To increase the productivity and product quality of customized baseball jerseys, this study developed a multivariable system for a production process that efficiently controls diverse production management factors. The working time was measured through the establishment of a standard process where skilled workers and Chinese factory workers manufactured 5 sets of the same basic design jerseys. Based on the measured working time (1,136 seconds/per unit), the multi-variable process control system was developed, where hourly production management is possible according to the involved workers and equipment types. Each process was assigned accoding to the production management factors for a total of 28 standard processes. The processes were developed based on consideration of work characteristics according to the order of needlework of open-type set baseball jerseys with sleeves(the basic design of baseball jerseys)to result in a customized production system structure that could be set up with multi-variables. As a result, a total 12 types of systems were developed in consideration of the personnel involved and the number of equipments. The optimal production management system (with the highest efficiency compared to the number of workers)was A-2, B-1, C-1. D-2, E-2, F-1, and G-1. This system had extremely high efficiency and showed 99% assignment efficiency for the 7-person team. Though not optimal, possible process assignment for each working personnel is proposed as a reserve process in case work modification is inevitable due to malfunctions and the absence of equipments.
야구복은 팀별로 고유한 디자인과 선수의 체형에 맞는 유니폼을 개별주문에 의해 개별맞춤형 생산방식으로 생산이 이루어지고 있다. 또한 야구복은 신축성 소재를 사용하여 다양한 특수재봉기를 사용하고, 팀별 로고 및 개인 선수의 번호와 이름을 자수재봉기를 사용하여 생산하는 품목으로 다양한 생산설비가 필요하다. 야구복의 제품특성에 따라 높은 제조원가가 소요되는 것과는 달리 제품가격이 높지 않아, 신규시장 진입과 매출증대를 위해서는 제조원가의 절감 및 품질 개선을 위한 효율적 생산 관리가 중요하다.
최근 국내의 봉제 산업은 인건비의 상승과 생산직에 대한 기피현상으로 해외소싱이 증가하면서, 인력의 고령화, 생산설비의 노후화 및 기술수준 저하로 이어져, 국내 의류산업의 글로벌 경쟁력 저하의 요인이 되고 있다. 글로벌 패션시장은 빠른 환경변화에 따라 다품종 소량생산에 대한 요구가 높아졌으나, 아직까지 국내 의류제조 산업은 수요에 대처하는 산업 기반을 준비하기 보다는 대량생산 기반을 그대로 유지한 상태에서 현실적 생산에 급급하여 제조원가 상승과 품질저하라는 부작용으로 경쟁력을 잃어가고 있다(Hong et al., 2010; Kim & Oh, 2009).
야구복은 고객화된 맞춤형 제품으로 생산원가를 낮추고 리드타임을 단축하여 제품경쟁력을 갖추기 위해서는 일자배열형의 대량생산 방식보다는 다품종 소량생산 방식을 활용한 새로운 생산방식에 대한 연구 개발이 필요하다.
이에 본 연구에서는 맞춤형 야구복의 제품 경쟁력을 높이기 위하여, 야구복 상의의 표준화 공정을 개발하고, 표준화 공정을
기초로 디자인 변화, 작업자의 수 및 주문량 등의 생산관리 요소에 따라 대응이 가능한 맞춤형 야구복 상의의 생산 공정 관리 다변형 시스템을 개발하였다.
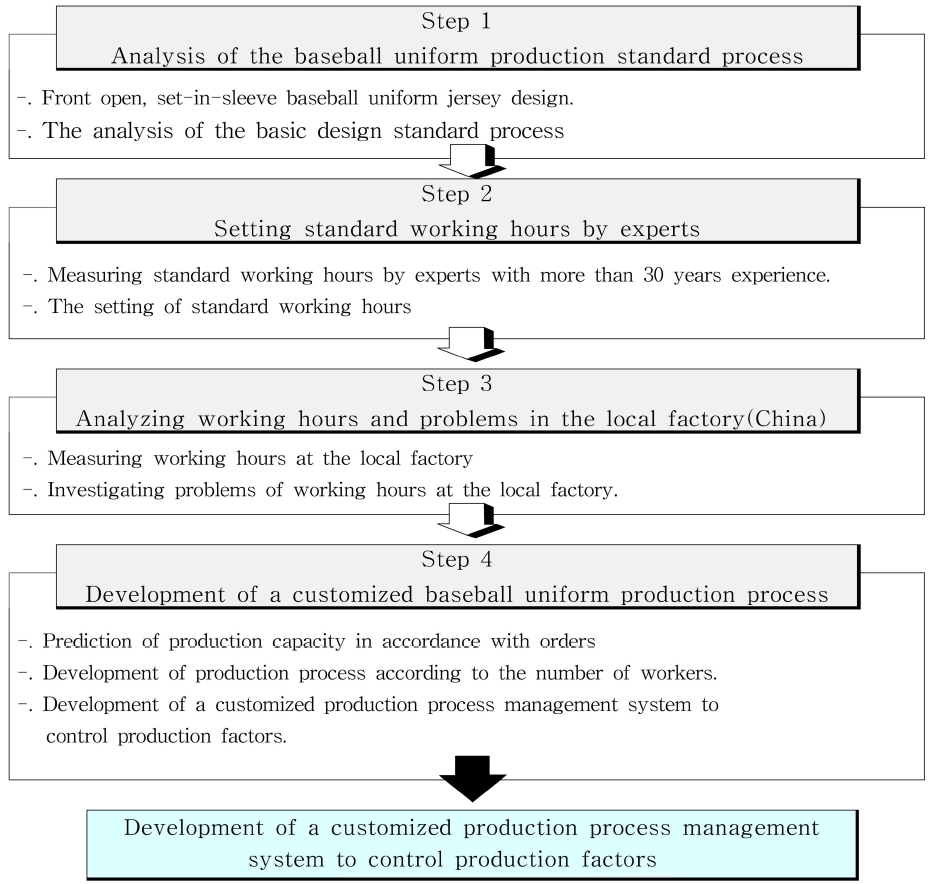
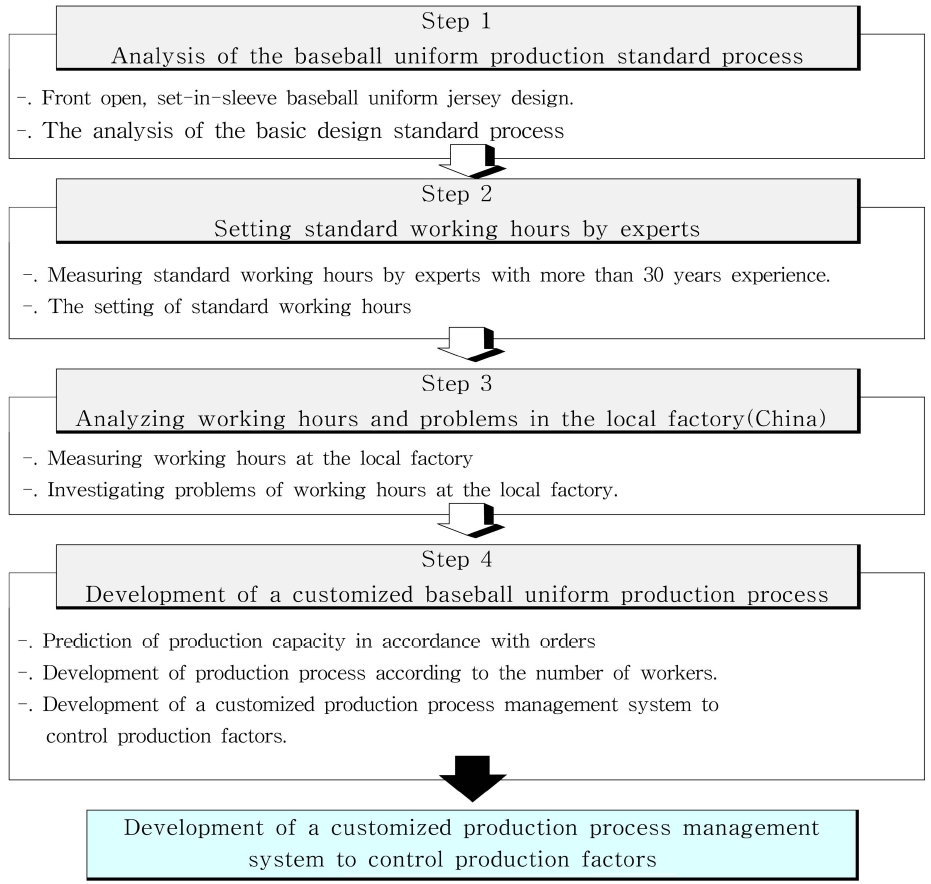
야구복은 개별화된 디자인과 사이즈로 1대1 맞춤형으로 생산하여야 하는 변량변종의 대표적인 제품이다. 맞춤형 야구복상의 생산성과 제품의 품질을 높이기 위하여 다양한 생산관리 요소에 따라 효율적인 생산관리 시스템을 적용하여 즉각 대응이 가능한 맞춤형 야구복 상의의 생산공정관리 다변형 시스템을 개발하고자 한다. 본 연구는 기준 야구복 상의의 표준공정을 분석하여 작업분석의 기준으로 설정하고, 한국의 30년 이상의 숙련자와 현지 공장 작업자에게 각 5벌의 상의를 제작하도록 하여 작업시간을 측정하였다. 작업시간 측정 자료를 근거로 생산요소에 따른 다변형 공정분석을 실시하였다.
연구 개발의 구체적인 절차는 다음과 같다.
1. 기준 야구복 상의 표준공정 분석
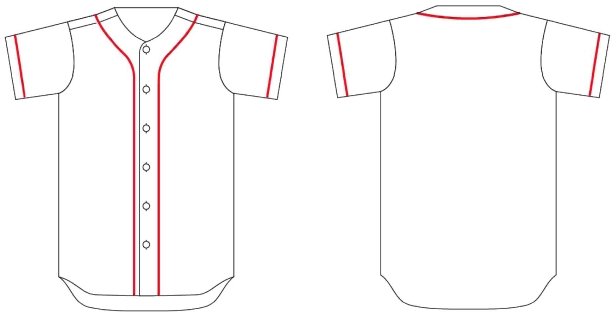
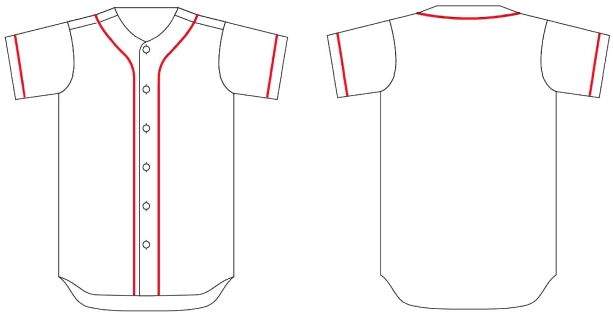
선행 연구 결과(Kang et al., 2011) 야구복상의의 기본디자인으로 결정된 오픈형 셋인 슬리브 야구복 상의를 기준 디자인으로 결정하여, 표준 공정을 분석하였다.
