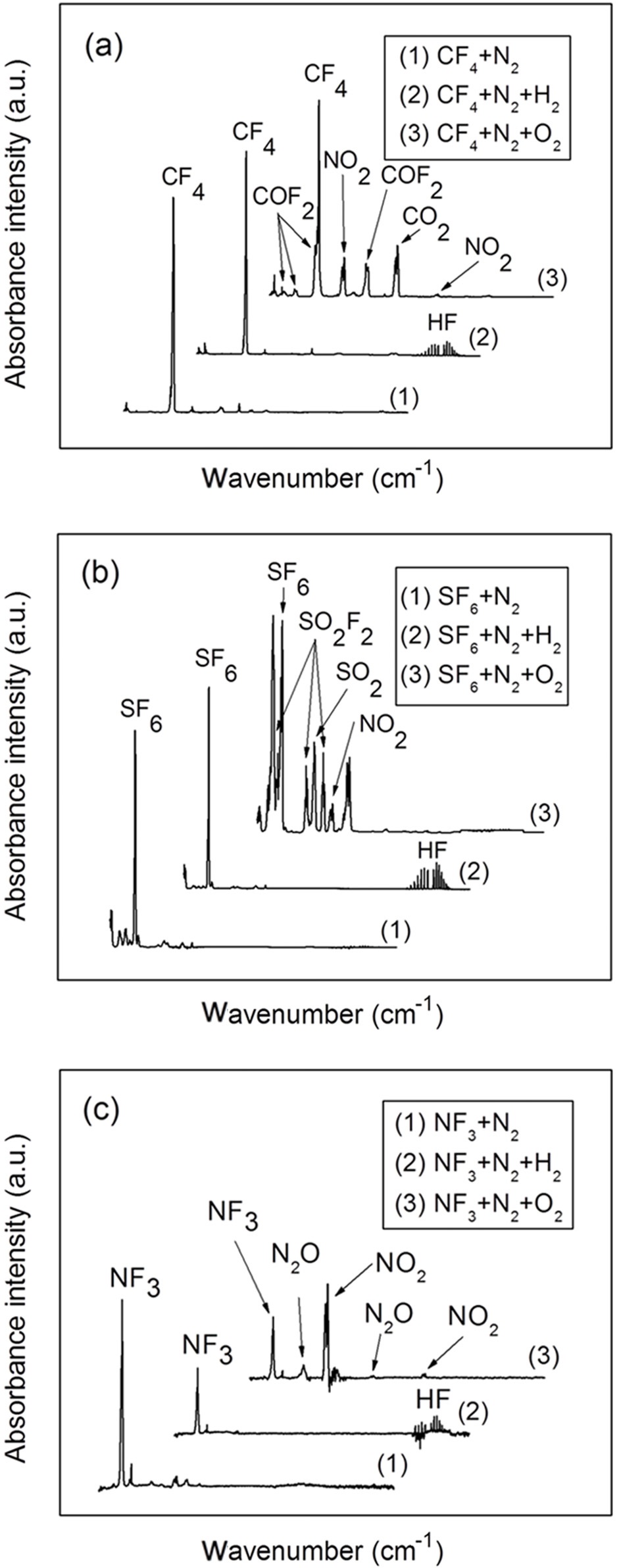
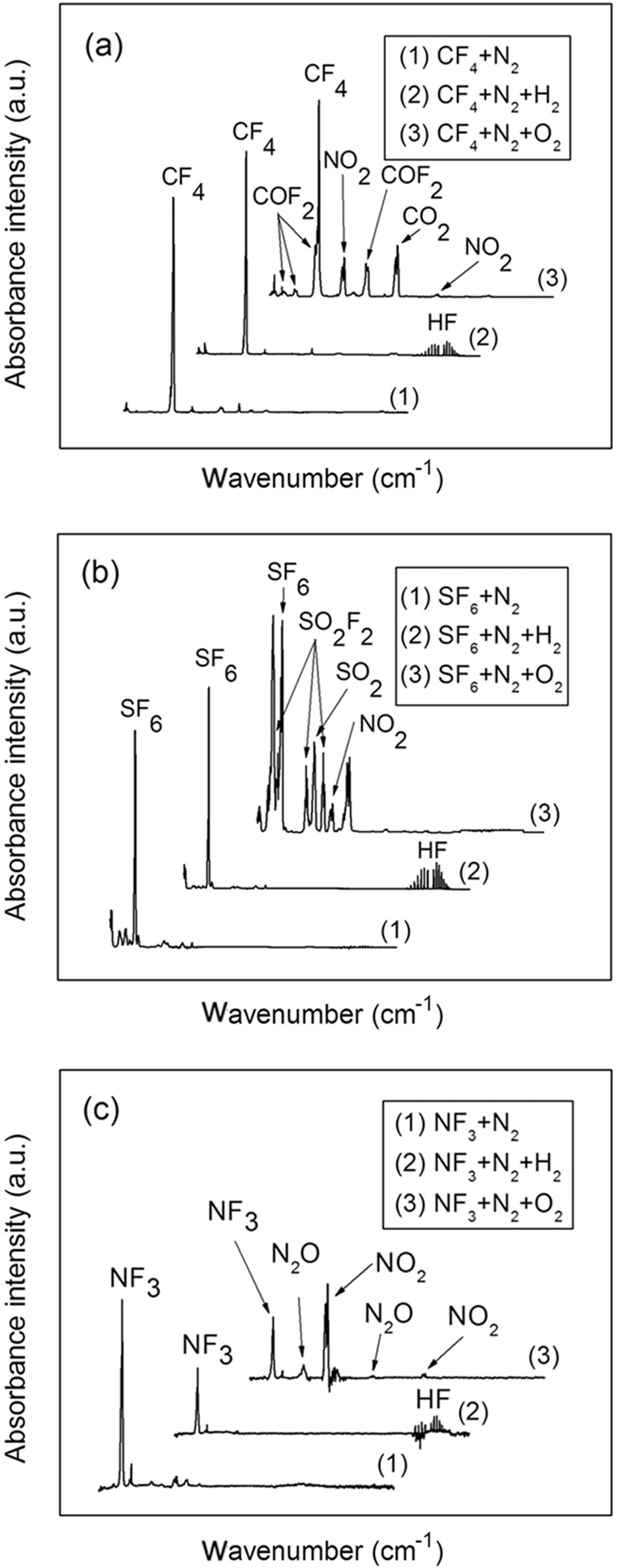
Figure 7은 각각의 과불화합물에 대해 열플라즈마 처리 후 발생되는 가스를 적외선분광기을 이용해 측정한 결과이다. 모든 반응가스는 과불화합물과 함께 혼합되어 플라즈마 토치 내부로 주입되었으며, 플라즈마에 의한 열분해와 공정가스들간의 화학반응에 의해 발생된 부산물을 측정하여 각각의 반응경로를 추정해 보았다. Figure 7(a)부터 (c)까지 각각에서 (1)의 스펙트럼은 과불화합물을 추가적인 반응가스 없이 플라즈마만을 이용하여 처리한 후 발생된 부산물을 측정한 결과이며, (2)의 스펙트럼은 반응가스로 수소 1 L/min을 주입하였을 때의 결과이다. 마지막으로 스펙트럼 (3)의 경우는 반응가스로 산소 1 L/min을 과불화합물과 반응시켰을 때 발생되는 부산물 측정 결과이다. CF4, SF6, NF3 모두 수소와 반응하였을 경우 부산물로 HF가 발생되었으며, 이는 수소에 의해 과불화합물의 불소 성분이 HF로 쉽게 전환되었음을 나타낸다. 또한 폐가스와 산소가 반응한 (3)의 스펙트럼을 확인하였을 때 모든 결과에서 NO2가 발생된다. 이는 플라즈마 발생가스로 질소를 사용하였기 때문에 반응가스로 사용된 산소가 플라즈마 내부에서 질소와 반응하여 NO2를 발생시킨 결과이다. Figure 7의 실험 결과를 이론적으로 계산된 Figure 2의 결과와 비교하면, 과불화합물이 수소와 반응하였을 경우 대부분 HF로 전환되는 것이 잘 일치한다. 