Carbon nanotubes (CNTs) have attracted extensive attention from researchers after their unique structure was identified in the early 1990s. Structures of CNTs are graphene sheets that are cylindrically curled. CNTs have been constructed with high length-to-diameter ratio, significantly larger than that of any other material, giving them outstanding electronic, mechanical, and thermal properties [1,2]. With these strengths, CNTs have tremendous potential for applications in many scientific and technological fields, especially for use as composite fillers in polymers to improve the mechanical, thermal and electrical properties of the resulting composites [3,4].
CNTs are categorized as single-walled nanotubes (SWCNTs), double-walled CNTs (DWCNTs), triple-walled CNTs, and multi-walled nanotubes (MWNTs). The electronic properties significantly vary depending on the chirality and the number of graphene walls [5].
However, the insolubility and weak dispersibility of CNTs in common solvents and matrices have limited their applications. An effective method to improve dispersion of nanotubes is the modification of CNTs by polymers. The modification of CNTs may be divided into two categories on the basis of either non-covalent or covalent bonding between the CNTs and the polymer. Non-covalent modification of CNTs is the physical adsorption and/or wrapping of polymers to the surface of the CNTs. Covalent modification of CNTs is the covalent chemical bonding (grafting) of polymer chains to CNTs, which process dramatically improves the interfacial interactions between nanotubes and the polymer matrix. Interfacial interaction is one of the most critical issues in polymer/CNT composites [6-9].
Polymer/CNT composites can be prepared by solution processing (thermosetting and thermoplastic matrices), bulk mixing (thermoplastic matrices), melt mixing (thermosetting and thermoplastic matrices), and
In this paper, we review the processing methods and properties, such as mechanical, thermal and electrical properties, of CNT-reinforced polymer composites.
Epoxy/CNT composites have been extensively investigated due to their industrial and technological applications. Epoxy/CNT composites were fabricated using melt mixing or solution mixing methods. A typical procedure for the preparation of a composite by melt mixing method is as follows: CNTs are directly added to epoxy resin and then sonicated using an ultrasonic machine at an elevated temperature. Curing agent is added into the mixture and the mixture is degassed in a vacuum oven. Finally, mixture is injected into sample molds and is cured in an oven [10].
