In conventional photolithography using a photomask, various optical proximity corrections (OPCs) have been used to compensate for imaging errors such as edge placement and corner-rounding errors in order to achieve desired features in a pattern [1-9]. However, the use of a photomask is expensive and increases turnaround time. Maskless lithography involves the use of a digital micromirror device (DMD) as a virtual mask in place of a physical mask; this alternative method requires only binary data for the modulation of the light [10-16].
Nevertheless, a different method is required to utilize conventional OPCs in maskless lithography. OPCs in conventional photolithography generally target image errors in nanoscale patterns caused by diffraction and employ the mask shapes to compensate for these image errors [17, 18]. On the other hand, in DMD-based maskless lithography, OPCs target image distortions in each microscale beam projected by mirror devices and the dose distribution produced by an accumulation of projected beam images [19, 20]. This difference is the reason that our study focuses on controlling the modulation of the spatial light by using micromirrors in order to achieve desired features in a microscale pattern.
In this work, optical proximity corrections (OPCs) for DMD-based maskless lithography are proposed to compensate for the edge placement error (EPE) and the corner-rounding effect by a simulation and experimental approach, respectively. A model is derived for obtaining the dose distribution profile from the projected beams of micromirrors and for obtaining their resulting structure in the fabrication of a photoresist by analyzing the pattern writing scheme of a DMD-based maskless lithography system. Pre-compensation is numerically applied to the design intent prior to fabrication, which is obtained based on the model, reducing EPE. Moreover, by adding an assistant serif to the corners