반면, 산소를 반응기체로 사용하였을 경우에는 실험 결과가 이론값과는 조금 다른 경향성을 나타낸다. 먼저 CF4의 경우 이론적으로 발생 가능한 부산물로 COF2, CO2, CO와 같은 물질이 예상되었는데, 실제 발생된 부산물은 COF2, CO2로 CO의 경우에는 측정되지 않았다. 이는, CO가 Figure 2의 결과처럼 가스온도가 약 2,400 K 이상인 고온에서만 발생되기 때문이다. SF6의 경우에는 이론적으로 SO2F2, OSF2, SO2 등이 발생가능하나 실제 발생된 부산물은 SO2F2와 SO2가 발생되어졌다. OSF2에 경우는
화학적으로 불안정하기 때문에 SO2F2로 전환되거나 중간생성물로 존재할 가능성이 클 것으로 생각된다. 마지막으로 NF3의 경우는 ONF와 NO가 이론적으로 발생 가능하였으나 실제로는 N2O와 NO2가 발생되어졌다. ONF의 경우도 마찬가지로 화학적으로 안정하지 않아 중간생성물로 존재할 가능성이 크며, 본 연구에 사용된 플라즈마 시스템에서는 주로 NF3가 열에너지에 의해 질소와 불소로 열분해된 후 산소에 의해 질소산화물 형태로 전환되어졌다고 판단된다. 따라서 생성가스에 대한 적외선분광기 분석 결과와 화학평형조성 계산 결과를 종합적으로 고려하여, 다음과 같이 아크 플라즈마 시스템을 이용한 과불화합물의 분해반응을 정리할 수 있다.












