In order to develop a high voltage insulation material, epoxy/micro-silica composites (EMC) and epoxy/micro-silica/ nano-silica composites (EMNC) with three different particle sizes in μm and one particle size in nm were prepared and their tensile and flexural tests were carried out and the data was estimated by Weibull statistical analysis. The tensile strength of the neat epoxy was 82.8 MPa and those of the EMCs were larger than that of the neat epoxy, and they were much more advanced by the addition of 10 nm sized nano-silica to the EMCs. Flexural strength showed the same tendency of the tensile strength. As the micro-particle size decreased, tensile and flexural strength increased.
Epoxy resins are well-known materials in the field of insulation systems for heavy electric equipments such as mold-type transformers, current transformers (CT), potential transformers (PT), metering out-fit (MOF), gas switching gears [1-3], and so on, because they demonstrate good mechanical and thermal properties as well as excellent electrical properties. In order to improve the insulation properties, various kinds of inorganic fillers such as silica (SiO2) [4], alumina (Al2O3) [5], mica [6], aluminum nitride (AlN) [7], titanium dioxide (TiO2) [8], etc. have been widely used for conventional polymer composites in order to apply them to insulation materials. In particular, epoxy composite systems with micro-sized silica particles are the most well-known. For example, the tensile, flexural, and compression strength of the 3 phase PT/CT up to 750 kVA/36 kV class should be 75 MPa, 130 MPa, and 170 MPa, respectively, and its insulation breakdown strength should be 20 kV/mm. Its thermal expansion coefficient between 25~55℃ should be 34×10-6 K-1, and these values are achieved by adding 34~66 wt% micro-silica to the epoxy matrix.
As a micro-silica was incorporated into an epoxy matrix, dimensional stability, mechanical and thermal properties of the neat epoxy system were improved during its manufacturing process or service life. Especially, 65-80 wt% of micro-silica should be loaded to an epoxy matrix in order to achieve the same low level for thermal expansion as that of copper or aluminum parts avoiding the exfoliating between the epoxy casting part and the metallic parts. This is because many electric apparatus’ are generally operated at 40~60℃ and they are exposed to various heat cycles in regards to outside environmental temperature [9]. In addition, the micro-silica can also enhance the electrical and thermal properties, hydrothermal ageing and UV resistance of an epoxy matrix during the manufacturing process or their service lives.
In this paper, three different silica sizes in μm and one particle size in nm were incorporated into the epoxy matrix and their tensile and flexural strength was studied. Micro-silica content was 65 wt% and nano-silica content was 1 phr, where phr meant one part per one hundred epoxy oligomer.
A commercial DGEBA (diglycidyl ether of bisphenol A) type epoxy resin whose trade name was YD 128 (Kukdo Chem. Co. Korea) was used. The epoxy equivalent weight (EEW) was 184~190 g/eq and the viscosity was 11,500-13,500 cps at 25℃. The curing agent was Me-THPA (3- or 4-methyl-1,2,3,6-tetrahydrophthalic anhydride) whose grade name was HN-2200 (Hitachi Chem. Co., Japan). It is widely used in the field of electrical insulation. A tertiary amine type accelerator was BDMA (benzyl-dimethyl amine, Kukdo Chem. Co. Korea). Micro-silicas with three different particle sizes in 2, 12 and 20 μm were used. The first one was purchased from Kosem co. (Korea) in the product name of CA0020 and the last two were purchased from Sibelco (Belgium) in the product names of CA-0140 and M-10. Nano-silica in 10 nm was purchased from nanostructured & amorphous materials inc. All were dried at 110℃ for 24 hr in a vacuum oven and stored in a desiccator before use.
To prepare EMCs, DGEBA (100 g) and micro-silica (334 g) were well-mixed with a high-speed agitator at 5,000 rpm for 30 min, and then THPA (80 g) and BDMA (0.9 g) were added and mixed for 5 min. The weight % of the micro-silica was 65 wt%. The mixture was poured into a mold and degassed in a vacuum oven. Afterwards it was cured at 120℃ for 2 h and continually postcured at 150℃ for 2 h.