of a feature, referred to as the conventional optical proximity correction (OPC) method, and controlling light transmission by modulating a DMD, the corner-rounding effect is experimentally minimized. Redundancy, a new parameter defined as the number of writing times is derived from analyzing the pattern writing scheme of a DMD-based maskless lithography system, and applied to controlling light transmission. Compared to the traditional works [19, 20] which present only a feasibility study by a numerical simulation, the proposed method is based on a substrate scanning manner encouraging an attempt to a mass production, and the experiment using the industrial DMD-based maskless system confirms that this method is promising for minimizing a corner-rounding effect.
II. DMD-BASED MASKLESS LITHOGRAPHY SYSTEM
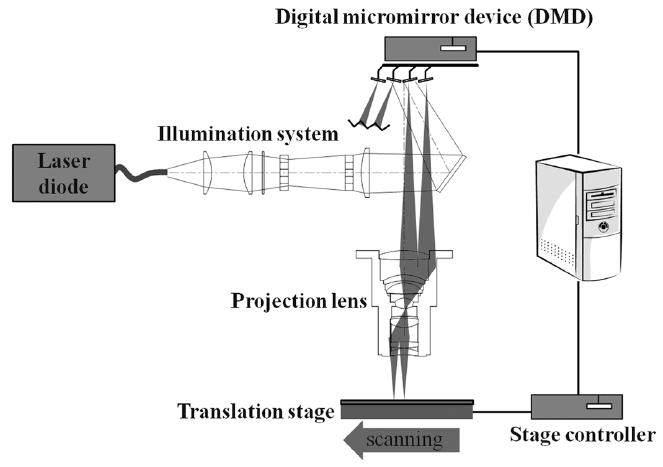
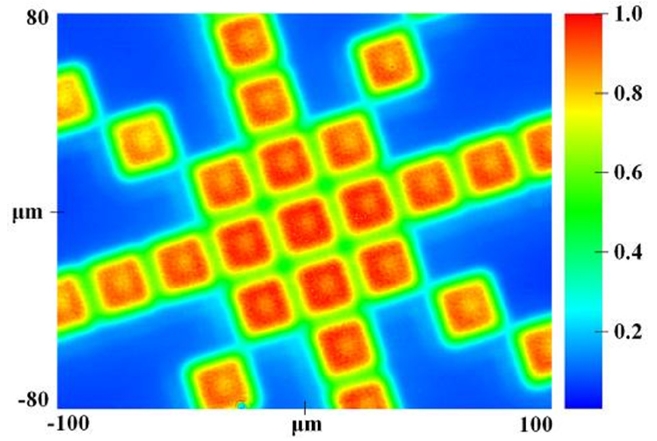
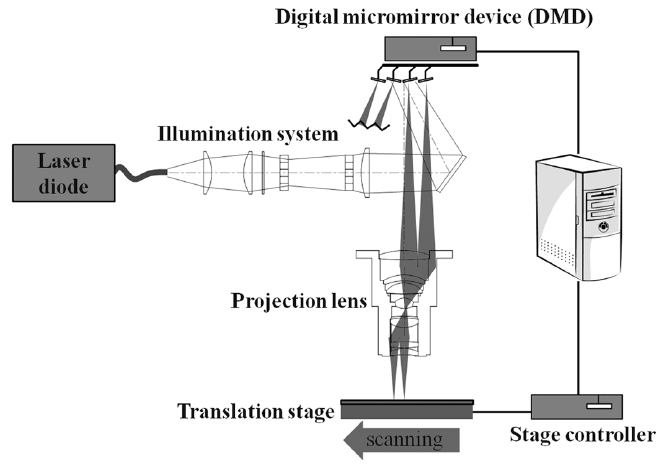
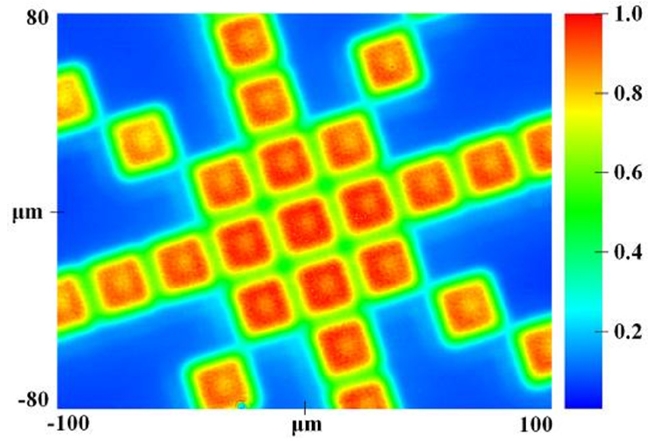
A schematic for DMD-based maskless lithography is shown in Figure 1. In the system for our experiments, UV light with a central wavelength of 405 ± 2 nm is delivered from a laser diode system (EPICO Co., Ltd.) with an optical power of 2.2 W along the optical fiber. An illuminating system (POMT Co.) with a maximum chief ray angle of 11.0°, containing a fly-eye and condenser lens, achieves a light uniformity of over 97% on the surface of a micromirror array. A Texas Instruments DMDTM with a 1024 × 768 array of 13.68 μm wide micromirrors is used as a light modulator instead of a photomask. The individual micromirrors selectively reflect UV light collected by the illumination system towards the projection lens. A 1.8 × projection lens (POMT Co.) with an objective numerical aperture of 0.1 produces an aerial image of the micromirrors with a size of 25 μm each on the surface of the photoresistcoated substrate; this aerial image is shown in Figure 2.
