In this present work, the effect of additional heat-treatment (AHT) in the range from 1800℃ to 2400℃ on the chemical composition, morphology, microstructure, tensile proper-ties, electrical resistivity, and thermal stability of commercial polyacrylonitrile (PAN)-based carbon fibers was explored by means of elemental analysis, electron microscopy, X-ray dif-fraction analysis, single fiber tensile testing, two-probe electrical resistivity testing, and ther-mogravimetric analysis (TGA). The characterization results were in agreement with each other. The results clearly demonstrated that AHTs up to 2400℃ played a significant role in further contributing not only to the enhancement of carbon content, fiber morphology, and tensile modulus, but also to the reduction of fiber diameter, inter-graphene layer distance, and electrical resistivity of “as-received” carbon fibers without AHT. The present study sug-gests that key properties of commercial PAN-based carbon fibers of an intermediate grade can be further improved by proprietarily adding heat-treatment without applying tension in a batch process.
It is well known that carbon fibers have excellent multi-properties of thermal, mechanical, thermo-mechanical, thermo-physical, electrical, chemical and frictional properties, particu-larly in elevated temperatures [1,2]. Therefore, rayon-based, acrylonitrile-based, and pitch-based carbon fibers have been extensively used in a variety of industrial and military applica-tions such as aircraft, aerospace, automobiles, construction, electronics, and the sports and leisure industries due to their distinguishable advantages over glass or organic fibers [2-4]. Among commercial carbon fibers, PAN-based carbon fibers have been of great interest to academia and industries over the world, and have been most widely studied for reinforcing composites [6-10].
As with other carbon fibers, diverse grades [11] of PAN-based carbon fibers are commercially available and vary from manufacturer to manufacturer, depending on the precursor fibers, heat-treatment process, other processing and treatment conditions, end-use, etc. PAN-based carbon fibers are, in general, manufactured in the presence of tension and continuous process inert at-mosphere at an industrial level. General-purpose carbon fibers, referred to as high-strength and intermediate modulus grades depending on the heat-treatment temperature, are proprietarily produced under high temperatures between 1300℃ and 1600℃ in an inert atmosphere [12]. The properties and characteristics of carbon fibers strongly depend on the heat-treatment processes (stabilization, carbonization and graphitization), tension, surface treatment, sizing, etc. [12-16]. Of these variables, final heat-treatment temperature is known to be critically important for producing carbon fibers with better proper-ties. That is, the heat-treatment temperature may significantly alter the chemical, morphological, microstructural, mechanical, thermal and electrical properties of the resulting PAN-based carbon fibers. It is understood that the crystalline structure of carbon fibers be-comes ordered and the aromatic molecules therein are aligned more uniformly and densely. As a result, the strength, modulus, and elec-trical and thermal conductivities of carbon fibers increase as the heat-treatment temperature increases [17-19]. In addition, the fiber morphology is developed with a preferred orientation [20]. Yoon et al. [21] reported earlier that commercial pitch-based carbon fibers were post-heat-treated at high temperatures, significantly increas-ing some fundamental characteristics through post-heat-treatment.
Therefore, considering of the role of heat-treatment temperature in the preparation of carbon fibers, it may be hypothesized that ad-ditional heat-treatment (AHT) at higher temperatures than the pro-cessing temperature of commercial PAN-based carbon fibers can not only further enhance their properties, but can also broaden the applicability of commercial or post-consumed carbon fibers. Con-sequently, the objective of this study is to investigate the effect of AHT carried out in the temperature range from 1800℃ to 2400℃ on the chemical composition, fiber diameter, fiber morphology, X-ray diffraction (XRD), single fiber tensile properties, electrical resistivity, and thermal stability of commercial PAN-based carbon fibers, and also to diagnose the feasibility of marginal property im-provement by AHT without applying tension in a batch process.
Commercial PAN-based carbon fibers (TZ-507, 3K, Tae-kwang Industries, Korea) were used ‘as-received’ for high tem-perature treatment throughout this work. The fibers were used for characterization after high temperature treatment but without sizing treatment.