In order to prepare EMNCs, epoxy base resin (DGEBA, 30 g) and nano-silica (1.0 g) were well-mixed in a bottle with a highspeed agitator at 5,000 rpm for 30 min. On the other hand, DGEBA (70 g) and micro-silica (334 g) in another bottle were well-mixed with a high-speed agitator at 5,000 rpm for 30 min, and then the first mixture was added to the second bottle at 5,000 rpm for 30 min. Then, THPA (80 g) and BDMA (0.9 g) were mixed for 5 min and cured at the same condition of EMNCs preparation. The weight % of the micro-silica was 65 wt% and the nanosilica content was 1 phr.
Tensile and flexural tests were carried out by a universal testing machine (SHM-C-500, Shamhan Tech, Korea). Specimens for the tensile test were prepared under the recommendation of JIS B7502 and they were tested at a crosshead speed of 10 mm/min at 23℃ and 50% relative humidity. Specimens for the flexural test were prepared by the three point bending method with the recommendation of JIS B7507 at a size of 70×10×4 mm. The span length was 50 mm and the crosshead speed was 10 mm/min at the same temperature and humidity in the tensile test.
The fracture surface of the EMCs after tensile testing was observed by field emission scanning electron microscopy (FE-SEM, JMS-6701F, JEOL) at an acceleration voltage of 10 kV.
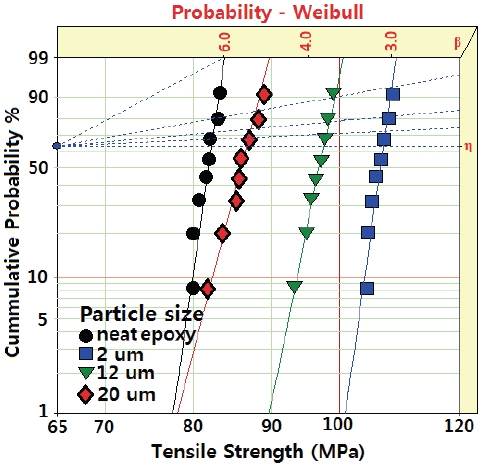
Figure 1 demonstrates Weibull statistical analyses of tensile strength for neat epoxy and EMCs, and the parameters such as shape and scale parameters and the B10 value were obtained from the Weibull plots. Here, the shape parameter could be obtained from the slope meaning the data distribution, and the scale parameter represented the tensile strength by which 63.2% of the cumulative probability was expected to fail. The B10 value referred to the tensile strength at which 10% would fail (90% would survive) under a given stress. The statistical analysis showed that the scale parameter of the neat epoxy was 82.8 MPa with the shape parameter of 29.9, and that of the EMC-20 μm was 87.2 MPa with the shape parameter of 17.6. As was expected, tensile strength increased with decreasing micro-particle size, and the largest scale parameter of the EMC-2 μm was 107.5 MPa. When a micro-silica was added to an epoxy matrix, the microsilica could anchor the epoxy chains by the hydrogen bonding between silanol groups on the silica surface and hydroxyl groups in the epoxy matrix so that the mobility of the epoxy chains became disturbed, thus increasing the tensile strength. The Weibull
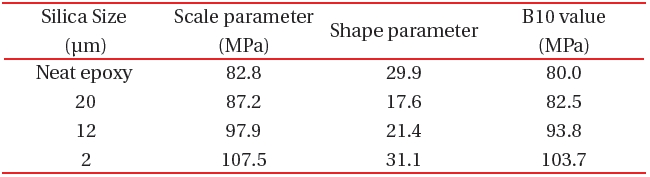
[Table 1.] Weibull parameters for tensile strength in EMCs obtained from Fig. 1.