2. 숙련자에 의한 표준 작업시간 설정
기준디자인을 표준 공정에 따라, 국내 30년 이상의 경력자로 본봉을 비롯한 특종을 모두 능숙하게 다룰 수 있는 숙련자 4인(본봉 및 특종 3인, 마무리 1인)의 작업시간을 측정하여 표준 작업시간을 설정 하였다. 작업은 동일한 디자인의 야구복 상의 5벌의 재단물을 표준공정에 따라 연속하여 작업하고 1벌 단위로 작업 시간을 측정하였으며, 공정 간의 이동시간은 5벌 단위로 측정하여 표준 시간 산출 시 여유율 산정에 활용하였다.
3. 현지 공장 작업시간 측정 실태 및 문제점
현재 생산을 담당하고 있는 중국 현지 공장의 생산관리 문제점을 도출하고, 표준 공정관리에서 발생할 수 있는 문제점을 예측하여, 문제점의 개선을 통해 품질과 능률을 향상 시키고 효율적인 맞춤형 야구복의 새로운 다변형 공정관리 시스템을 개발하기 위하여, 1년 동안 생산을 담당하고 있는 중국 현지 공장의 작업자의 작업시간을 측정하여 현지 공장의 생산 실태와 문제점을 파악하였다.
4. 맞춤형 야구복 상의 생산 공정 시스템 개발
맞춤형 야구복을 주문 생산한 자료를 근거로 주별 생산량을 산출하고, 최대생산 수요량과 최소생산 수요량을 예측하여, 주문량을 단계별로 정량화하였다. 주문량에 따라 생산수요를 예측한 결과를 기준으로 최대 작업자 인원수와 최소작업자 인원
수를 설정하고, 기기의 구성에 따른 작업시간의 효율을 분석하였다. 이러한 결과를 기초로 주문량, 작업자 인원수, 기기의 구성 및 디자인 변화와 같은 생산관리 요소를 고려한 맞춤형 야구복 상의 생산 공정 관리 다변형 시스템을 개발하였다.