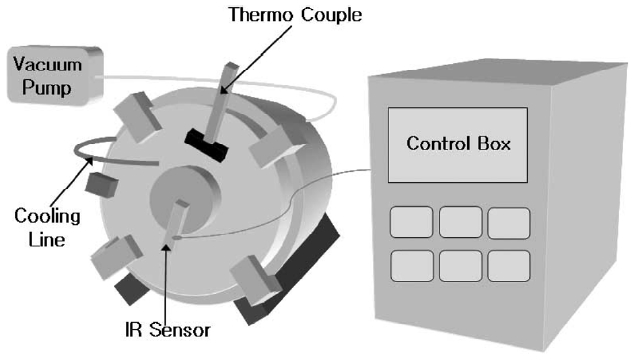
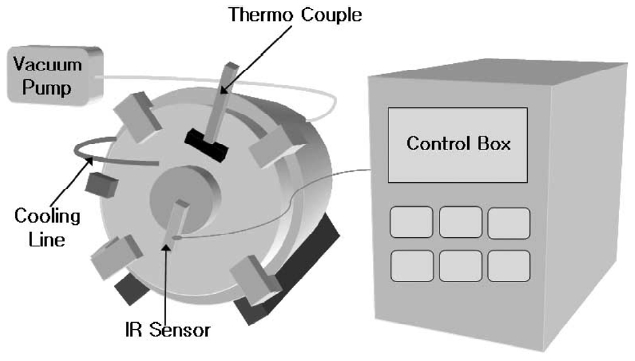
AHTs of commercial PAN-based carbon fibers was com-pleted through purging high purity nitrogen gas (99.999%) at 1800℃, 2000℃, 2200℃, and 2400℃ in a batches using a box-type graphitization furnace of 600 mm × 600 mm × 600 mm in size (ACE Vacuum Inc., Korea). A number of carbon fiber tows were uniformly wound around a graphite rod 150 mm long prior to each heat-treatment. Fig. 1 represents the schematic of the box-type graphitization furnace used in this work.
The carbon fiber tows wound around a graphite rod were placed in the middle of the furnace and the vacuum was applied constantly and continuously during the AHT process. Here, the AHT indicated that commercial carbon fibers, which were pro-prietarily heat-treated during manufacturing but upon which a final heat-treatment temperature was not performed, were ad-ditionally heat-treated at high temperatures above 1800℃ in this
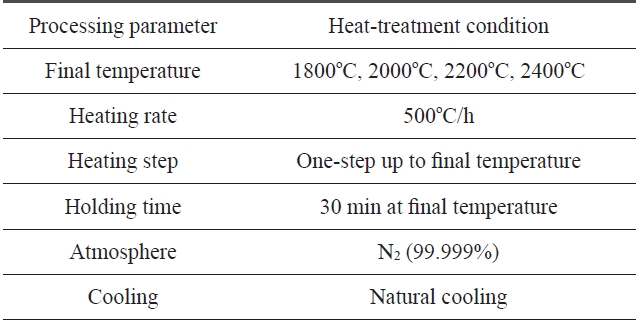
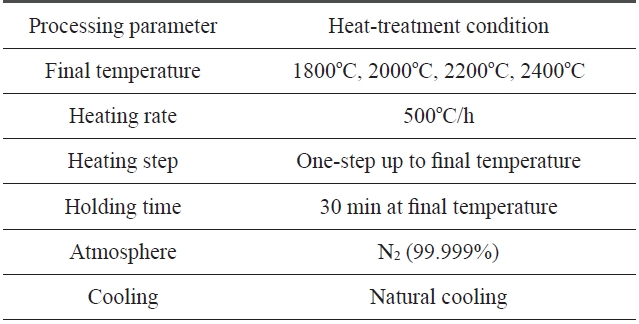
A summary of AHT processing parameters performed with commercial PAN-based carbon fibers used in this work
study. Tension was not applied throughout the heat-treatment. Table 1 summarizes the AHT processing conditions used. The temperature was monitored up to 1200℃ by using an R-type thermocouple and a temperature sensor. Preliminary tests showed the instrument had an error margin between the set temperature and real temperature of ±5℃. The heating rate was 500°C/h. Each sample was exposed isothermally to each heat-treatment temperature for 30 min and then naturally cooled to the ambient temperature. The ‘as-received’ commercial carbon fiber without ADT (untreated) was also used for comparison.
Elemental analysis was performed using an elemental ana-lyzer (Elemental Analyzer, Elementar Vario EL, Elementar Analysensystem, Germany) in order to examine the chemical compositions (C, H, N and S) of untreated and AHT carbon fi-bers. “Untreated” carbon fibers indicate ‘as-received’ commer-cial carbon fibers without AHT, but with the proprietary surface treatment and sizing treatment performed at the place of manu-facture, whereas the AHT carbon fibers indicate commercial carbon fibers with AHT processes performed in the laboratory.