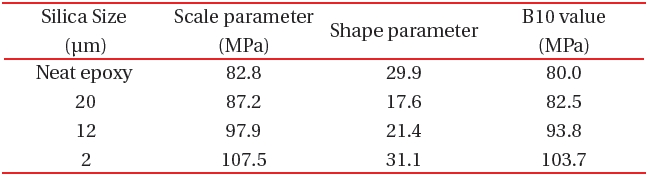
Weibull parameters for tensile strength in EMCs obtained from Fig. 1.
parameters obtained from Fig. 1 were listed on Table 1.
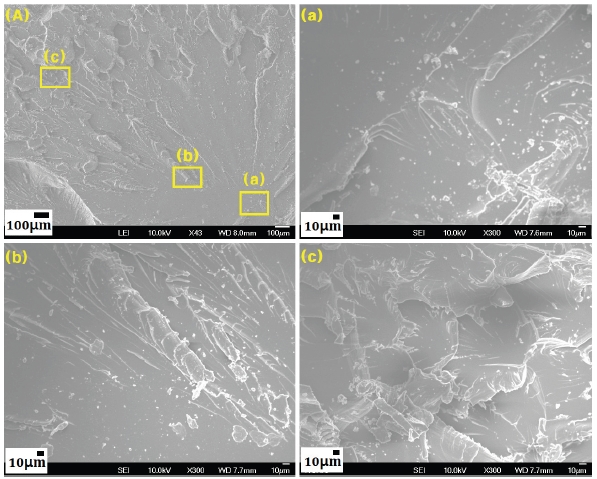
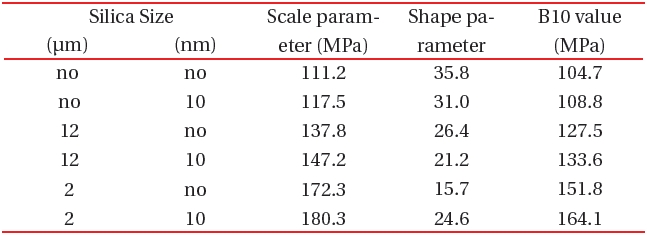
Microscopically, fracture surface of the neat epoxy system after the tensile test was shown in Fig. 2(A).The fracture was initiated from the mirror zone (Fig. 2(a)) surrounded by a fast crack zone (Fig. 2(b)) and then the rough fracture zone (Fig. 2(c)) was shown. This morphology was the typical unstable and brittle fracture [10]. The roughness of the surface was mainly caused by the generation of new crack fronts ahead of the primary crack and the interconnection of these new cracks on the different fracture planes. As external stress was given to the system, the
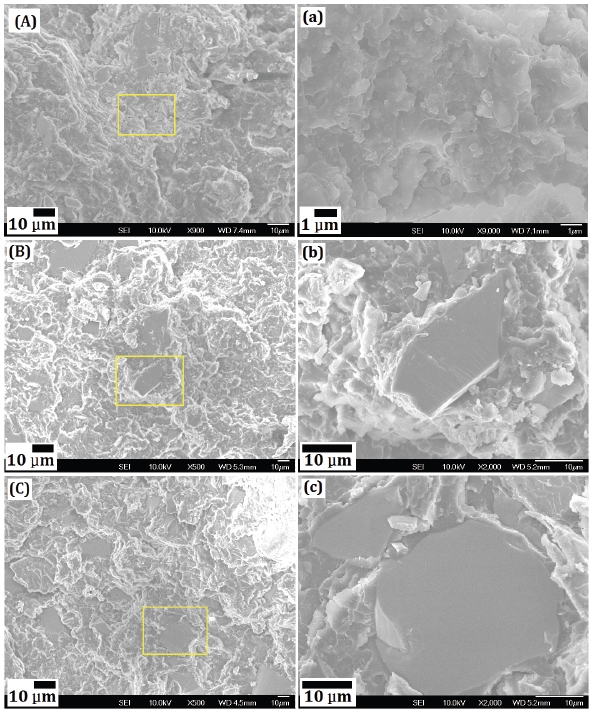
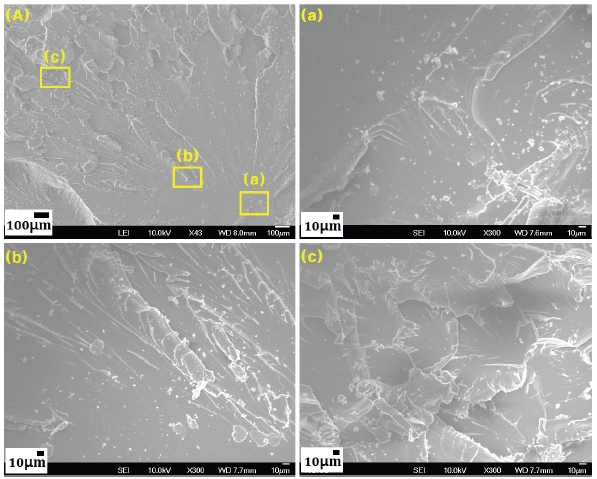