For each beam, the intensity does not have a box profile with a sharp edge but rather a flat top decay edge, i.e., with a flat top and with edges decreasing to form rounded corners. The beam profile is difficult to quantify and is often variable on a case-by-case basis, depending on the setup and system component performance. For this reason, the beam
profile on the photoresist surface is generally assumed to be a light spot [21, 22], which is applied to the simulation for compensating EPE.; hence, the intensity can be expressed as a Gaussian distribution using the first-order approximation of the point spread function [23]:

where
III. PROCESS MODEL FOR OBTAINING THE PROFILE OF PHOTORESIST STRUCTURE
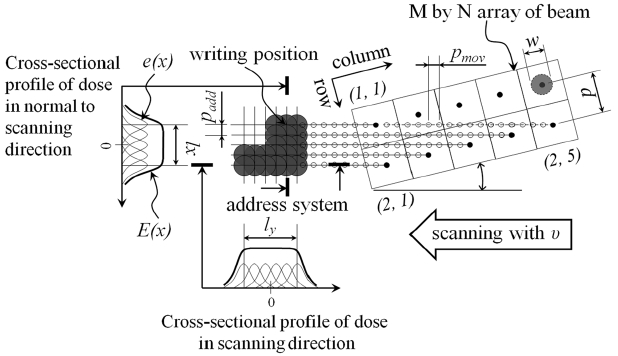
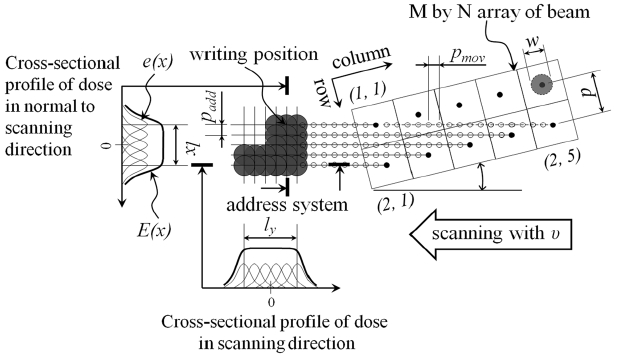
The M × N array of a beam produced by a DMD is imaged onto the surface of the photoresist. The feature contour of the desired pattern is required to be filled by overlay writing using the beams from the DMD. Improvement of the address resolution by setting a high writing density can enhance the lithographic resolution. In order to make this resolution improvement possible, a photoresist-coated substrate is scanned with a constant velocity (
address lines of the three beam elements to (2, 2), (2, 3), and (2, 4). Therefore, the minimal distance between each address line on the surface of the photoresist, defined as the address pitch (

The moving pitch (
In this address system, the writing position within the contour of the desired feature, shown in Figure 3, is repeatedly written by periodic beam elements, placed at the writing period (

Redundancy is a key parameter to control light transmission to parts of a feature, and it is determined to be an experimental variable for compensating the corner-rounding effect. Because in a DMD-based maskless lithography system the light transmission is determined by the number of writing times at one position, even though in conventional photolithography it was achieved using gray photomasks.