The thermal stability of the untreated and AHT carbon fibers was investigated in temperatures up to 1000℃ in an inert atmo-sphere purged with argon gas by means of TGA (Thermogravi-metric Analyzer, LABSIS TM, Setaram, France). The heating rate of 20℃/min was used throughout the measurement.
A scanning electron microscope (SEM, S-570, Hitachi, Ja-pan) was used to observe the fiber diameter and the morphology of the untreated and AHT carbon fibers. Each carbon fiber fila-ment was observed both in the longitudinal and transverse direc-tions. Each sample was coated with Pt in order to avoid a charge build-up and to obtain better images prior to observations.
A high-resolution X-ray diffractometer (X’Pert PRO-MNR, Philips, Netherlands) with a continuous-type scan mode was used to explore the variations in the X-ray diffractogram of each sample. The scanning range of 2θ was 5?~50? and the step size of 2θ was 0.04?. The Kα radiation was used and the targeting material was Cu.
The tensile tests for the untreated and AHT carbon fiber fila-ments were carried out according to a standard single-filament tensile test method (ASTM D3379-75) by using a universal test-ing machine (Instron 4467, Instron, USA). A load cell of 2.5 N was used. The crosshead speed was 1 mm/min and the gauge length was 25 mm. The average value of the tensile strength, tensile modulus and elongation at break of each sample was ob-tained from 20 test results. The average fiber diameter obtained from 10 filament samples each by using SEM was used for cal-culating the tensile data.
The electrical resistivity of carbon fiber filaments was mea-sured with a two-point probe method according to ASTM B193-87 using an electrical resistivity tester (ASL 800 MEGOHM-ETER, USA). Each single fiber filament was taken out of the carbon fiber tow. Each filament was placed on top of a glass plate and each end of the filament was fixed with a single drop of silver paste. The average value of the electrical resistivity was obtained from 20 samples of each specimen. The average fiber diameter was obtained from 10 filament samples by using SEM was used for calculating the resistivity.
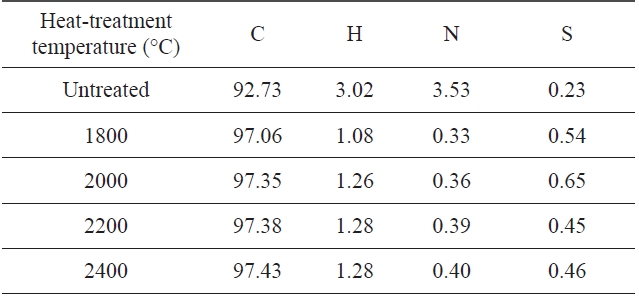
Table 2 shows the chemical compositions measured for the untreated carbon fibers and AHT carbon fibers heat-treated at
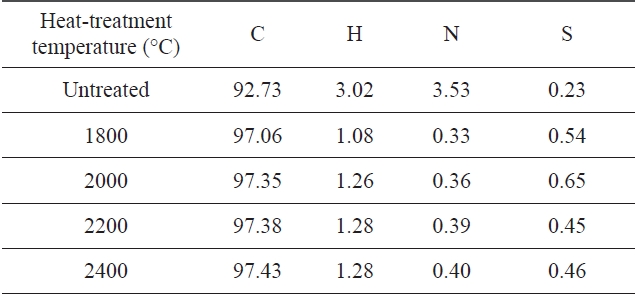
Chemical Compositions measured for carbon fibers un-treatedand additionally heat-treated at different temperatures
1800℃, 2000℃, 2200℃, and 2400℃. Under comparison, the carbon content increased slightly as the AHT temperature in-creased from 1800℃ to 2400℃, whereas the nitrogen and hy-drogen contents decreased under the same conditions. The car-bon content increased by about 5% from 92.7% (untreated) to 97.4% (heat-treated at 2400℃), whereas the nitrogen and hy-drogen content decreased from 3.53% (untreated) to 0.4% (heat-treated at 2400℃), and from 3.02% (untreated) to 1.28% (heat-treated at 2400℃), respectively.
The carbon content of the untreated carbon fiber examined in this work was similar to that of commercial PAN-based carbon fibers of high strength and intermediate modulus grade. Con-sidering of the chemical composition results studied here, we expect that AHTs above 1800℃ in this work can change the microstructural, mechanical, and electrical properties of com-mercial PAN-based carbon fibers of the TZ-507 grade.