A typical procedure for preparation of the composites by solution mixing method is as follows: CNTs are dispersed in solution by sonication. Epoxy resin and curing agent are dissolved in acetone and mixed with the CNT suspension. This mixture is mechanically stirred and sonicated in a water bath.Acetone is removed by rotation evaporation and the mixture is cured in an oven [11].
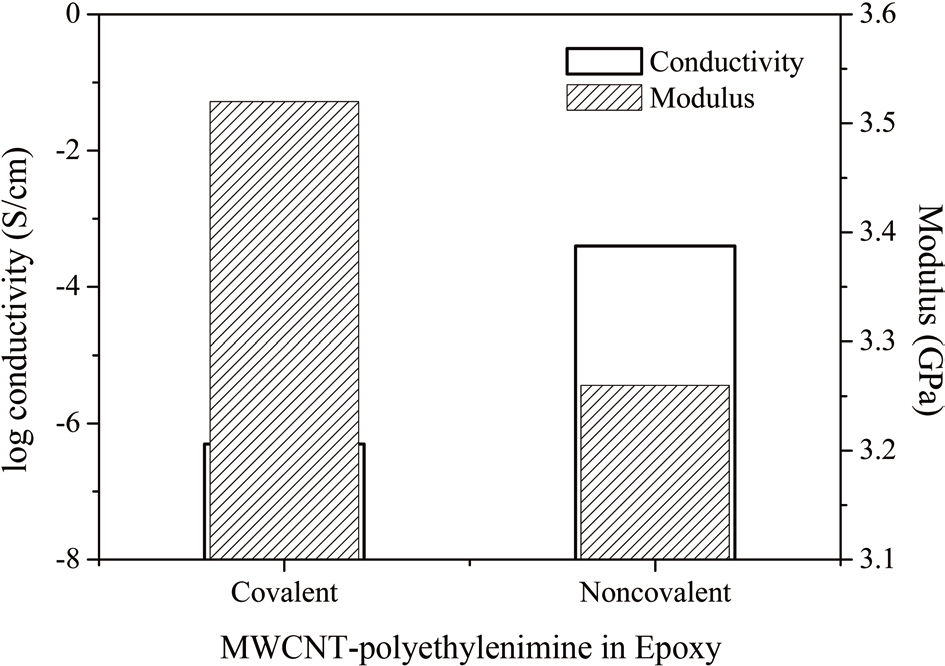
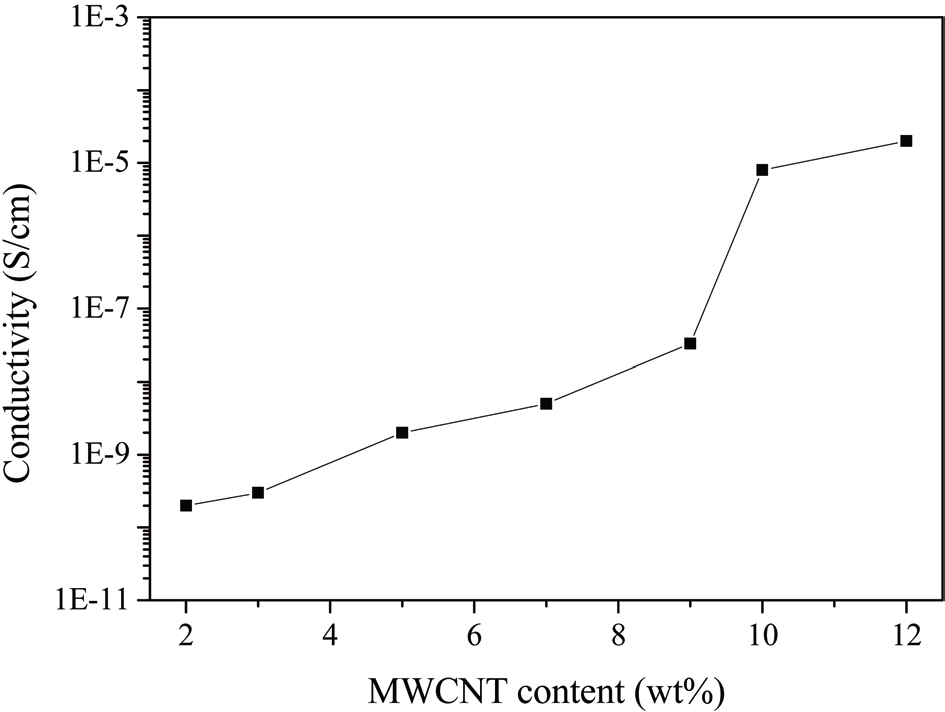
Liu et al. [11] reported MWCNT-reinforced epoxy composites using polyethylenimine as a dispersant. Fig. 1 shows the electrical conductivity and modulus of the MWCNT-polyethylenimine/epoxy composites. The covalently modified composites are 10 000 times more resistive than their noncovalent counterparts. Storage modulus of the composites containing covalently functionalized nanotubes is increased, relative to the noncovalent composites, due to the stronger polymer/nanotube interaction. Similar results were observed by Spitalsky et al. [12] for H2O2/NH4OH mixture treated MWCNT/epoxy composites.
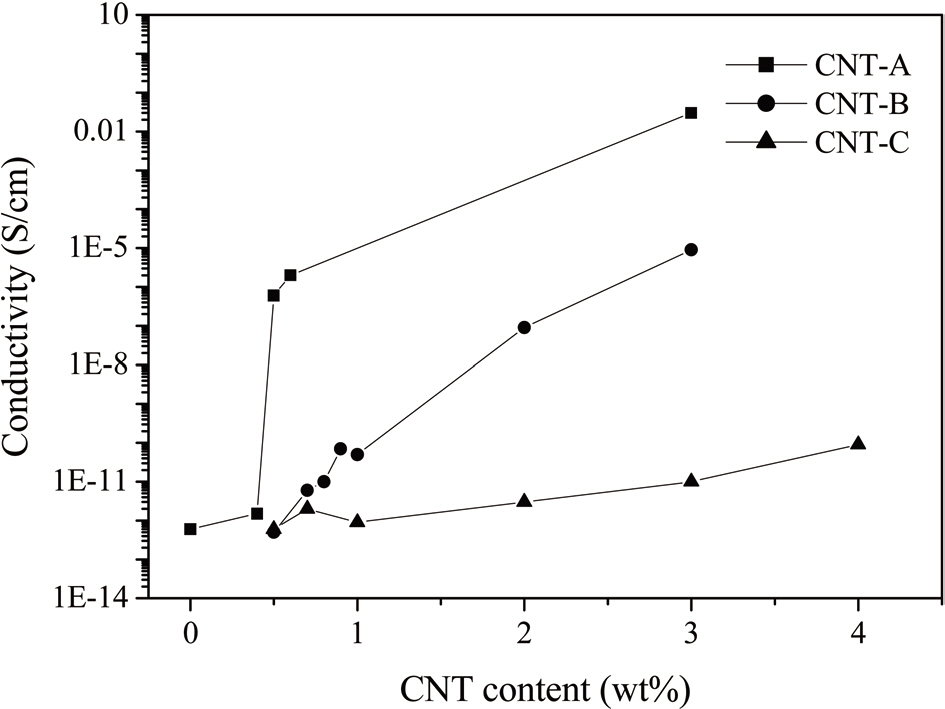
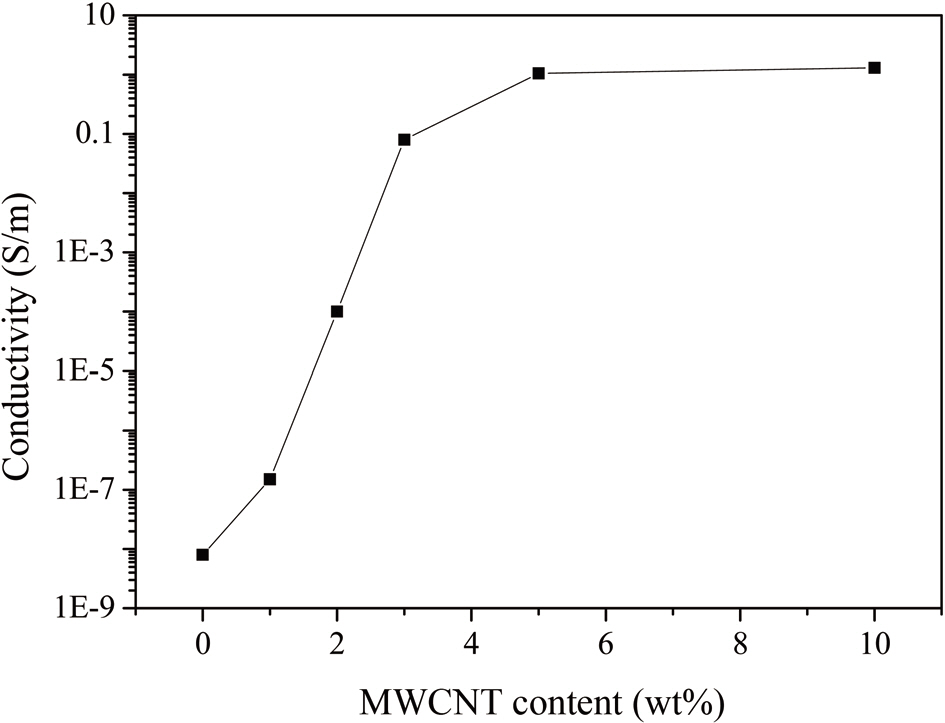
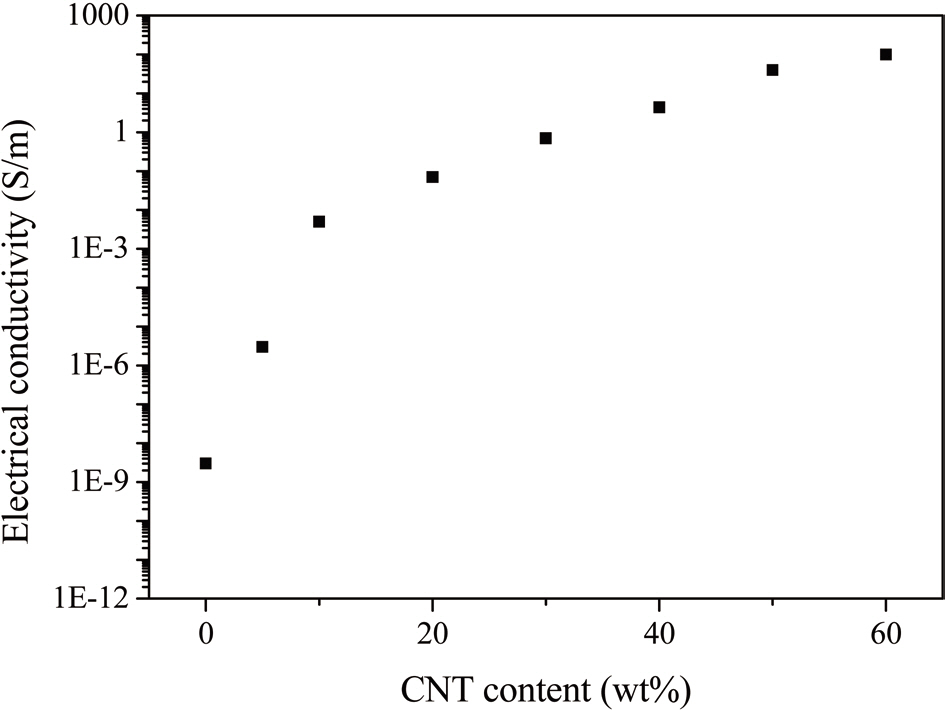
Bai and Allaoui [13] studied the effect of MWCNT length and aggregate size on the mechanical and electrical properties
of epoxy/MWCNT composites. The insulator-to-conductor transition was found to occur at 0.5 wt% of the as-prepared MWCNTs (Fig. 2).