As shown in the cross-sectional profile at normal to the scanning direction in Figure 3, doses [
where
In general, the profile of photoresist material, for either positive or negative development processes, can be expressed as a function of dose transferred to a photoresist [24]. For a positive photoresist, the threshold dose (

where

Strictly the precise profile of the photoresist may not be obtained from Eq. (6). Since the resist model given by equation (6) makes the simple assumption that all resist development occurs vertically. This is not the case, because development proceeds vertically in a clear region, then changes to a horizontal development as it approaches the feature edge. Nevertheless the significance of this work is on the procedure of OPC for a DMD-based maskless system rather than on the accuracy of predictions.
IV. RESULT OF SIMULATION AND EXPERIMENT
4.1. Edge Placement Error Correction
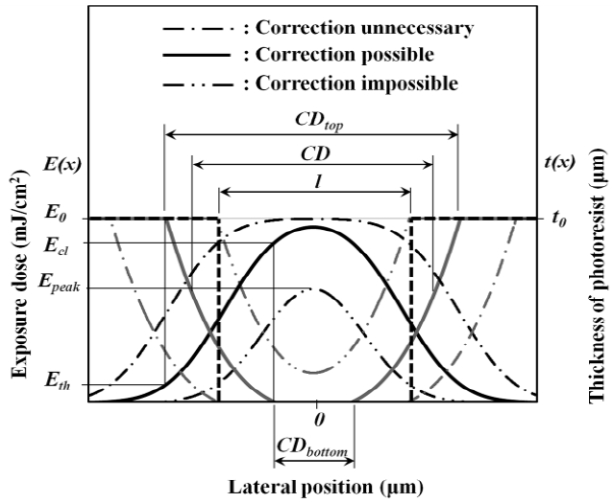
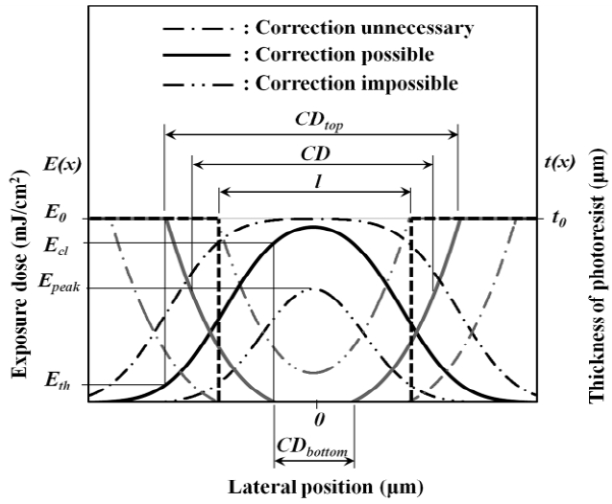
The critical dimension (CD) of the resultant photoresist is assumed to have an average value of

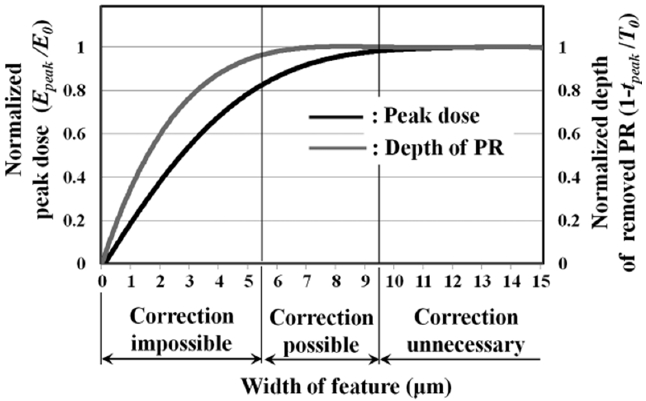
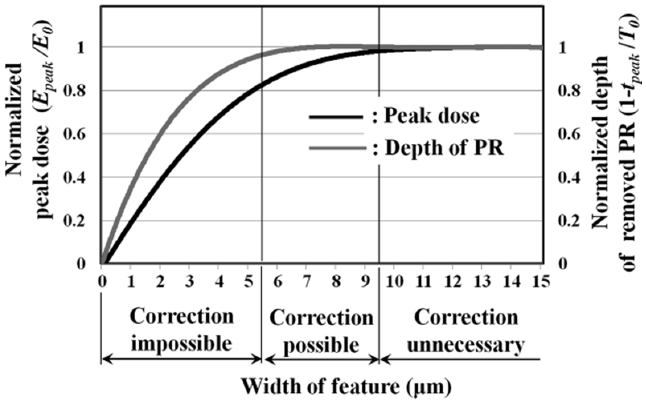
The normalized peak dose and depth of the removed photoresist become saturated with increasing design width. In this condition, the CD of the resultant photoresist profile is equal to the desired width, rendering any correction unnecessary. However, with decreasing design width, the normalized peak depth becomes smaller than unity, which
implies that a photoresist structure with CD equal to the design width is not possible. This displacement error can be corrected using either width or dose pre-compensation, that is, by increasing the design width or the saturation dose in advance, respectively. Nevertheless, there are limitations to pre-compensation corrections. For instance, either the range of design widths leading to a structure has a very small peak depth to reach the surface of the substrate or the CD does not reach the desired design width.