high internal stress generated ahead of the primary crack caused new cracks and cracks propagated rapidly. When micro-silica was added, internal stress was concentrated on the interface between the epoxy matrix and silica, therefore crack was generated from the interface easily. As the particle size increased, the internal stress on the interface increased so that the tensile fracture easily occurred, and it was confirmed by SEM observation as shown in Fig. 3. As the size of the micro-silica became larger, the interface gap became larger, therefore the micro-crack was easily initiated from the gap.
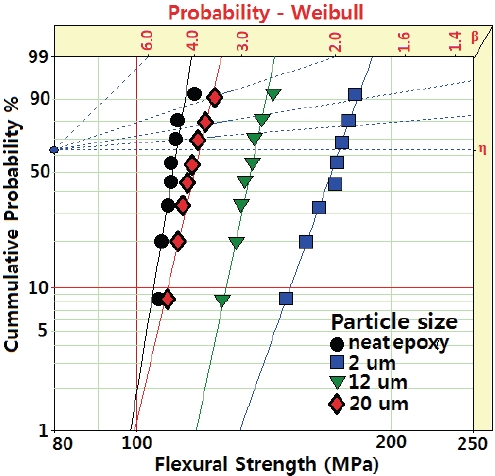
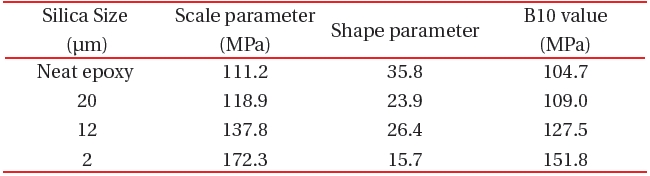
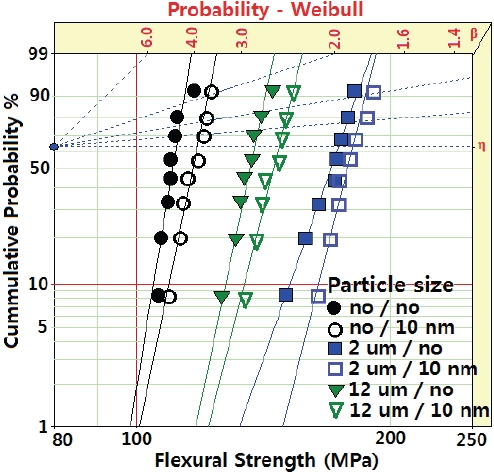
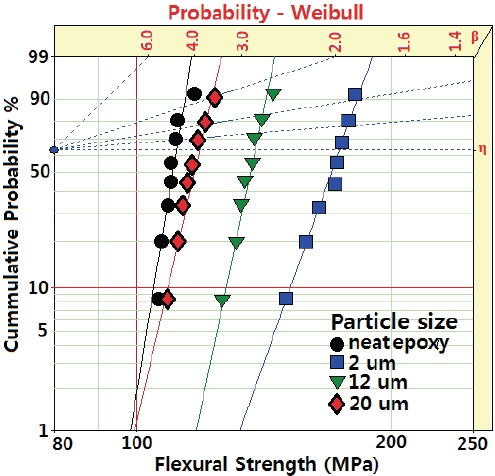
According to the addition of micro-silica, the same tendency was observed in the flexural strength as shown in Fig. 4 and the Weibull parameters obtained from Fig. 4 were listed on Table 2. The scale parameter of the neat epoxy was 111.2 MPa and the largest scale parameter of the EMC-2 μm was 172.3 MPa.