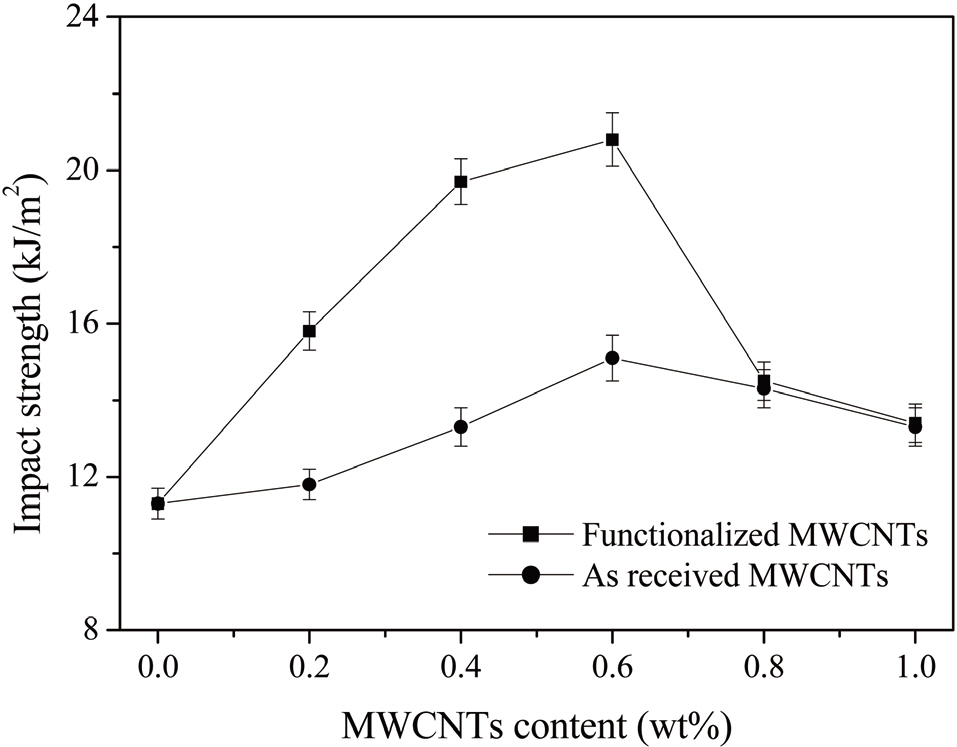
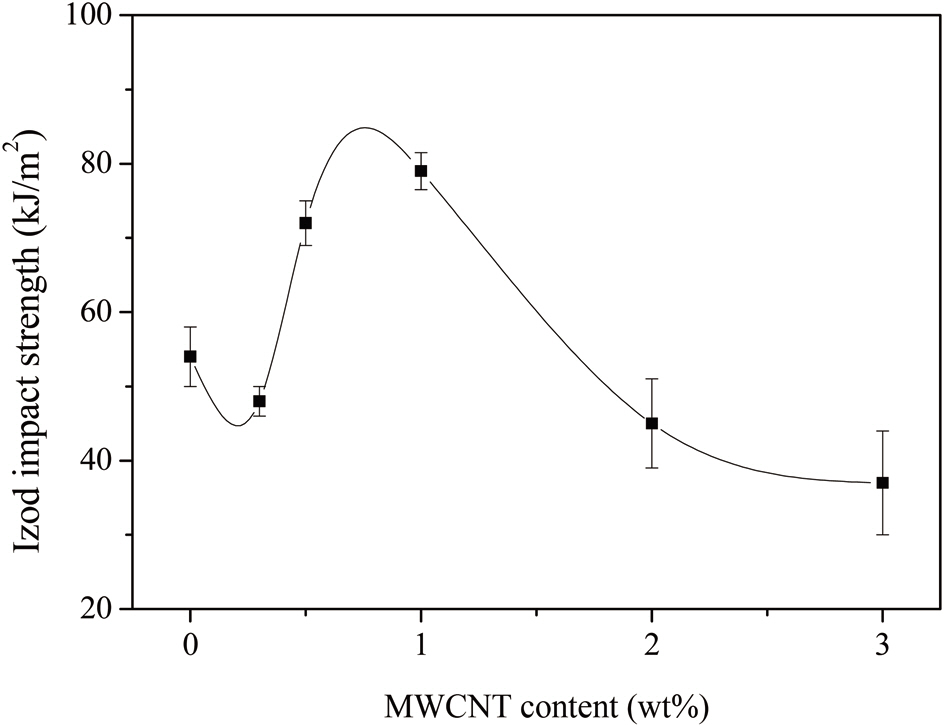
Yang et al. [14] prepared amide functionalized MWCNT/bisphenol-A epoxy resin/2-ethyl-4-methylimidazole composites.Transmission electron microscopy (TEM) showed that there was an organic thin layer on the MWCNT surface, which contributed to the homogenous dispersion of the MWCNTs in the epoxy matrix and to the improvement of the MWCNTepoxy interfacial interaction. Thus the impact strength, bending strength, and thermal conductivity of the composites were enhanced, as shown