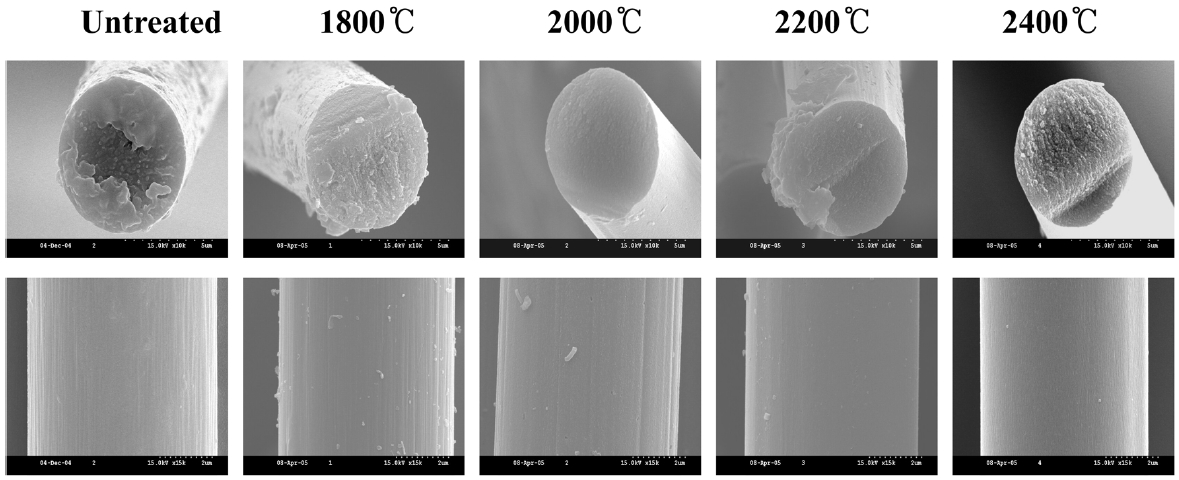
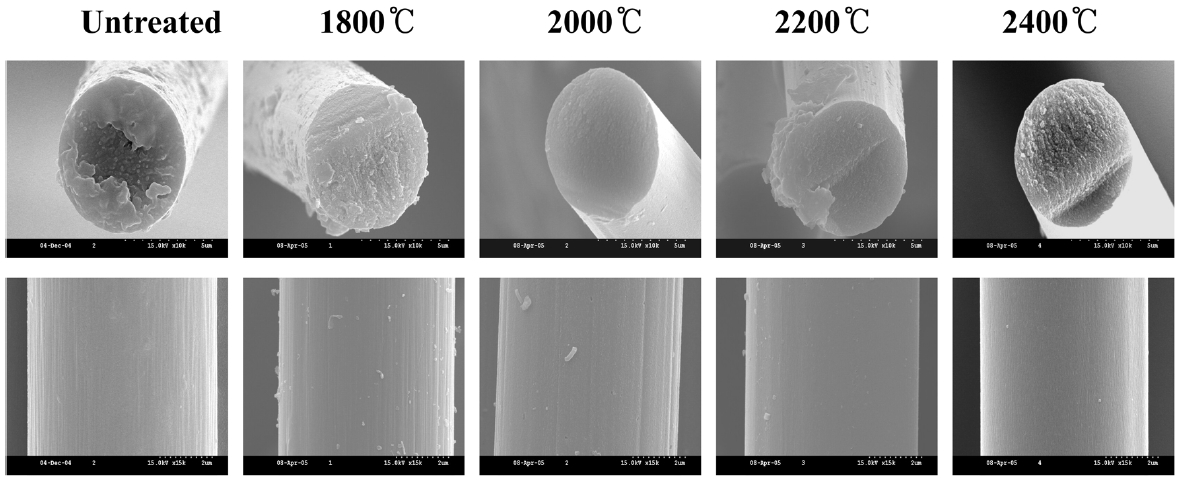
Fig. 2 displays SEM micrographs observed in the longitu-dinal and transverse directions of the carbon fibers untreated and with additional heat treatments at different temperatures. It has been well-established that the mechanical properties of carbon filaments strongly depend on the microstructure of the carbon fiber formed during the carbonization and graphitization
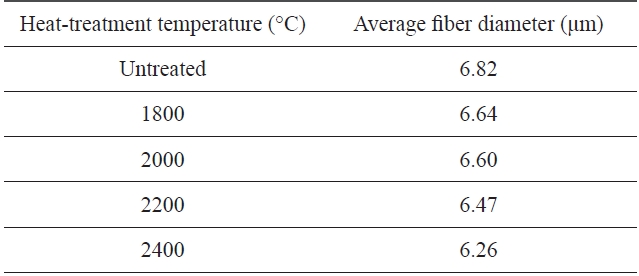
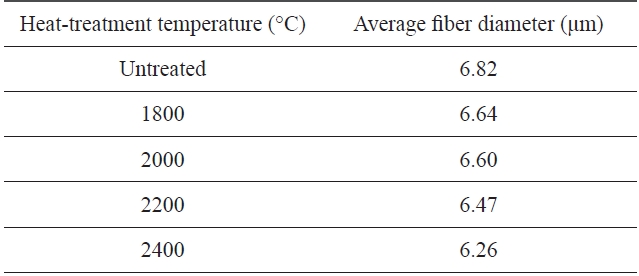
The average fiber diameters of carbon fibers untreatedand additionally heat-treated at different temperatures
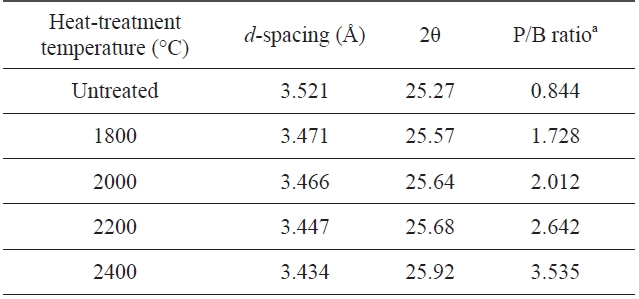
XRD result obtained for carbon fibers untreated andadditionally heat-treated at different temperatures
processes. The extent of the preferred orientation of graphene layers formed along with the fiber axis may influence the ten-sile modulus of carbon fiber predominantly, whereas the mi-crostructural defects existing on the fiber surfaces in the fiber direction may affect the tensile strength predominantly. It can be seen from Fig. 2 that with increasing AHT temperature the fiber surfaces became uniform and clean, and the fiber striations disappeared. It appeared that the fiber morphology was typical