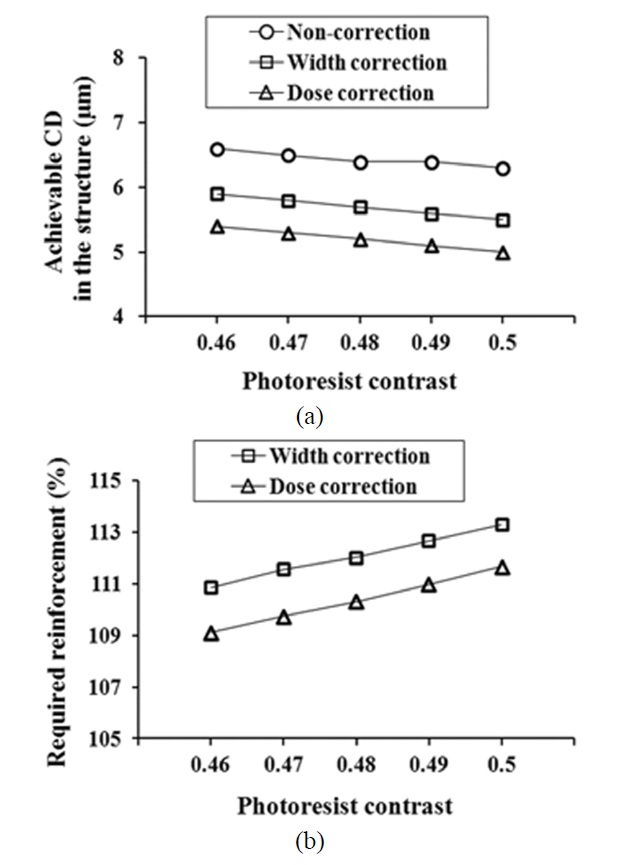
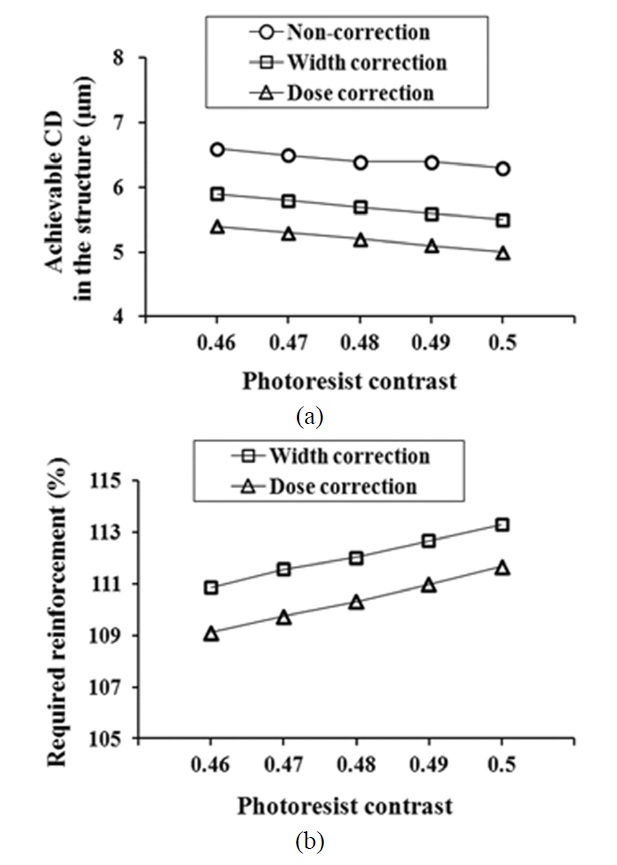
Simulations for reducing the EPE of a feature within the range of possible corrections are conducted under the following conditions. The contrast (
In Figure 7(a), the plot of the achievable CD of the resultant photoresist structure versus contrast is shown for the cases without any correction, with width correction, and with dose correction. Further, the plot of the required width and dose reinforcements versus contrast is shown in Figure 7(b). The achievable CD decreases with increasing photoresist contrast, thereby realizing a high lithographic resolution. Further, less reinforcement is required for dose correction as compared to that for width correction.