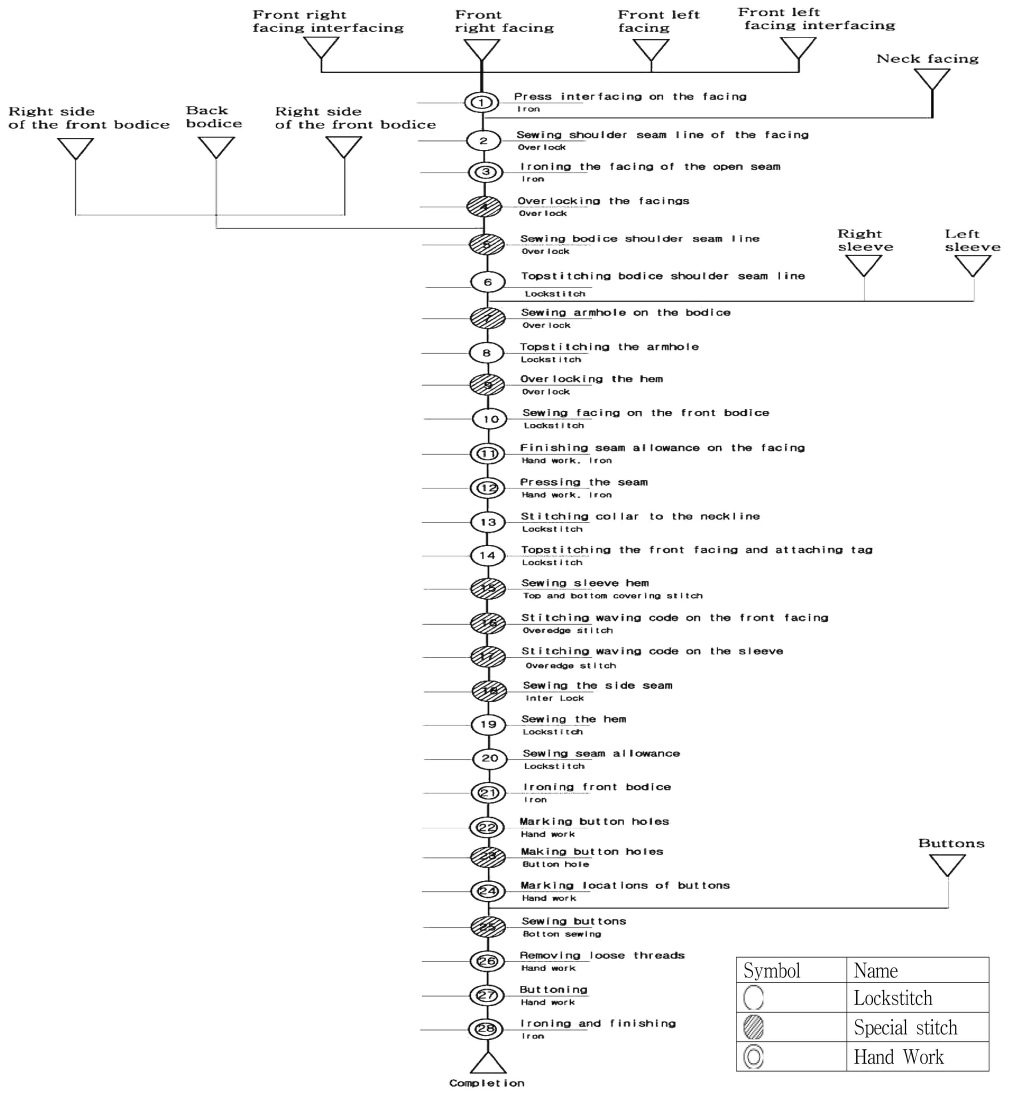
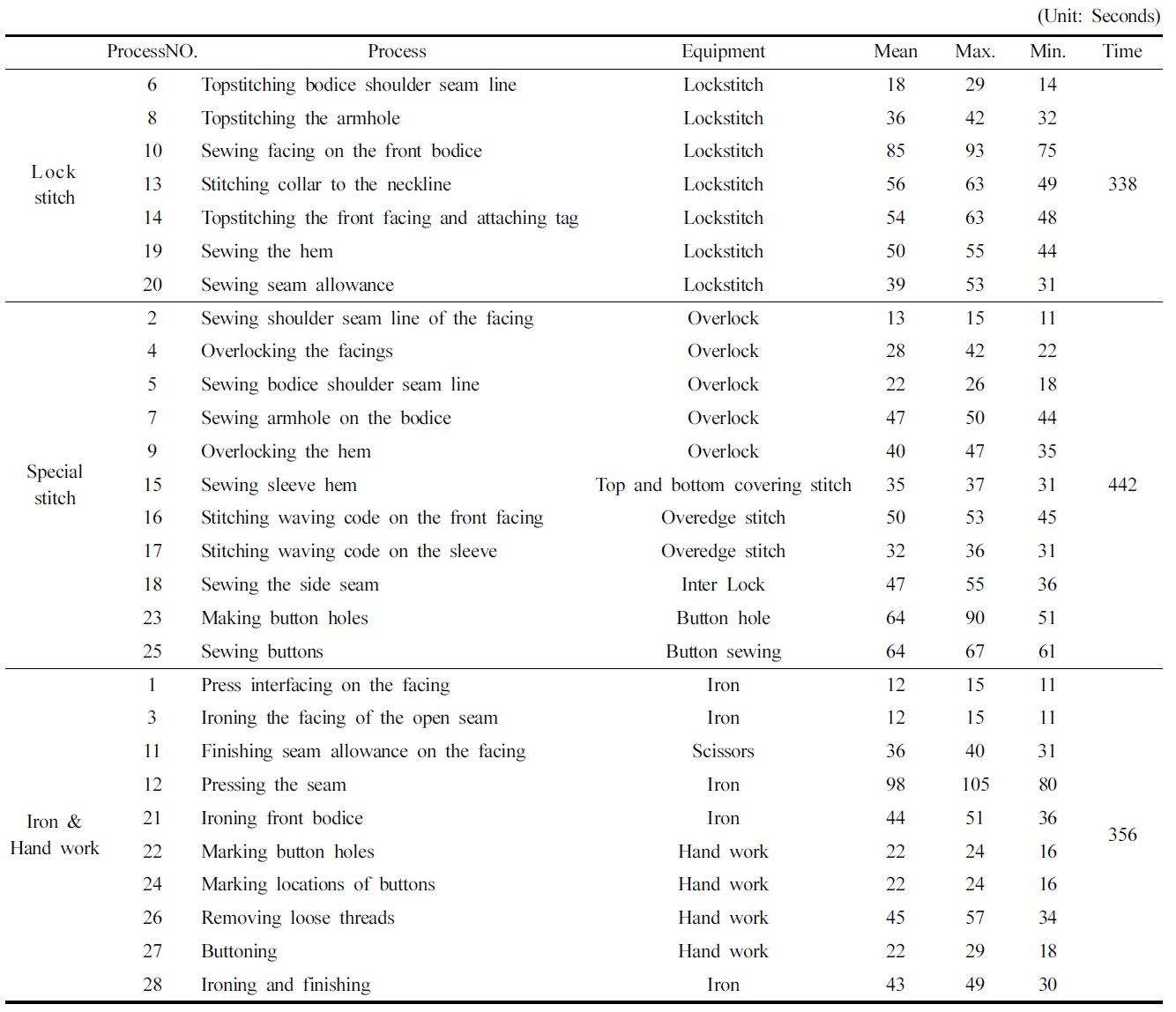
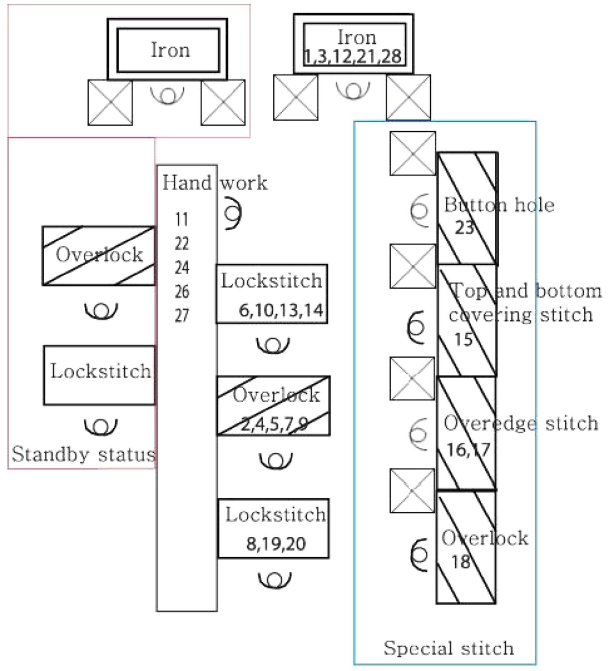
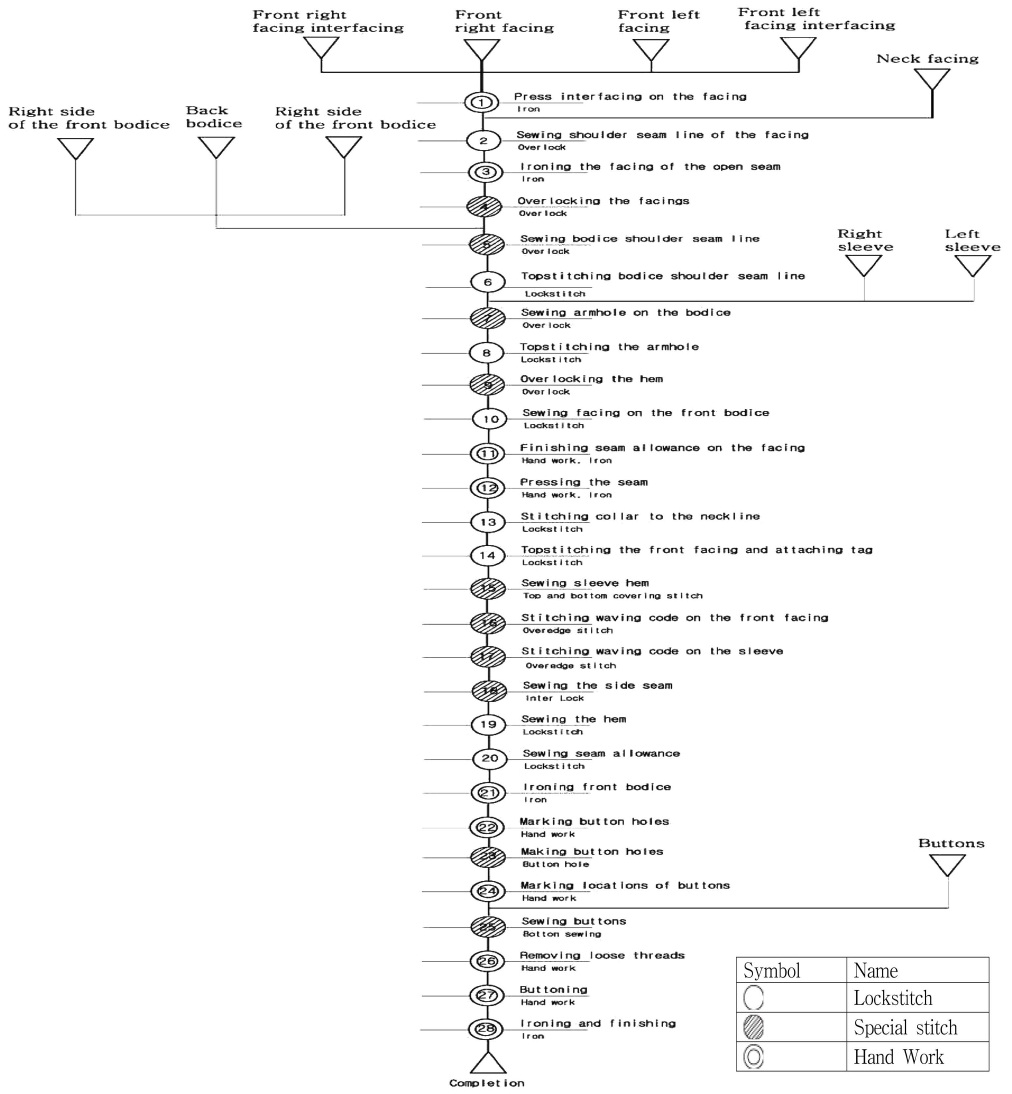
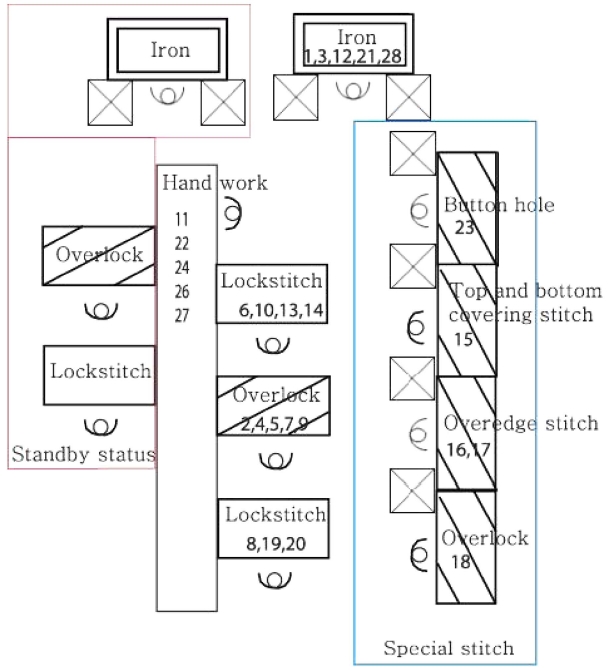
기준 야구복 상의 기본디자인인 오픈형 셋인 슬리브 야구복 상의의(Fig. 2) 봉제 순서에 따라 표준 공정(Fig. 3)을 설정하였다. 봉제공정은 이중 본봉재봉기 7공정, 오버록재봉기 5공정, 인터재봉기 1공정, 삼봉재봉기 1공정, 2본침 재봉기 2공정, 단추달이재봉기 1공정, 단추구멍 재봉기 1공정, 다리미 및 마무리 10공정으로 총 28개 공정으로 구성되었다. 야구복 상의는 스포츠웨어로 신축성 소재를 사용하고 기능성이 요구되며 잦은 세탁이 가능하도록 견고해야 하므로 공정의 39.3%가 특수재봉기가 사용되어 다른 제품보다는 다양한 기종의 재봉기가 사용되어야 한다. 다양한 기종을 사용하고 있어 표준 공정의 작업시에도 작업자의 숙련도나 기기사용 능력에 따라 작업자 배치가 고려되어야 작업의 효율과 품질을 높일 수 있을 것이다,
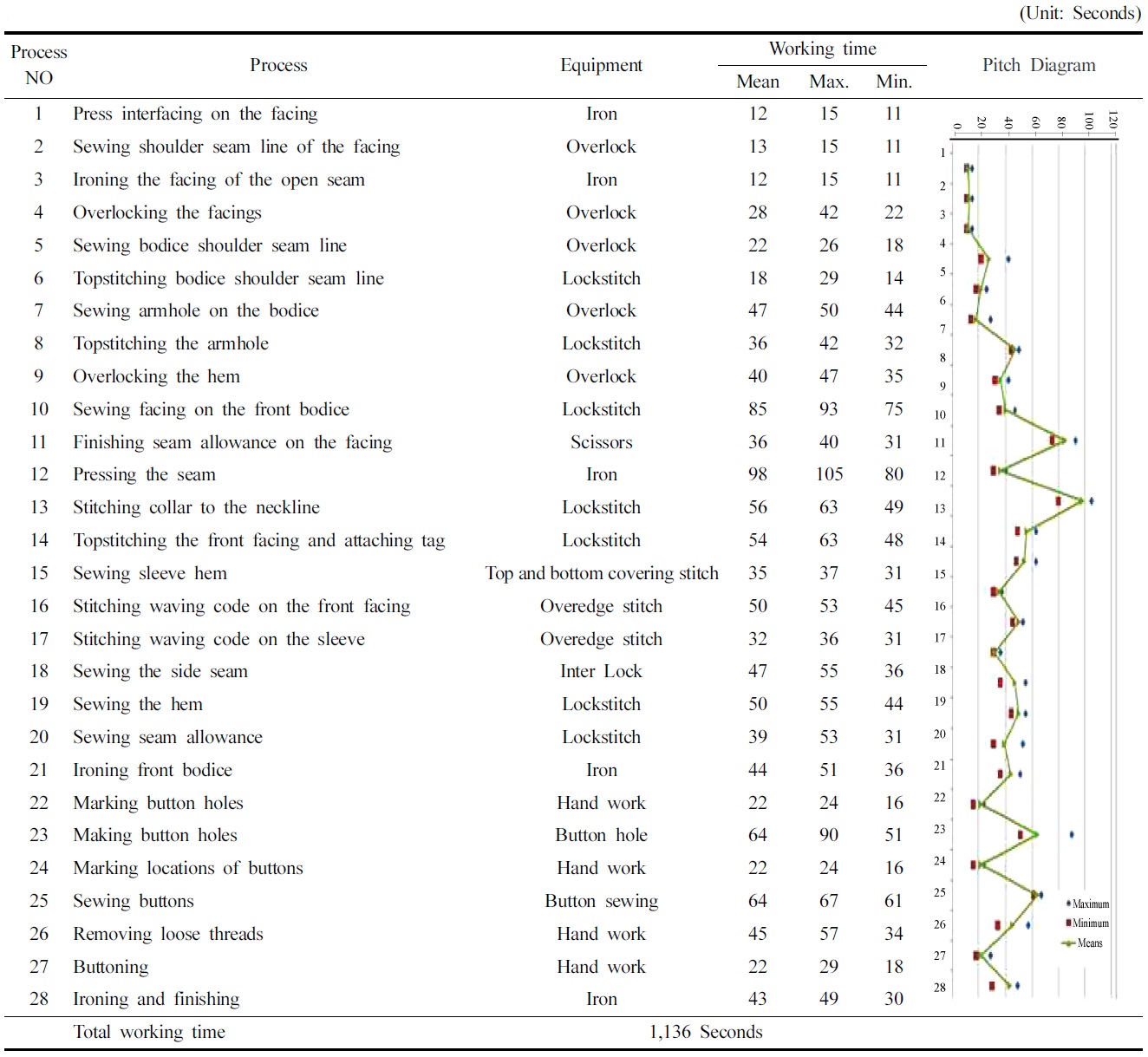
[Table 1.] Working hours according to baseball uniform jersey standard process.