in Fig. 3. Similar results were observed by Gojny et al. [15] for different types of nanofillers-reinforced epoxy nanocomposites.
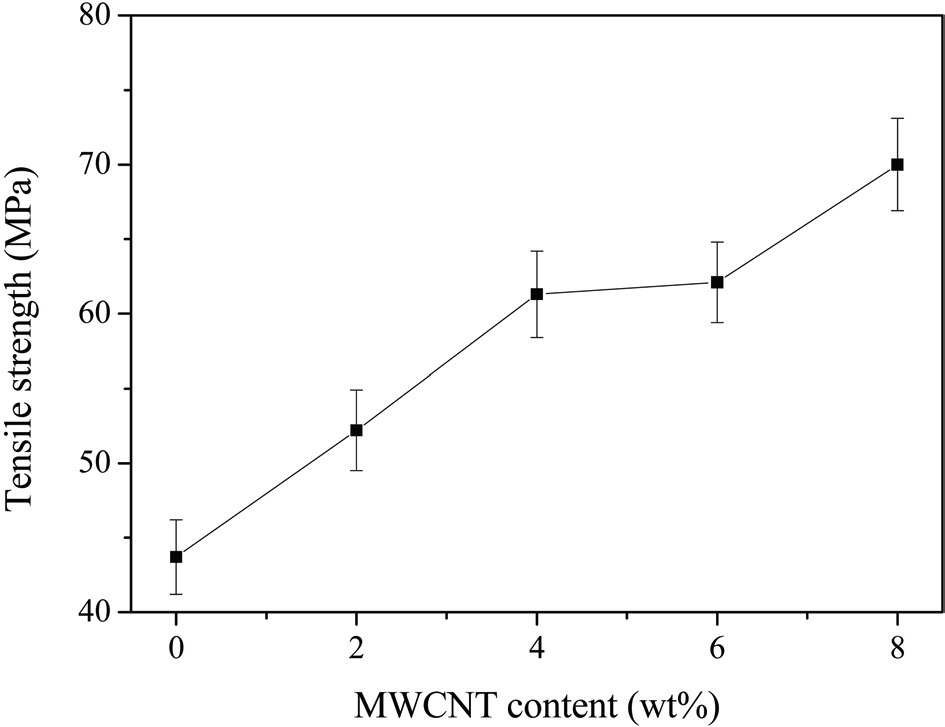
Guo et al. [10] fabricated epoxy/MWCNT nanocomposites using an ultrasonication and cast molding method. As shown in Fig. 4, the tensile strength improved with the increase of MWCNT addition. In addition, the fracture strain was also
distinctly enhanced, implying that MWCNT loading not only elevated the tensile strength of the epoxy matrix, but also increased the fracture toughness.