4.2. Corner Rounding Correction
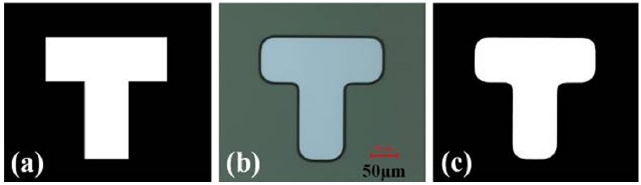
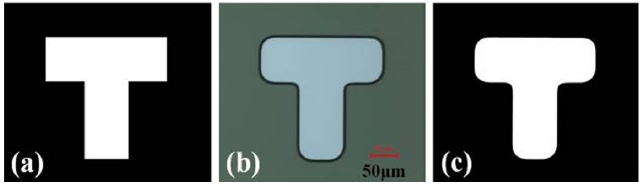
As in conventional lithography using a photomask, corners of a sharp design feature (Figure 8(a)) are rounded in resultant structures in maskless lithography, as shown in Figure 8(b). Conventional OPC methods are rule based [5, 6] or model based [7, 8] for the pre-compensation of design features and are useful references for correcting corner-rounding in DMD-based maskless lithography. In the present work, we added an assistant serif with a square shape to the corner of the feature and modulated the dose at this serif for minimizing corner-rounding.
For experiments,
4.2.1. Adding Assistant Serif
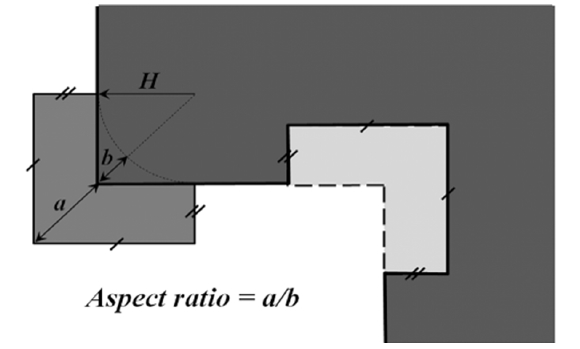
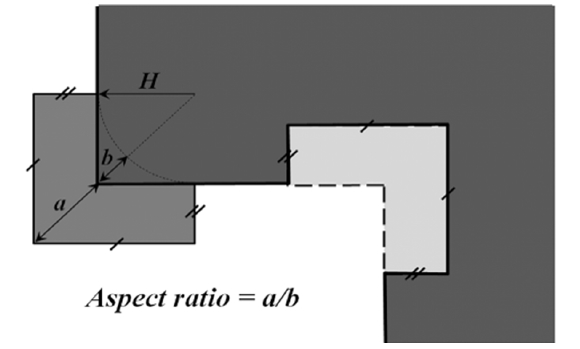
The assistant serif was expected to increase the dose at the convex corners and decrease it at concave corners, as shown in Figure 9. We assume that the geometry of the serif is defined by two factors: the serif length (
and the binarization image,

where
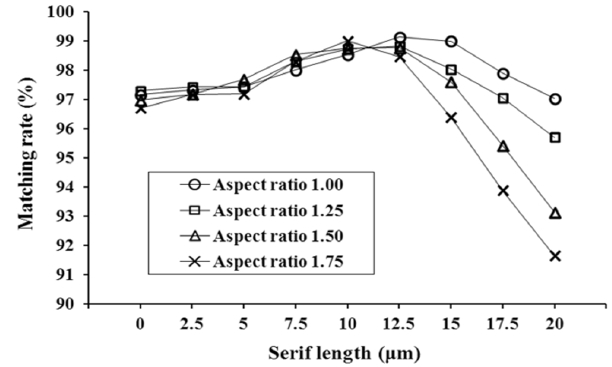
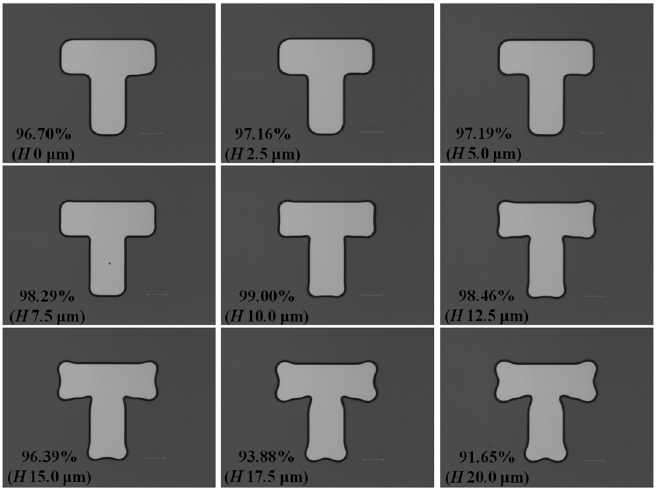
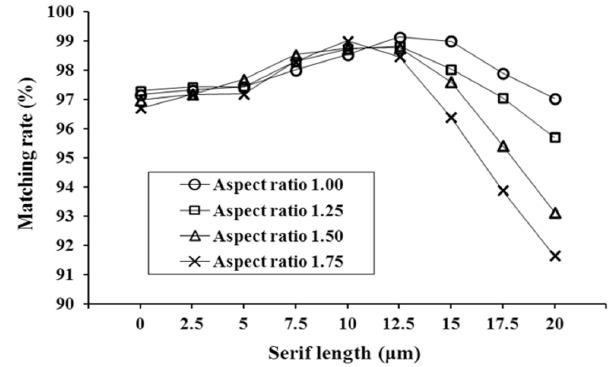
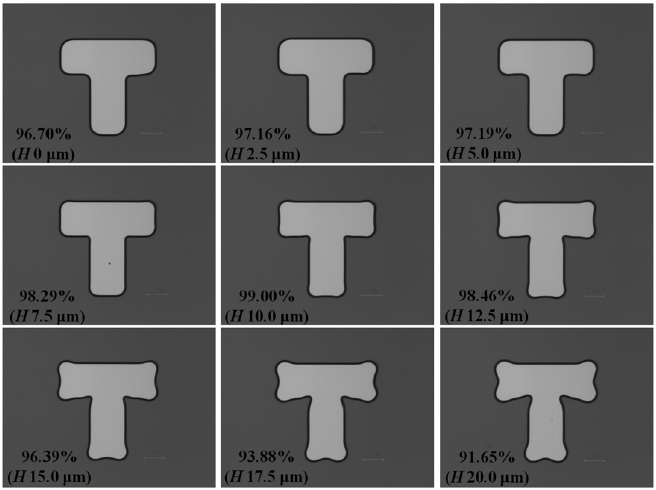
The matching rate for a T-shape feature [Figure 8(a)] along the serif length with a difference aspect ratio is shown in Figure 10. The maximum matching rate is 99.14% with a serif length of 12.5 μm and an aspect ratio of 1.00. Matching rates of 98.82%, 98.76%, and 99.00% were found with aspect ratios of 1.25, 1.5, and 1.75, respectively, and serif lengths of 12.5, 12.5, and 10.0 μm, respectively. It was found that the matching rate gradually increased with increasing serif length and sharply decreased above a maximum matching rate. For the serif with an aspect ratio of 1.75, the resulting images with increasing serif length are shown in Figure 11. The matching rate for features with a serif length (
With increasing serif length, the matching rate increases and the rounding of the corner gradually disappears. In this way, the image of the resultant feature is more similar to the design [Figure 8(a)]. Finally, at a serif length of 10.0 μm, the matching rate becomes 99.00% and the shape of the resultant feature is most similar to that of the design feature. Further increase in the serif length results in a sharp decrease in the matching rate, owing to the side effects of excessive pre-compensation.