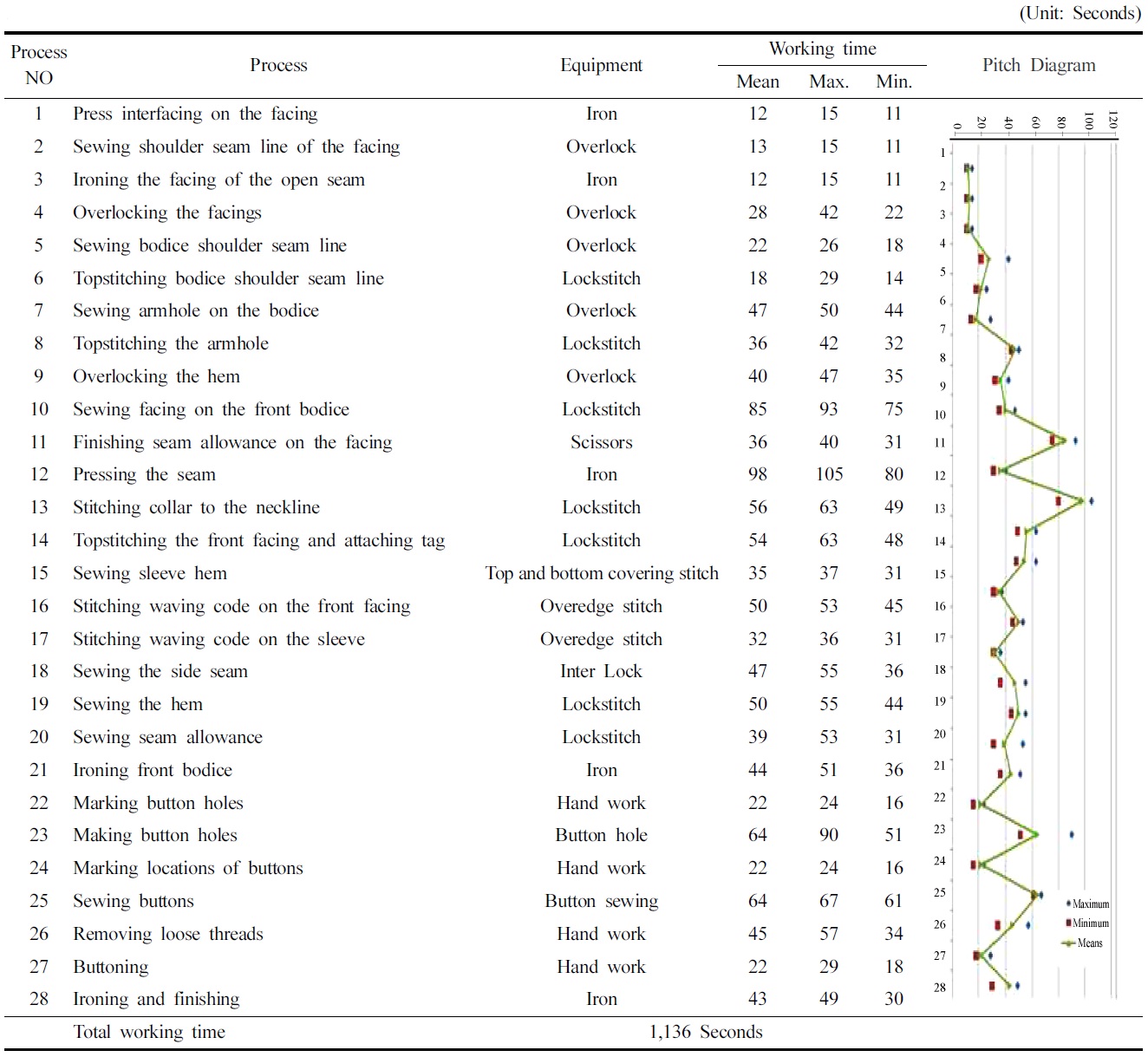
Working hours according to baseball uniform jersey standard process.
표준 작업시간이란 정해진 1단위의 작업을 정상적인 속도로 수행하는데 걸리는 시간이며, 표준시간에는 로스타임을 고려한 공수손실을 대비한 여유시간이 포함되어야 하나, 생산관리 요소에 따라 다변형으로 선택하여 세팅 가능한 맞춤형 생산시스템 구성을 위해 각 공정을 작업특성을 고려하여 공정을 세분화 하고, 표준작업시간 측정에는 실질적으로 작업에 소요된 시간만을 측정하여 표준작업시간으로 정하였다. 여유시간은 공정진행에 필요한 여유율을 산정하여 총 공정 작업시간의 합계에 여유율을 더해 공정분석에 사용하도록 하였다.
여유율의 설정은 여유시간의 설정방법(Kim et al., 2004)을 참고하여 투입되는 작업물의 디자인과 크기가 모두 다른 맞춤형 봉제작업의 특성을 고려하여 기본적 작업에 필요한 여유시간으로 생리여유 4%와 피로여유 2%, 실 교체나 작업물 이동 등에 필요한 지연여유 7%, 맞춤형에 의한 디자인 파악 7%, 디자인 변경에 필요한 추가 작업 여유 7%로 총 27%의 여유율을 설정하였다.
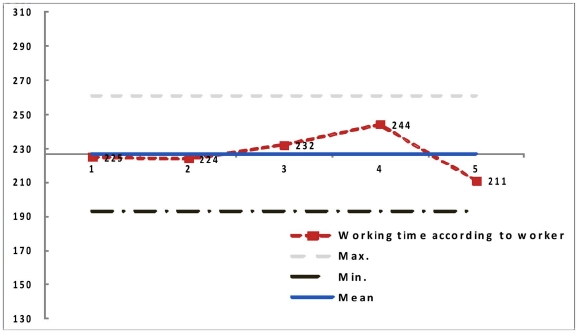
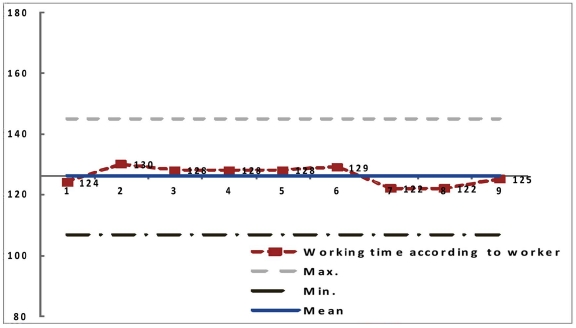
야구복 상의의 기본 디자인을 기준디자인으로 정하고, 기준 디자인을 표준 공정에 따라, 국내 30년 이상의 경력자로 본봉을 비롯한 특종을 모두 능숙하게 다룰 수 있는 숙련자 4인(본봉 및 특종 3인, 마무리 1인)에게 표준 공정에 따라 작업을 실시하도록 하고, 작업시간을 측정하여 표준 작업시간을 설정하였다.
Table 1에서와 같이 세부 공정단위로 작업시간을 측정한 결과, 공정별로 애로 공정의 경우 동일 공정에서도 최대 61% ~ - 22% 작업시간의 차이가 있으며, 단순공정에서는 약 ±10%
[Table 2.] Standard working hours of device according to baseball uniform jerseys standard process
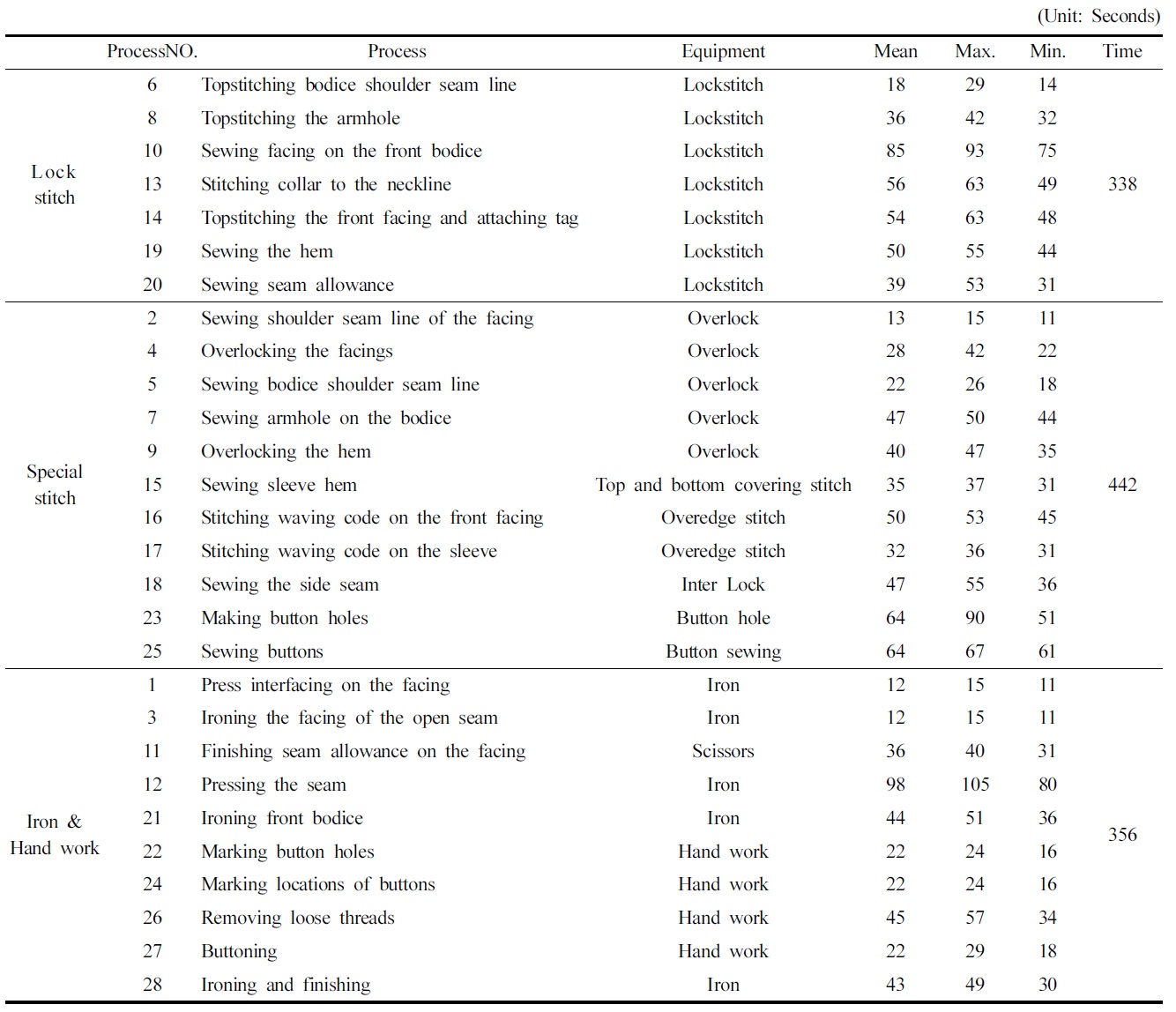
Standard working hours of device according to baseball uniform jerseys standard process
전후의 작업시간 차이를 보여, 맞춤형으로 작업할 경우 작업효율에 영향을 미치는 것으로 판단된다.