Gong et al. [16] investigated the effect of a nonionic surfactant on the thermo-mechanical properties of epoxy/CNT composites. With the surfactant (C12EO8) as the processing aid, the addition of only 1 wt% CNTs in the composite increases the glass transition temperature (Tg) from 63℃ to 88℃, as shown in Table 1.
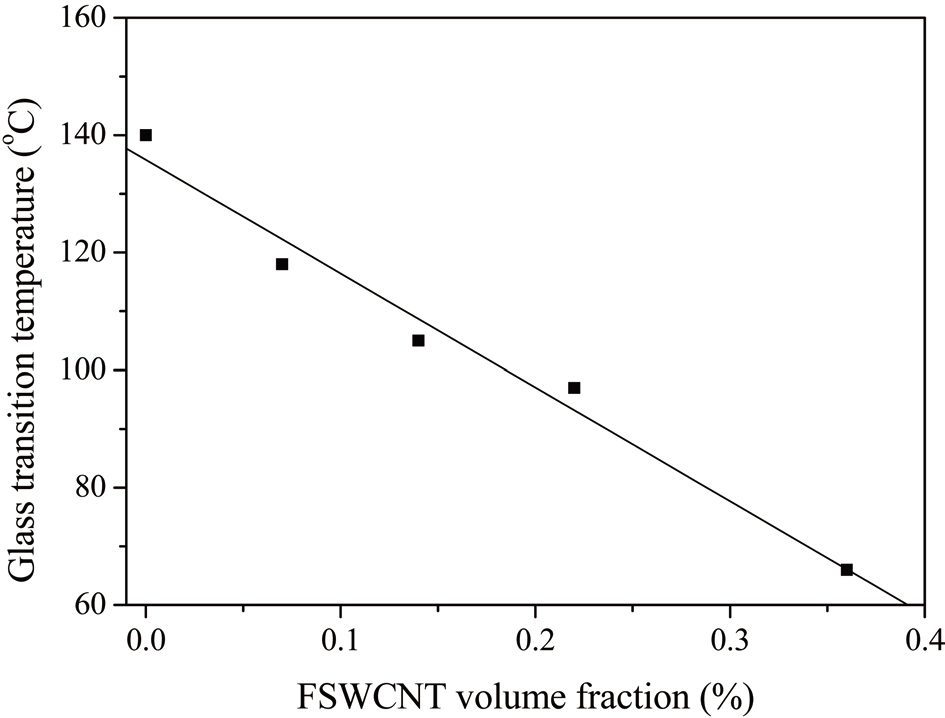
Miyagawa and Drzal [17] reported on the thermo-physical properties and impact strength of diglycidyl ether of bisphenol F epoxy nanocomposites reinforced with fluorinated SWCNTs (FSWCNTs). As shown in Fig. 5, the Tg decreased approximately 30℃ with the addition of 0.2 wt% FSWCNTs.
Kim and Park [18] studied the effect of aminized MWCNTs (NH-MWCNTs) on the mechanical interfacial properties of epoxy nanocomposites. The mechanical interfacial properties of the nanocomposites were remarkably improved with increase of the NH-MWCNT content. Similar results were observed by Jung et al. [19] for amine epoxy adducts/thin MWCNT composite particles.