of PAN-based carbon fibers. The sub-micrometer sized particles seen at 1800℃ and 2000℃ are likely due to artificial impurities or artifacts from the foreign materials existing in the graphitiza-tion furnace inside upon the heat-treatment process. At 2200℃ and 2400℃, such artifacts were removed and they were rarely found in the images.
Table 3 shows variations in the fiber diameter with additional heat- treatments. The fiber diameter (6.82 μm) of the untreated carbon fiber without AHT was reduced by about 8.2% to 6.26μm when the AHT temperature was 2400℃. This can be ex-plained by the fact that at 2400℃ the inner crystalline layers of the untreated carbon fiber became more aligned and closer together, leading to a decrease of the interspacing distance be-tween the graphene layers and also a decrease of the fiber diam-eter as well.
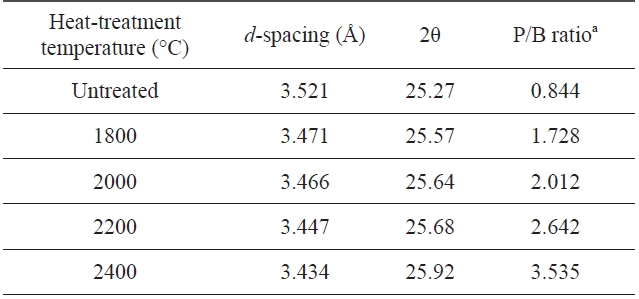
Table 4 shows the effect of AHT on the XRD pattern of the untreated carbon fiber. In general, PAN-based carbon fibers are non-graphitizable, resulting in a turbostratic structure even af-ter heat-treatment at temperatures higher than 2400℃. The 2θ value, which indicates the average distance
graphene layers, was decreased from 3.521 A for the untreat-ed carbon fiber to 3.434 A for the carbon fiber heat-treated at 2400℃. As the temperature of the AHT increased, the