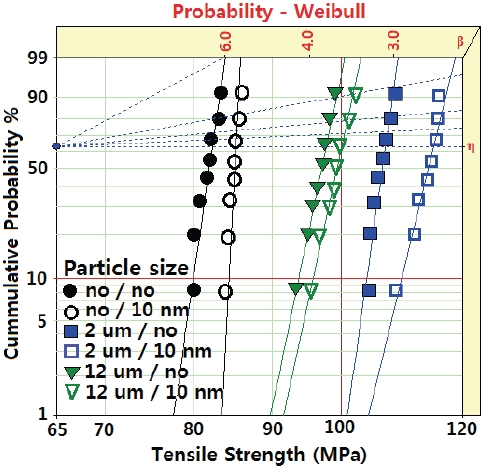
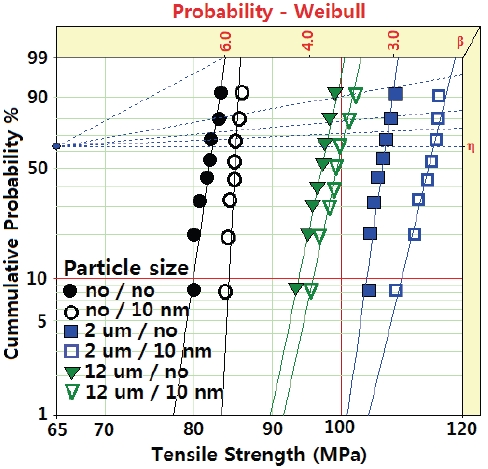
Figure 5 shows the Weibull statistical analyses of tensile strength
[Table 2.] Weibull parameters for flexural strength in EMCs obtained from Fig. 4.
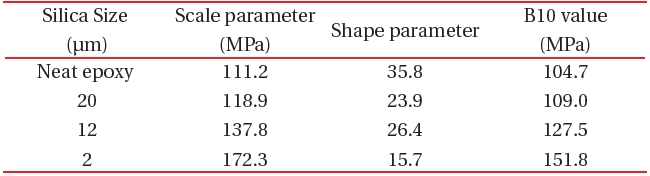
Weibull parameters for flexural strength in EMCs obtained from Fig. 4.
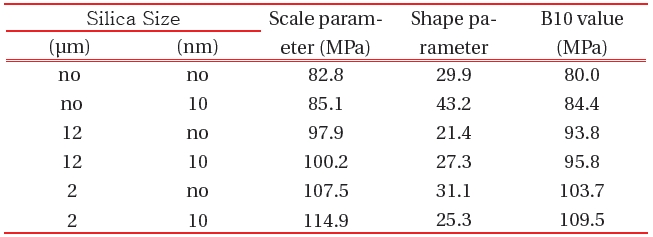
[Table 3.] Weibull parameters for tensile strength in EMCs and EMNCs obtained from Fig. 5.