표준 작업시간 설정 결과는 다음과 같다.
야구복 상의 1벌의 총 작업시간: 1,136초
표준 작업시간 = 총 작업시간 + 여유시간 (총작업시간의 27%)
1,136초 + (1,136×27%) = 1,443초---- 최종 표준 작업시간/벌
최종 숙련자에 의한 작업결과, 기준디자인 야구복상의 한 벌을 제작하는데 여유시간(여유율 27%)을 포함한 표준 작업시간은 1,143초로 설정한다(Table 1).
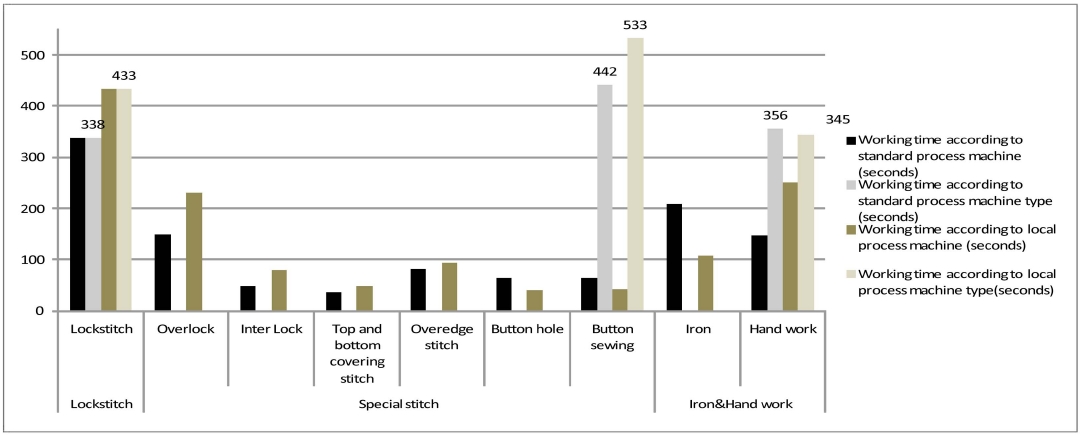
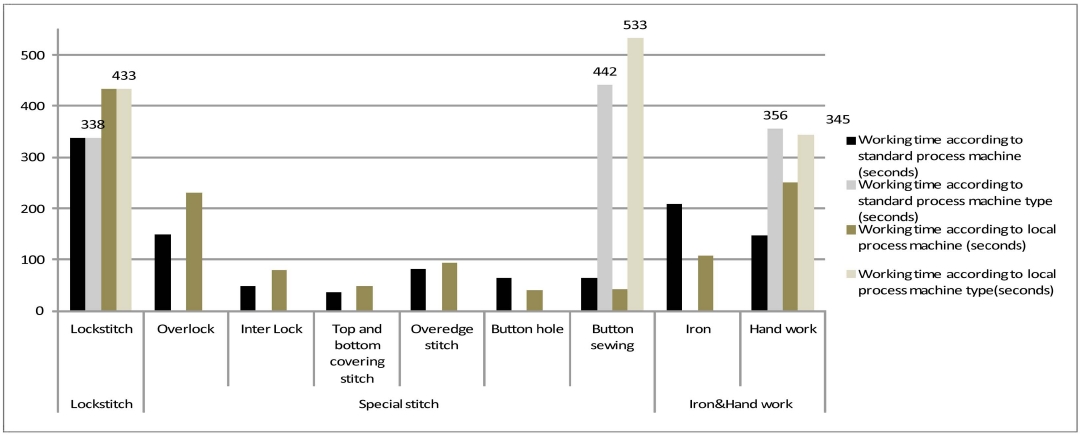
사용되는 기종의 종류는 크게 본봉과 6종류의 특수봉 및 다리미와 손작업으로 크게 3종류로 분류 된다. 본봉 기종의 작업시간은 338초, 특수봉 기종의 작업시간은 442초, 다리미와 손작업의 작업시간은 356초가 소요되어 분류된 기종별 작업시간은 기종별로 고르게 분포되어 있으며 공정수도 각각 7공정, 11공정, 10공정으로 고르게 분리되어 있다. 최소 기종의 준비 대수는 본봉, 오버록, 삼봉, 2본침, 인터록, 단추구멍 기기, 단추달이 기기, 다리미로 결정하였다(Table 2).
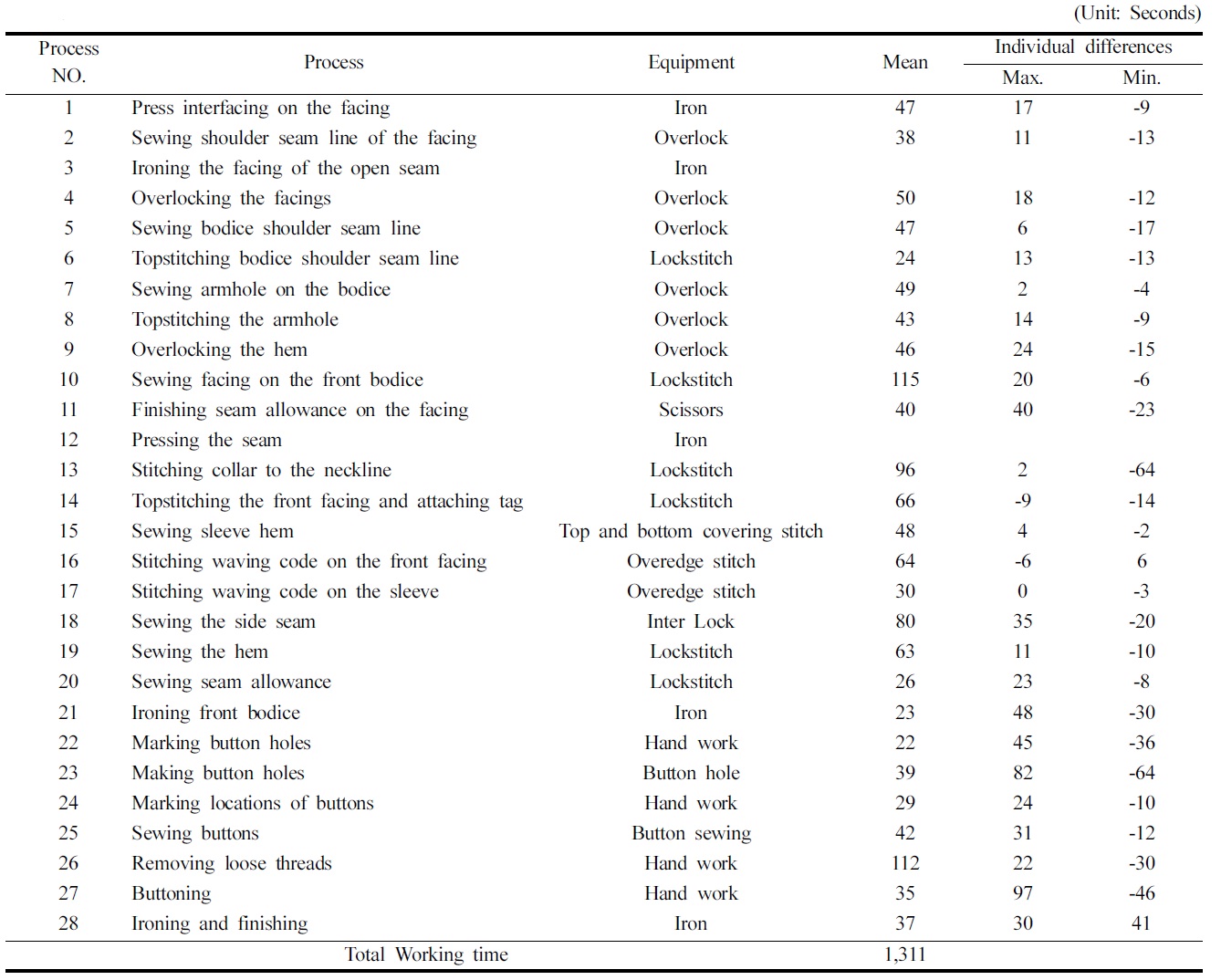
현재 생산을 담당하고 있는 중국 현지 공장의 생산관리 문제점을 도출하고, 표준 공정관리에서 발생할 수 있는 문제점을 예측하기 위하여, 약 1년 동안 생산을 담당하고 있는 중국 현지 공장의 작업자의 작업시간을 측정하고 분석하여 현지 공장의 생산 실태와 문제점을 파악 하였다.