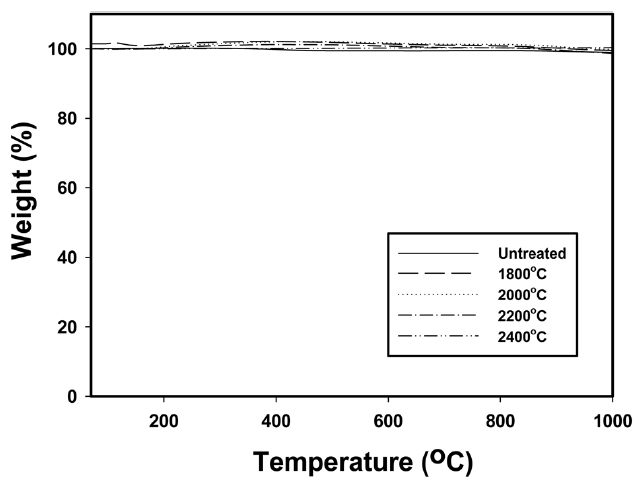
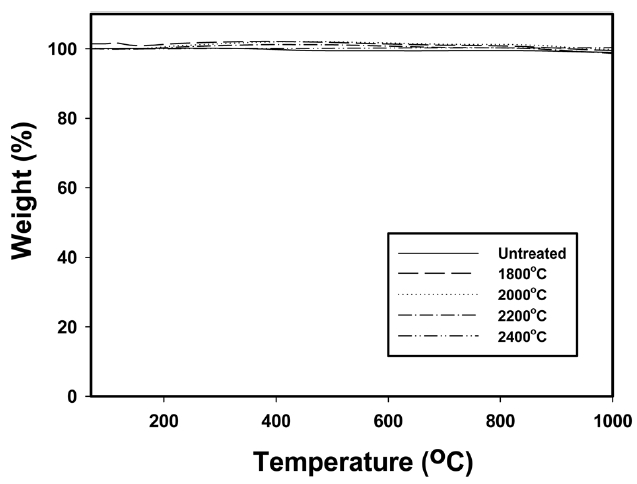
Fig. 3 shows the TGA result measured in an inert atmosphere for the untreated and AHT carbon fibers. All the samples ex-hibited excellent thermal stabilities up to 1000℃. Under close inspection, the thermal stability of the AHT carbon fibers was slightly higher than that of the untreated ones. The commercial PAN-based carbon fibers used presently already have excellent thermal stability, and as such AHT does not increase the stability to any distinguishable degree.
3.5. Single filament tensile properties
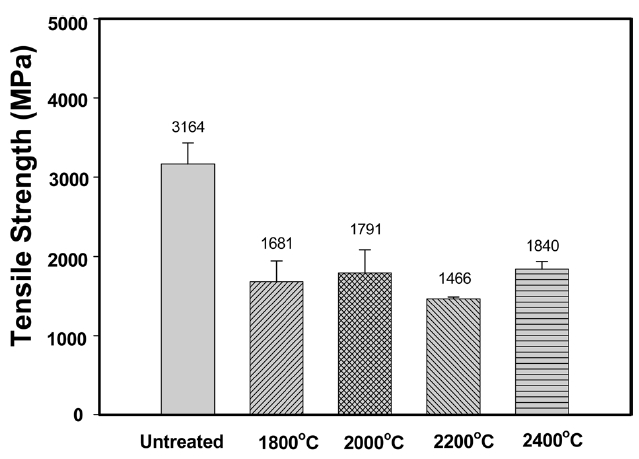
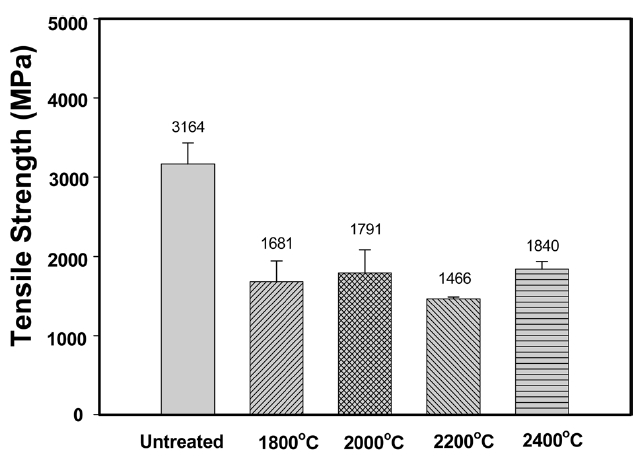
The tensile results are shown in Figs. 4-6. As seen in Fig. 4, the single filament tensile strength of the AHT carbon fibers was reduced by about 42-54% from the untreated carbon fiber. This is in agreement with the fact that the tensile strength of PAN-based carbon fiber is normally reduced upon heat-treatment at temperatures higher than 1500℃ [1]. The strength reduction was most distinguishable at 1000℃. This is because AHT at high temperatures may cause microstructural defects on the fiber sur-faces, leading to a decrease in the mechanical strength.