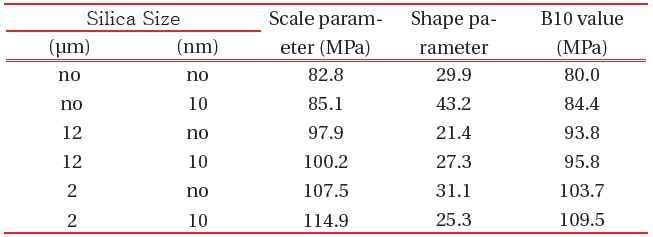
Weibull parameters for tensile strength in EMCs and EMNCs obtained from Fig. 5.
for neat epoxy and EMNCs and the parameters were listed on Table 3. As micro-silica was added to the neat epoxy, the microsilica could anchor the epoxy chains as explained in Fig. 1, and the anchoring effect was strengthened by the addition of nano-silica. The scale parameter of the neat epoxy was 82.8 MPa and that of the ENC was 85.1 MPa. In addition, the largest scale parameter in the EMCs was 107.5 MPa in the EMC-2 μm and that of the EMNC- 2 μm was 114.9 MPa, which was an improved value of 7%.
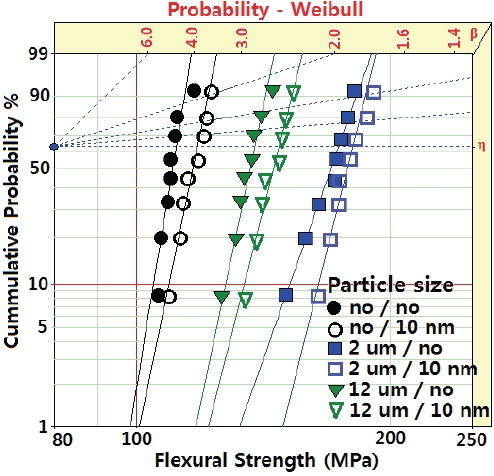
The same tendency for the flexural strength was observed in the EMNCs as shown in Fig. 6 and the Weibull parameters were listed on Table 4. The largest scale parameter in the EMCs was 172.3 MPa in the EMC-2 μm and that of the EMNC-2 μm was 180.3 MPa, which was an improved value of 5%. In the future, we will report the electrical properties of the EMNC-2 μm such as insulation breakdown strength and electrical treeing behaviors in another paper.
Epoxy/micro-silica composites (EMCs) with different particle
[Table 4.] Weibull parameters for flexural strength in EMCs and EMNCs obtained from Fig. 6.
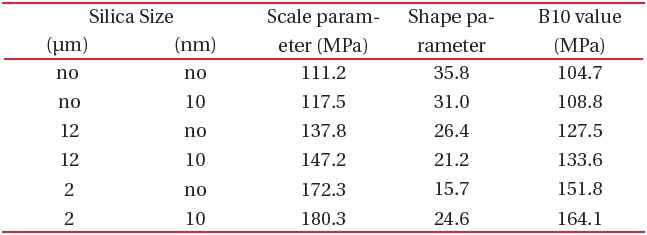
Weibull parameters for flexural strength in EMCs and EMNCs obtained from Fig. 6.
size and epoxy/micro-silica/nano-silica composites (EMNCs) were prepared and their tensile and flexural strength was estimated by Weibull statistical analysis. The tensile strength of the neat epoxy was 82.8 MPa and those of the EMCs were larger than that of the neat epoxy, and they were much more advanced by the addition of 10 nm sized nano-silica to the EMCs. The largest scale parameter of tensile strength in the EMCs was 107.5 MPa in the EMC-2 μm and that of the EMNC-2 μm was 114.9 MPa, which was an improved value of 7%. Flexural strength showed the same tendency of the tensile strength. The largest scale parameter of flexural strength in the EMCs was 172.3 MPa in the EMC-2 μm and that of the EMNC-2μm was 180.3 MPa, which demonstrated an improved value of 5%. As the micro-particle size decreased, tensile and flexural strength increased. This was because the internal stress on the interface between the epoxy matrix and silica increased with increasing particle size so that the tensile or flexural fracture easily took place.