표준 작업시간 설정 시와 동일 한 디자인과 소재로 동일한 표준 공정에 따라 작업을 실시하여 작업시간을 측정하였다. 작업자는 현지 공장에서 고용하고 있는 10년 이상의 경력자로 구성하였으며, 1년 동안 같은 작업을 실시하고 있어 작업내용에
[Table 3.] Chinese factory working hours according to baseball uniform jersey standard process
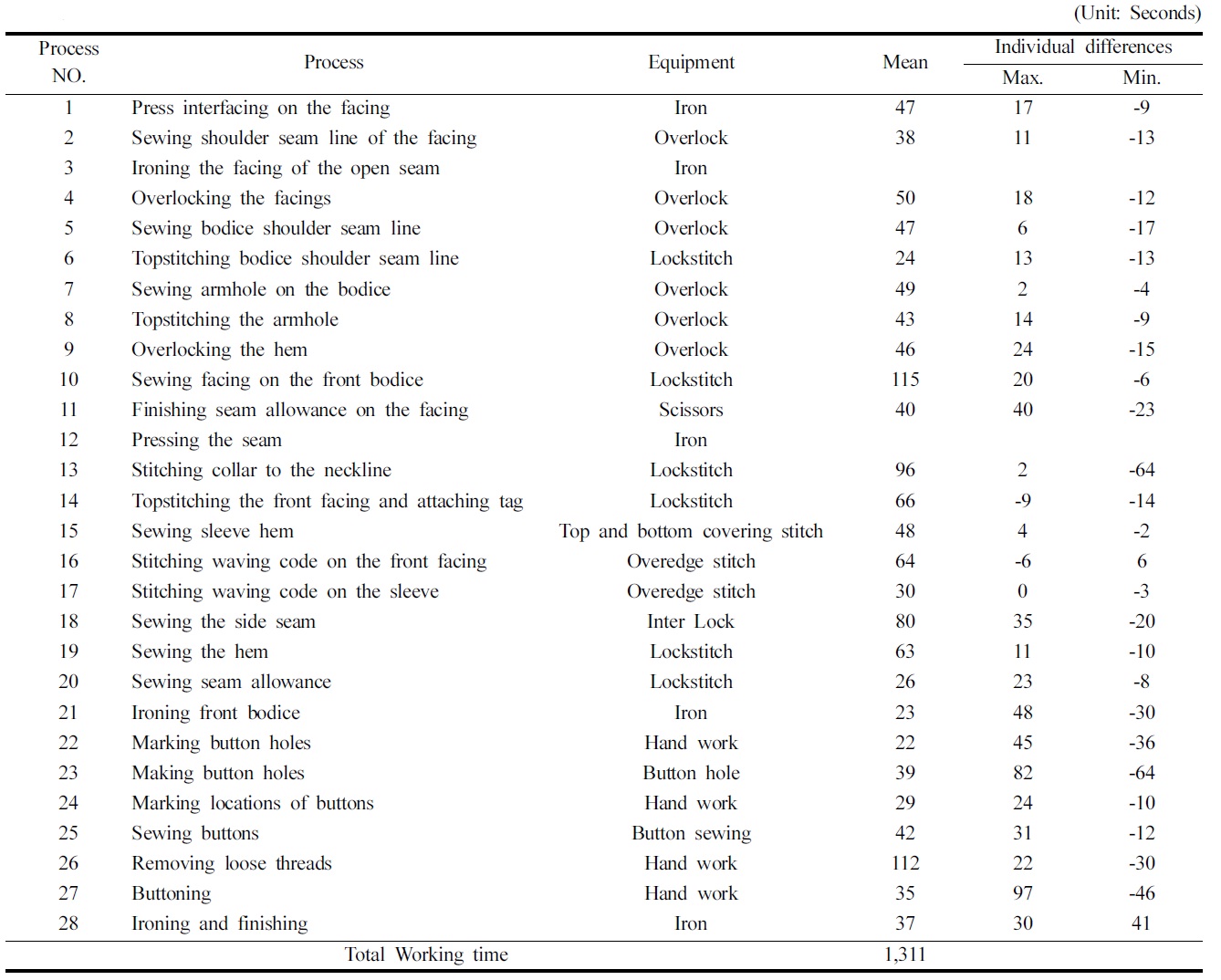
Chinese factory working hours according to baseball uniform jersey standard process
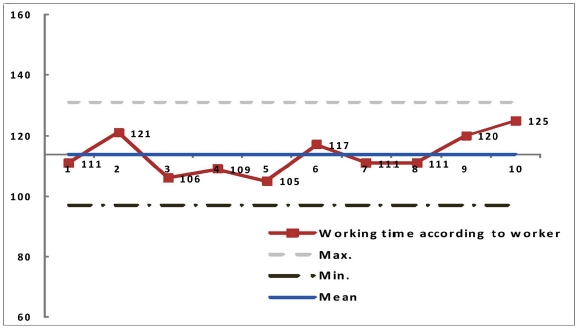
대해 충분히 숙지한 상태로 작업이 진행되도록 하였다. 그러나 현지 공장은 대량생산을 기준으로 짜인 직렬라인 방식의 레이아웃으로 배치되어 있어 기종간의 이동시간이 많아, 작업시간측정에서는 이동시간에 대한 결과는 배제하였다.
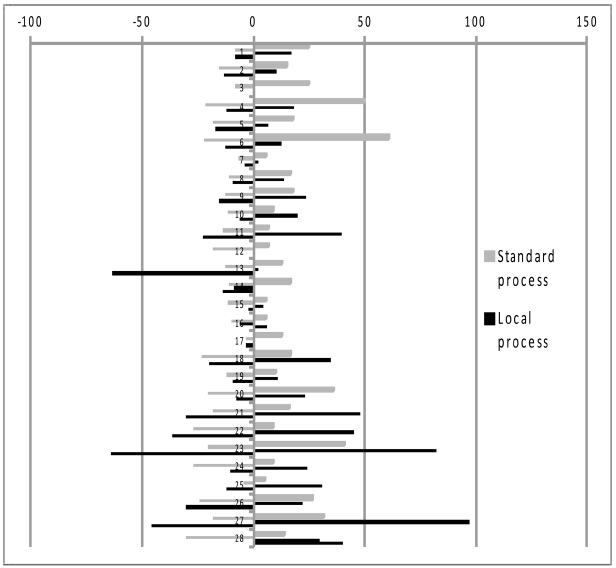
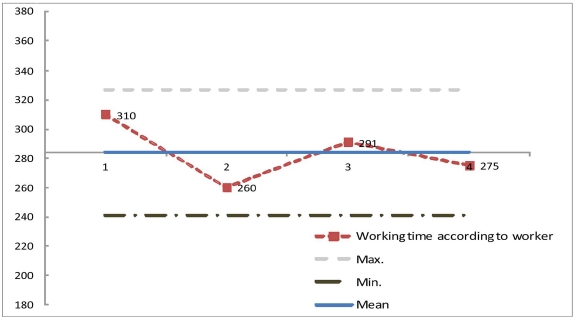
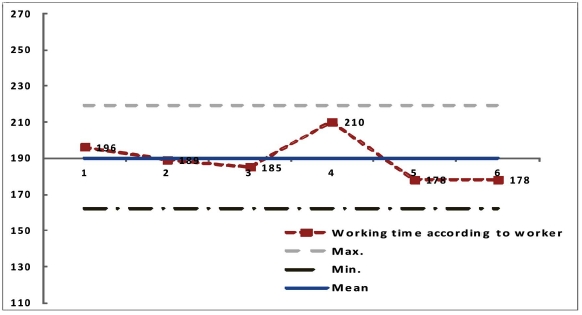
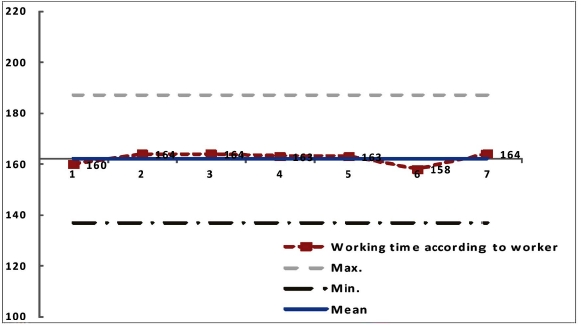
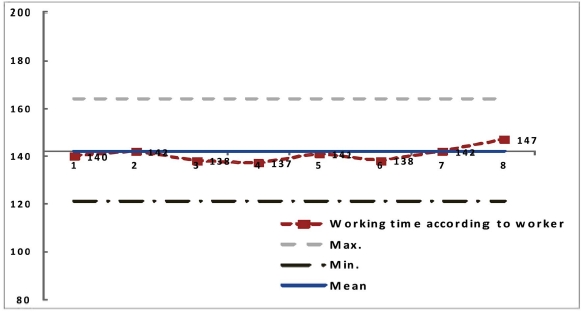
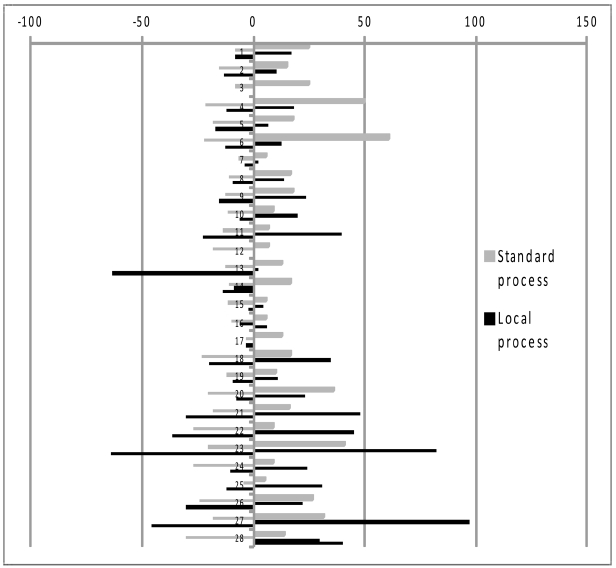
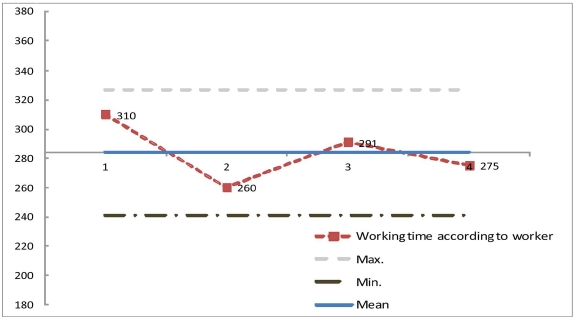
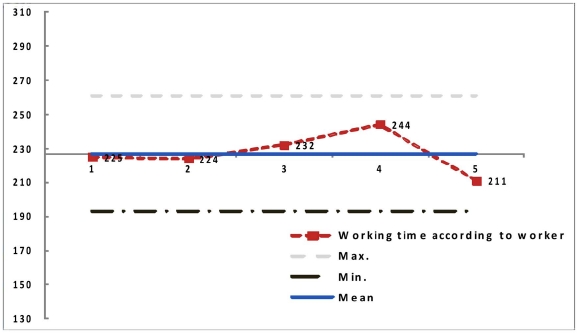
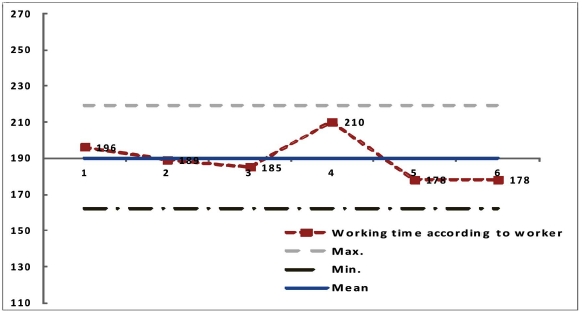
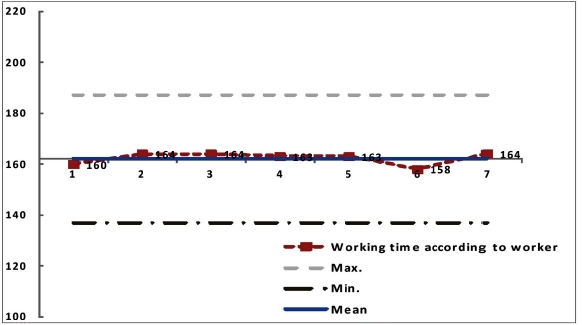
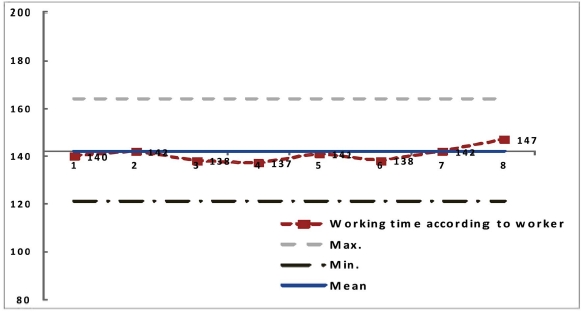
Table 3에서와 같이 세부 공정단위로 작업시간을 측정한 결과, 공정별로 애로 공정의 경우 동일 공정에서도 최대 97% ~-64% 작업시간의 차이가 있으며, 단순공정에서는 약 ±10% 이내의 작업시간 차이를 보여, 숙련자에 의한 표준 작업 시와 비교하면 애로 공정에서는 편차가 크나 단순공정에서는 동일한 작업의 경험이 많아 숙련자에 의한 작업 시간의 차이보다 작아 안정되어 있음을 알 수 있었다(Fig. 4).