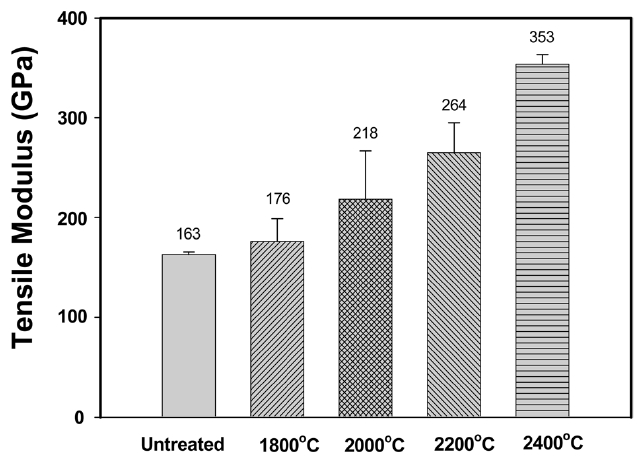
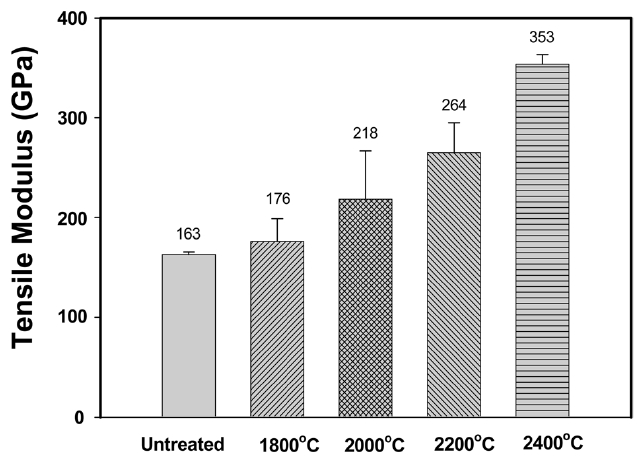
The tensile modulus of the untreated carbon fiber improved markedly through AHTs as the temperature increased, as demon-
strated in Fig. 5. The greatest improvement of about 117% was at 2400℃, over the untreated carbon fiber. This improvement was
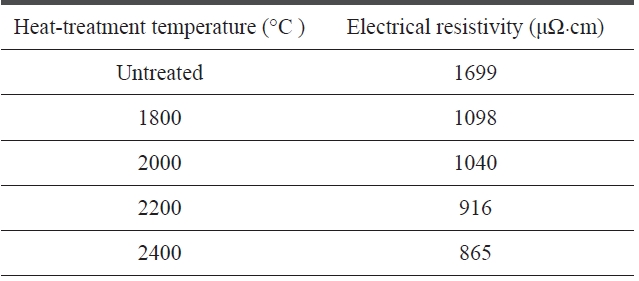
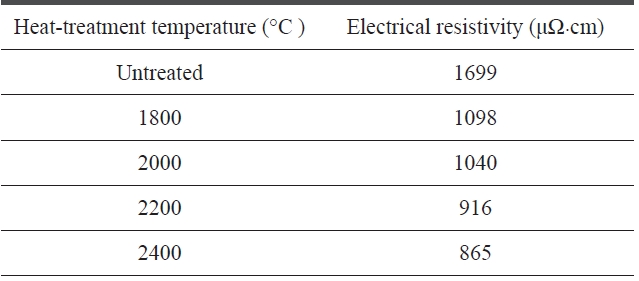
Comparison of the electrical resistivity of PAN-based car-bon fibers untreated and additionally heat-treated at different tem-peratures
mainly attributed to the increased molecular orientation along with the fiber direction, leading to increased molecular compac-tion by the AHT at a graphitization temperature. Such an increase of the tensile modulus was found by extremely high temperature carbonization and/or graphitization of PAN-based carbon fibers with tension in a continuous process. The present result suggests that the tensile modulus of commercial PAN-based carbon fibers can be significantly increased simply through AHT at 2400℃ without applying tension in a batch system.