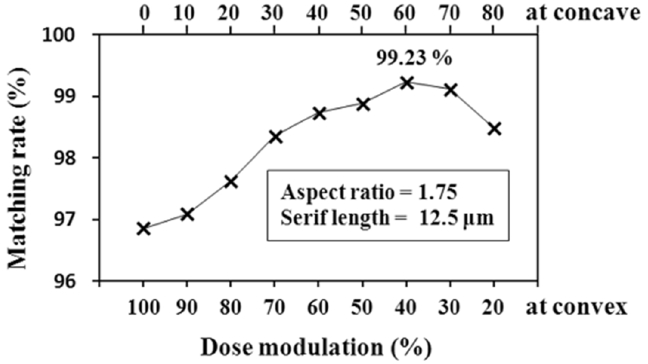
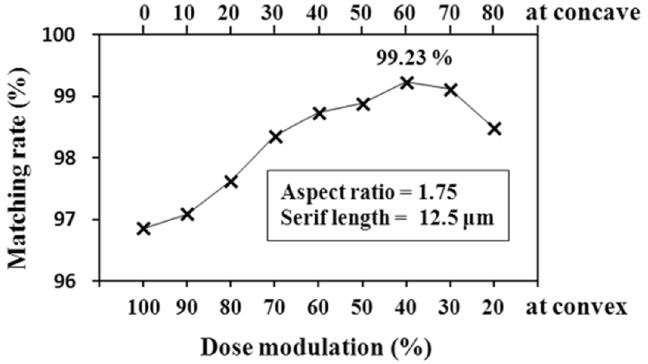
4.2.2. Modulating Dose onto the Serif
In conventional photolithography, an OPC method has been used to control light transmission to parts of a feature using gray photomasks [9]. For maskless photolithography, dose modulation is proposed as a digital correction method. As described previously, DMD-based maskless lithography involves writing a beam
Two approaches were used for resolution enhancement, to correct the EPE and corner-rounding error. For simulation of the lithography process to reducing the EPE, we used a dose and structure model, which was derived by approximating the intensity of the beam to the Gaussian distribution, as was done in previous studies. In spite of the approximation, our confirmation that the EPE can be reduced to enable improvement of the CD is reasonable, because the beam intensity distribution decays exponentially. The reduction of corner-rounding was achieved experimentally.
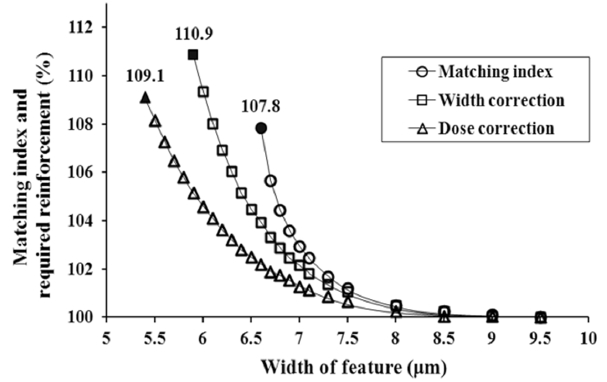
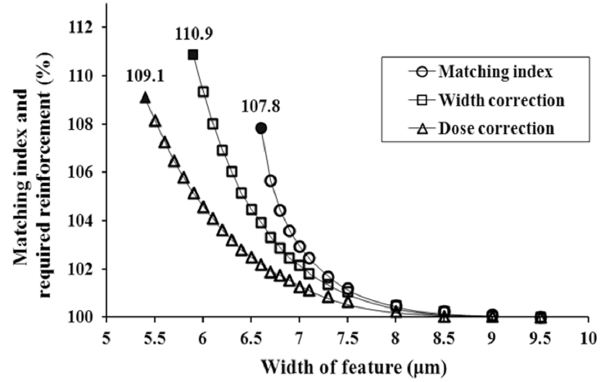
We derived a theoretical model for obtaining the dose distribution using DMD-based modulation on the surface of a photoresist and for obtaining the resulting profile of the fabricated photoresist structure. Using model simulations, we confirmed that EPE corrections are classified into three categories: those where correction is unnecessary, those where correction is possible, and those where correction is not helpful in achieving the design width. In the case where corrections were possible, the EPE was clearly reduced using pre-compensation of either the design width or the dose. This pre-compensation of the design width and dose improved the lithographic resolution from 6.6 μm to 5.9 μm and 5.4 μm, respectively. For minimizing corner-rounding, an assistant serif was added to the corners of a feature and the light transmission was controlled by modulating a DMD as a digital correction, thereby improving the shape matching rate between a resultant feature and the desired design from 96.7% to 99.23%.
In this paper, we focused on enhancing an isolated feature in a lithographic pattern. The spatial spread of intensity causes overlap between neighboring features owing to imperfections in the optical imaging system. In turn, this overlap leads to an additional shift in edge placement and corner deformation in the resultant photoresist. Resolution enhancements for closely spaced features will be investigated in a future study.