현지 공장의 작업시간 결과는 다음과 같다.
야구복 상의 1벌의 총 작업시간: 1,311초
1,311초 + (1,324×27%) = 1,665초---- 현지 작업시간/벌
현지 작업자에 의한 작업결과, 기준디자인 야구복상의 한 벌을 제작하는데 여유시간(여유율 27%)을 포함 한 작업시간은 1,665초로 나타났다. 이는 표준 작업시간보다 약 15% 많은 작
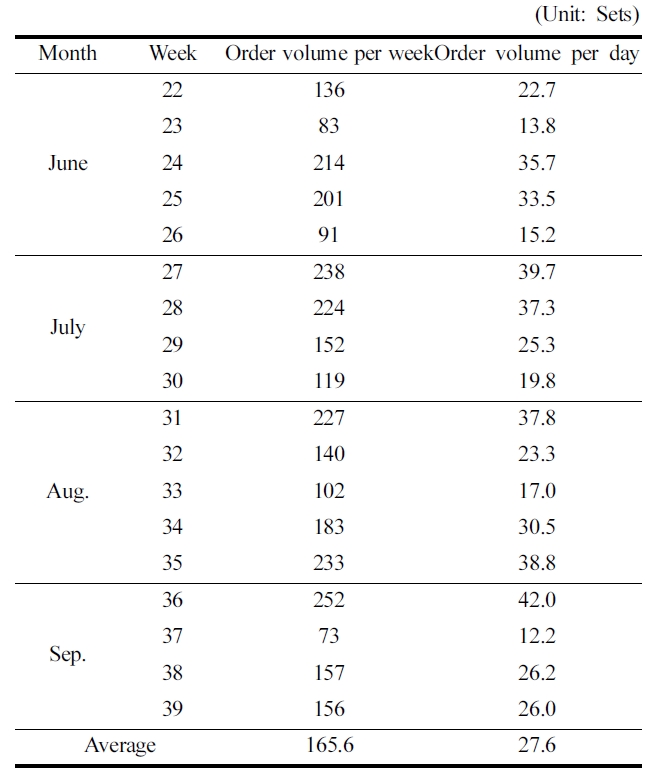
[Table 4.] Weekly order status of customized baseball uniform jerseys
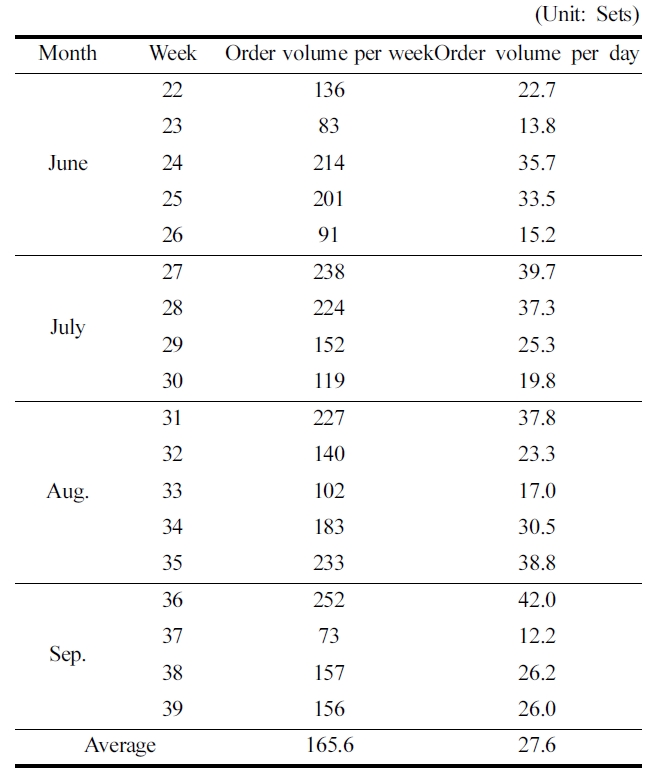
Weekly order status of customized baseball uniform jerseys
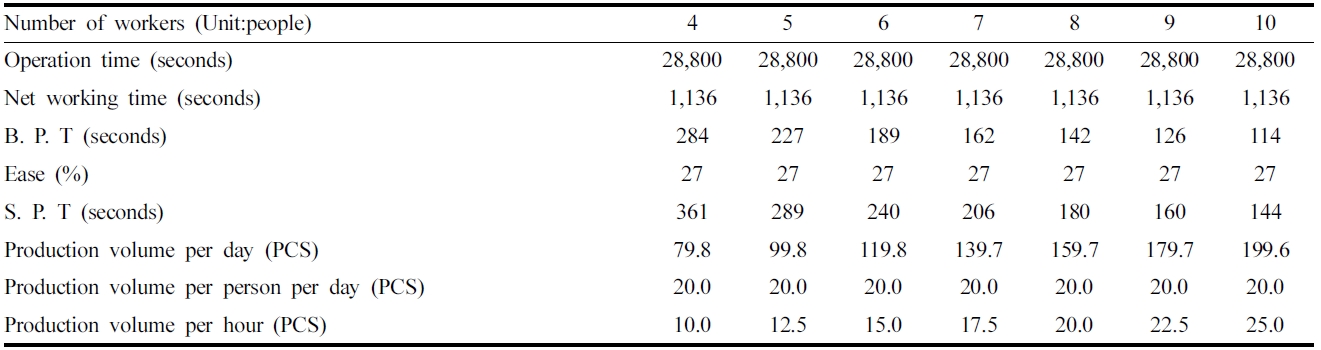
[Table 6.] Hourly production according to the number of workers
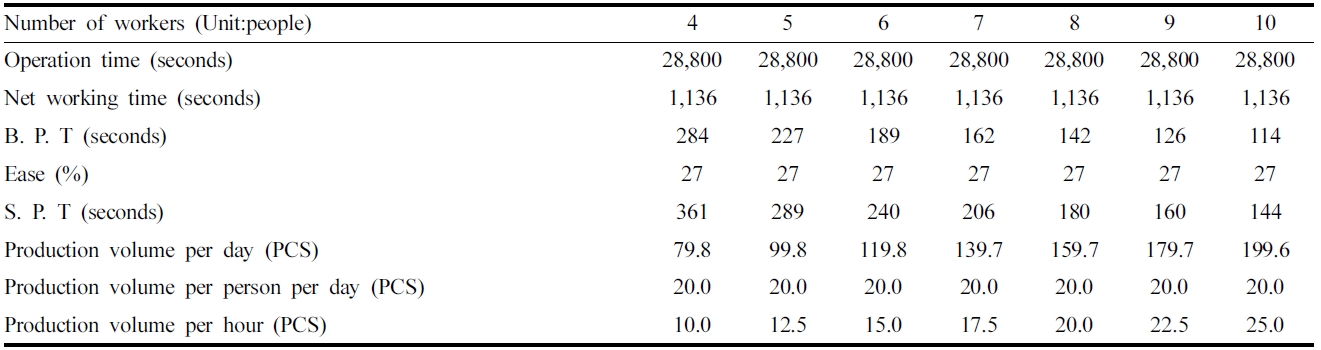
Hourly production according to the number of workers
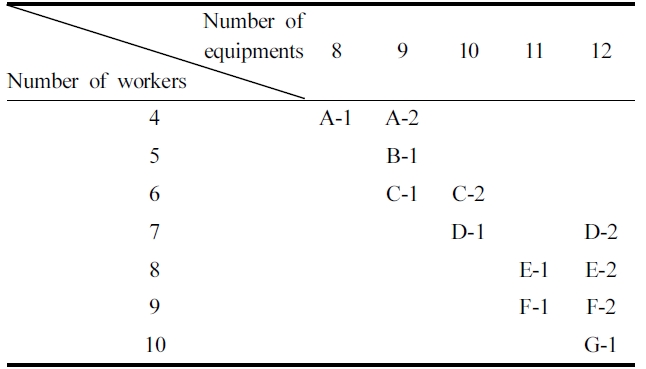
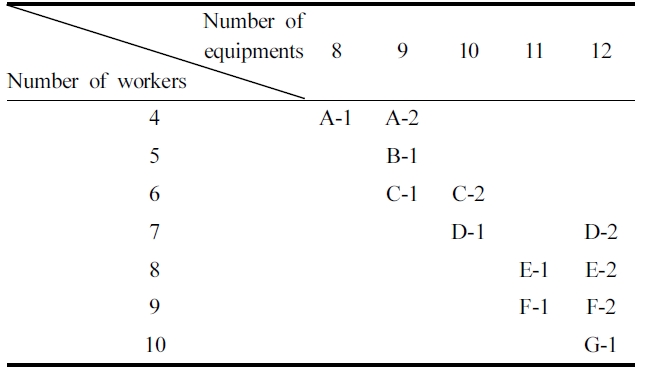
Types of multi-variable production management systems according to production management factors
업시간이 소요되어 개선이 필요함을 알 수 있었다. 또한 애로공정에서 동일 작업에서 작업시간의 차이가 많아 작업에 대한 숙련도가 있음에도 불구하고 능률적인 작업이 이루어지지 않고 있음을 알 수 있어, 작업내용 숙지 및 동작개선에 대한 기술지도가 필요함을 알 수 있었다(Table 3).