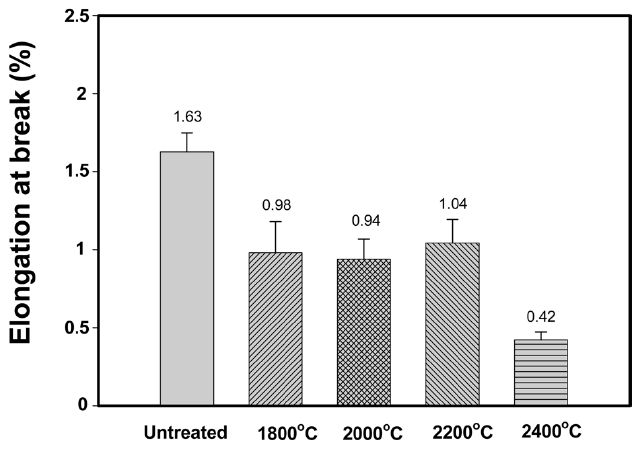
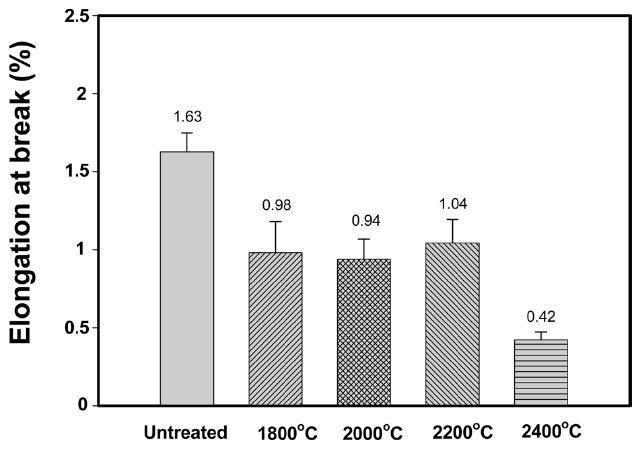
Fig. 6 shows the change of percent elongation at break of the carbon fibers according to the AHT at different tempera-tures. As expected from the tensile strength and modulus re-sults, the elongation at break decreased according to the de-gree of AHT received. The most distinguishable reduction of the elongation at break occurred at 1800℃ and 2400℃. The elongation 1.63% in the untreated much less than the elon-gation of 0.42% in the carbon fiber heat-treated at 2400℃, mainly due to the increased tensile modulus, making the car-bon fiber stiffer and more brittle.
Table 5 summarizes the effect of the AHT temperature on the electrical resistivity of commercial PAN-based carbon fiber. The electrical resistivity was gradually reduced as the heat-treatment temperature increased. The increase in electrical resistivity as the heat-treatment temperature increased was probably due to a crystalline structure change from the relatively-disordered state of the untreated carbon fiber to the ordered state of the AHT carbon fiber although it has a turbostratic structure. The resistiv-ity of 1699 μW·cm of the untreated carbon fiber was decreased about 50% to 865 μΩ·cm after AHT at 2400℃, reflecting the increase of the electrical conductivity as well. The resistivity value was similar to that processed at the corresponding heat-treatment temperature of PAN-based carbon fiber [1]. In general, the electrical resistivity of partially or incompletely carbonized fiber is in the range of ~104 μΩ·cm or higher. The value increas-es as the carbonization temperature increases. It was reported that pitch-based carbon fibers with graphitic structures normally exhibit the resistivity of about a few hundred μΩ·cm [1,21]. In fact, the intermediate electrical resistivity between 102~104μΩ·cm strongly depends on the heat-treatment conditions used for processing carbon fibers, particularly on the final heat-treat-ment temperature.
As a consequence of investigating the effect of AHT in the temperature range from 1800°C to 2400°C on the chemical composition, morphology, microstructure, single-fiber tensile properties, electrical resistivity, and thermal stability of com-mercial PAN-based carbon fibers, it has been stressed that com-mercial PAN-based carbon fiber properties can be further im-proved upon through AHT without applying tension in a batch process, as drawn in the following conclusions:
1) The carbon content of commercial carbon fibers increased by about 5% by AHT at 2400℃.
2) With increasing AHT temperature, the carbon fiber mor-phology became uniform and clean, showing the reduction of about 8% in the fiber diameter from 6.82 μm for the untreated carbon fiber to 6.26 μm for the fiber heat-treated at 2400℃.
3) The
4) The single-fiber tensile modulus of commercial carbon fibers markedly increased through AHT, in particular showing 117% improvement at 2400℃, whereas both the tensile strength and the elongation at break significantly decreased.
5) The electrical resistivity gradually reduced with increasing AHT temperature, indicating a 50% reduction at 2400°C, com-pared to the untreated carbon fiber.