저전력 아크 플라즈마 토치를 이용하여 질소로 희석된 5,000 ppm농도에 과불화합물, CF4, SF6, NF3의 분해실험을 수행하였다. 폐가스를 직접 플라즈마 발생 가스로 사용하였으며 폐가스 유량을 70 L/min에서 150 L/min까지 조절하였다. 또한 입력 전력은 2~3 kW 범위로 조절하였다. 그리고 분해효율 향상을 위하여 반응가스로 산소와 수소를 1 L/min에서 5 L/min까지 사용하였다. 플라즈마 입력전력이 상승함에 따라 과불화합물의 분해효율도 일정하게 증가되며, 폐가스 유량이 커질수록 에너지 밀도 감소로 인해 분해효율이 줄어든다. 이론적으로 완전한 분해가 가능한 입력전력 3 kW에서도 과불화합물의 분해효율이 충분치 못한 이유는 플라즈마의 온도구배로 인해 열분해가 가능한 고온영역과 반응시간이 제한적이기 때문이다. 따라서 수소와 산소를 추가하여 비교적 낮은 온도에서도 과불화합물의 분해가 가능하도록 화학반응을 유도하였으며, 이로부터 과불화합물의 분해효율을 크게 향상시켰다. CF4의 경우 분해효율이 반응가스 주입 전 2%에서 반응가스 주입 후 25%까지 증가되며, SF6에 경우 5%에서 39%, NF3에 경우 77%에서 99%까지 증가되었다. 또한 수소를 반응가스로 사용한 경우 부산물로 대부분 HF가 발생하였으며, 산소에 의한 부산물로는 COF2, CO2, SO2F2, SO2, N2O, NO2 등과 같은 다양한 화합물이 생성되었다. 결과적으로 열분해에 효율을 높이기 위해서는 반응가스를 통한 화학반응을 이용하고, 반응가스의 종류로는 산소보다 수소를 사용하는 것이 분해효율과 부산물 측면에서 효과적이다.