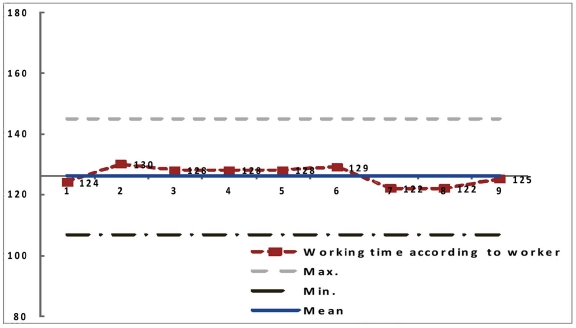
사용되는 기종의 종류에 따른 숙련자와 현지 공장의 차이는 본봉 기종의 작업시간이 433초로 숙련자보다 28% 작업시간이 증가 하였으며, 특수봉 기종의 작업시간은 533초로 숙련자보다 26% 작업시간이 증가 하였고, 다리미와 손작업의 작업시간은 345초가 소요되어 거의 동일하나, 맞춤복의 품질향상을 위해 표준공정에서 추가된 다리미 2공정을 고려한다면 숙련자보다 약 28%정도 증가되었음을 알 수 있다(Fig. 5).
맞춤형 야구복 영업을 시작하여 안정적 주문이 이루어진 2011년 6월~9월간의 주문량을 검토한 결과, 주단위로 평균 165.6벌을 주문하고 최대 252벌에서 최소 73벌을 주문하고 있어 주단위로 생산일정을 고려하더라도 안정적인 일생산량을 예측하기 어려운 실정이다(Table 4). 이는 맞춤형으로 이루어지는 제품에서 생산효율을 높이기 위해 가장 중요한 안정적인 주문량 확보가 어려워 생산효율을 높이기 위해 다양한 요소, 즉 주문량에 따라 작업자의 수와 사용기기의 수를 조정하여 세팅 가능한 다변형 생산관리 시스템이 필요하다는 것을 시사한다. 이에 본 연구개발에서는 맞춤형 야구복 상의의 효율적 생산관리를 위한 다변형 시스템 개발을 위한 요소로 작업자와 기기의 수를 변수로 한 새로운 시스템을 제안한다(Table 5).
제안하는 시스템의 종류는 총 12종류로 그 중 작업인원 대비 가장 효율이 높은 시스템은 4인 일 경우 A-2, 5인 일 경우 B-1, 6인일 경우 C-1. 7인일 경우 D-2, 8인 일 경우 E-2, 9인 일 경우 F-1, 10인일 경우 G-1으로 각 작업인원별 최적 공정으로 결정하였다. 이는 공장의 작업인원과 기기의 상태에 따라 최적 조건을 선택하여 작업한다면 효율을 높일 수 있으나, 기기의 고장과 결석인원이 발생하여 작업의 변경이 불가피한 경
우에도 효율을 고려하여 작업내용을 변경 할 수 있도록 각 변수에 따른 추가 선정 시스템을 개발하여 원활한 작업이 이루어지도록 하였다.
[Table 7.] Balance efficiency of optimal process arrangement line
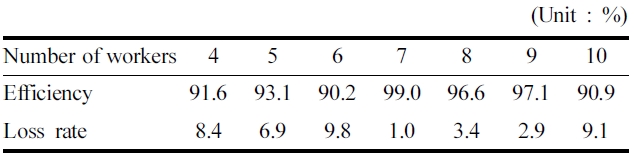
Balance efficiency of optimal process arrangement line
또한 작업인원 투입에 다른 시간당 생산량을 산출하기 위하여, 분업단위시간을 기준으로 작업인원에 따라 일당 생산량과 시간당 생산량을 예측하기 위하여, 여유시간을 포함한 표준 피치타임을 계산하였다. 그 결과 4인 일 경우 일당 79.8벌, 5인 일 경우 일당 99.8벌, 6인 일 경우 일당 119.8벌, 7인 일 경우 일당 139.7벌, 8인 일 경우 일당 159.7벌, 9인 일 경우 일당 179.7벌, 10인 일 경우 일당 199.6벌 으로 현재의 주문량보다는 월등히 많은 생산량을 보이고 있어, 일 단위 생산보다는 최소 인원으로 시간당 생산 가능한 시스템으로 운영되어야 할 것이다. 그러나 향후 주문량이 늘어나면 일단위로 운영 가능하도록 하였다(Table 6).
Table 6에 계산공식은 다음과 같다(Kim et al., 2010).
분업단위 시간(P.T: Pitch Time) : 작업자 1인의 분업할당시간으로 공정을 수행하는 속도
B. P. T.(Basic Pitch Time) = 총 실 작업시간 / 작업인원(편성인원)
S. P. T(Standard Pitch Time) = B. P. T. × (1+여유율)
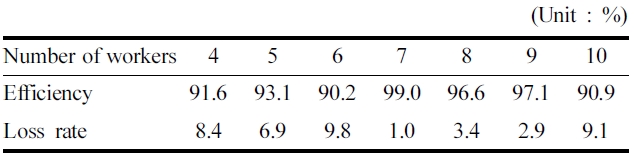
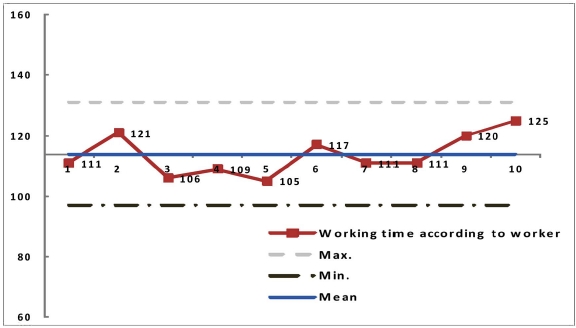
최적공정의 공정배치 라인밸런스 효율은 90% 이상으로 편성되었으며, 작업인원이 7인인 경우에는 99%에 달하고 있어 매우 높은 효율을 보이고 있어, 향후 주문량이 늘어날 경우 작 업인원을 7인으로 구성한다면 생산관리 효율을 높일 수 있을 것이다(Fig. 6~12, Table 7).
현재 현지공장의 생산실태조사 결과 야구복 상의 공정의 작업인원은 평균 10인 이상으로 구성되어 있으며 1일 약 12.2 ~ 42.0벌을 생산하고 있어, 많은 인원으로 고르지 못한 생산량을 나타내어 공정개선이 필요한 실정이다. 본 연구 결과를 적용한다면, 주문량의 차이에 따른 효율적인 인원배치 및 공정개선에 대한 문제점을 해결하고 향후 주문량이 늘어날 경우에도 신숙한 대응이 가능하게 될 것이다.
공정편성에 따라 최대 기기의 수 12대 및 손작업대 1대를 포함한 13개의 작업대를 배치한 레이아웃을 제시하였다(Fig. 13). 레이아웃은 다변형으로 변화하는 모든 공정에서 이동거리를 최소화 할 수 있도록 배치하여 구성하였다.
맞춤형 야구복상의의 생산성과 제품의 품질을 높이기 위하여, 다양한 생산관리 요소에 따라 효율적인 생산관리 시스템을 적용하여 즉각 대응이 가능한 맞춤형 야구복 상의의 생산 공정관리 다변형 시스템을 개발하고자, 기준 야구복 상의의 표준공정을 설정하고 숙련자와 현지 공장 작업자에게 동일한 기준 디자인의 5벌의 상의를 제작하도록 하여 작업시간을 측정하였다. 측정된 작업시간에 근거하여 작업인원, 기종의 수에 따라 시간당 생산관리가 가능한 다변형 공정관리 시스템을 개발하였다.
1. 생산관리 요소에 따라 다변형으로 선택하여 세팅 가능한 맞춤형 생산시스템 구성을 위해, 기준 야구복 상의 기본디자인인 오픈형 셋인 슬리브 야구복 상의의 봉제 순서에 따라 각 공정을 작업특성을 고려하여 공정을 세분화하여 총 28개 표준 공정으로 편성하였다.
2. 30년 이상의 숙련된 작업자가 표준 공정에 따라 작업한 작업시간을 측정한 결과를 분석하여, 1벌 당 작업시간을 1,136초/벌로 설정하고 여유율은 맞춤형 생산을 고려하여 27%로 설정하여 최종표준작업시간을 1,443초로 설정하였다.
3. 작업인원과 기기의 수를 고려한 총 12종류의 시스템을 개발하였다. 그 중 작업인원 대비 가장 효율이 높은 최적 생산관리 시스템은 A-2, B-1, C-1. D-2, E-2, F-1, G-1으로, 7인 편성의 경우 99%의 매우 높은 편성효율을 나타내었다. 작업인원과 기기의 수를 고려한 다양한 종류의 생산관리 시스템은 기기의 고장과 결석인원이 발생하여 작업의 변경이 불가피 한 경우를 대비한 예비 공정으로 제안 하여, 다양한 공장상황에 효율적인 신속 대응이 가능하도록 제안하였다.
이상의 연구 결과는 해외공장관리에서 인적관리의 문제점에 의해 발생되는 생산관리의 문제를 효율적으로 대처 할 수 있는 표준 생산 매뉴얼을 제공하여, 작업인원과 기종에 따라 변형 가능한 생산시스템을 제안하였다. 본 연구는 인적 관리 및 기종의 수에 따른 생산관리 요소를 고려한 생산시스템의 제안한 것으로, 향후 생산관리 요소 중 재료에 따른 시간 관리 및 품질관리, 가격에 의한 봉제방법의 다양화에 따른 시간 관리, 작업자의 경력에 따른 작업관리, 원부자재 관리에 대한 요소, 디자인 변경에 따른 시간관리 및 난이도 관리 등을 고려한 종합적 생산관리 시스템 개발에 대한 연구가 추가 된다면 현실적으로 발생하는 다양한 생산리스크에 대응 할 수 있는 완성도 높은 생산관리 시스템의 개발이 가능할 것이다.