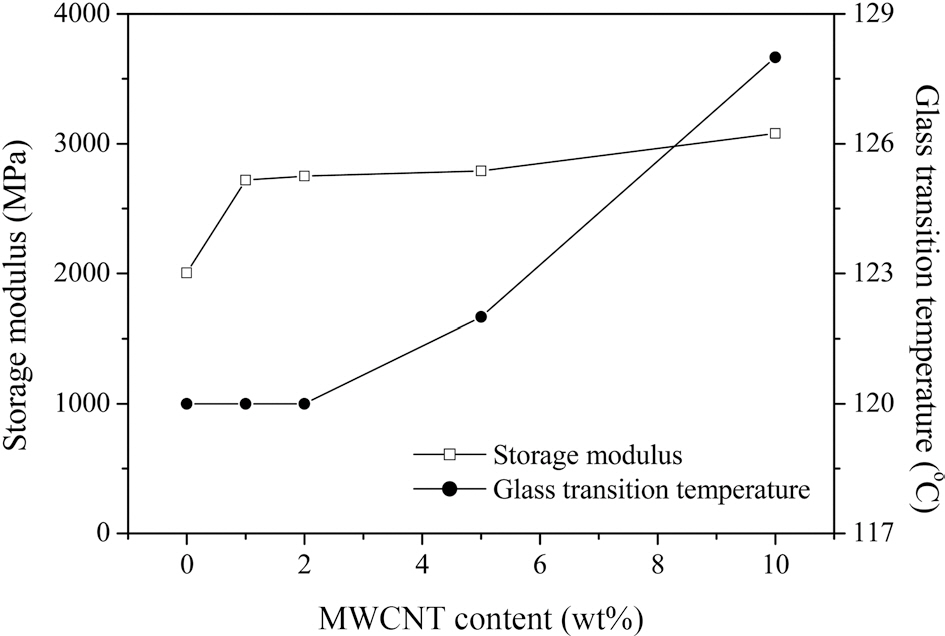
Lee et al. [20] investigated the surface treatment effect of a reinforcement filler on the dynamic mechanical properties of epoxy/MWCNT composites. The storage modulus of the epoxy/
[Table 1.] Storage moduli and glass transition temperatures of epoxy/CNT composites [16]
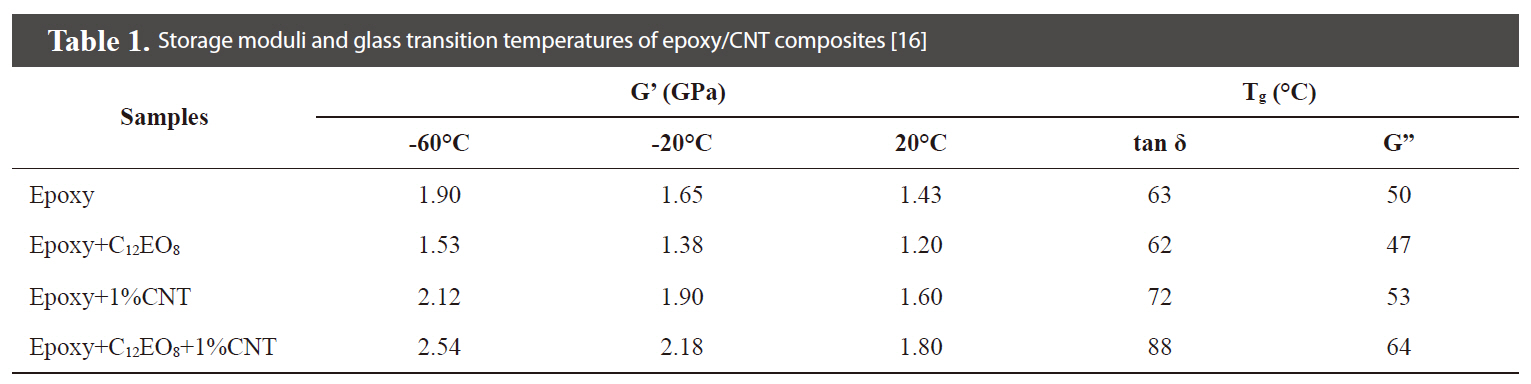
Storage moduli and glass transition temperatures of epoxy/CNT composites [16]
MWCNT composite was enhanced about 1.27 times through oxyfluorination of MWCNTs at 25℃.
PA-6/CNT composites were prepared via a meltcompounding method or by polymerization of caprolactam. A typical procedure for preparation of the composites via the meltcompounding method is as follows: PA-6 is extruded with CNTs using a corotating twinscrew extruder at a barrel temperature of 260℃ and a throughput of 5 kg/h. The dried pellets are injection-molded into test specimens. The molding temperature is 250-260℃ and the mold temperature is 70℃ [21].
A typical procedure for preparation of the composites by polymerization is as follows [22]: CNTs and caprolactam are loaded into a flask and the mixtures are sonicated at 80℃ for 2 h; 6-aminocaproic acid is added to the suspension. The suspension is heated to 250℃ with mechanical stirring under an argon atmosphere. After 6 h, the product mixture is poured into water,and a very hard polymer precipitates. The precipitate is chopped into small pieces and washed with hot water.
Meincke et al. [21] prepared PA-6/CNT composites using a corotating twinscrew extruder. Table 2 shows the mechanical
[Table 2.] Mechanical and electrical properties of PA-6/CNT composites [21]
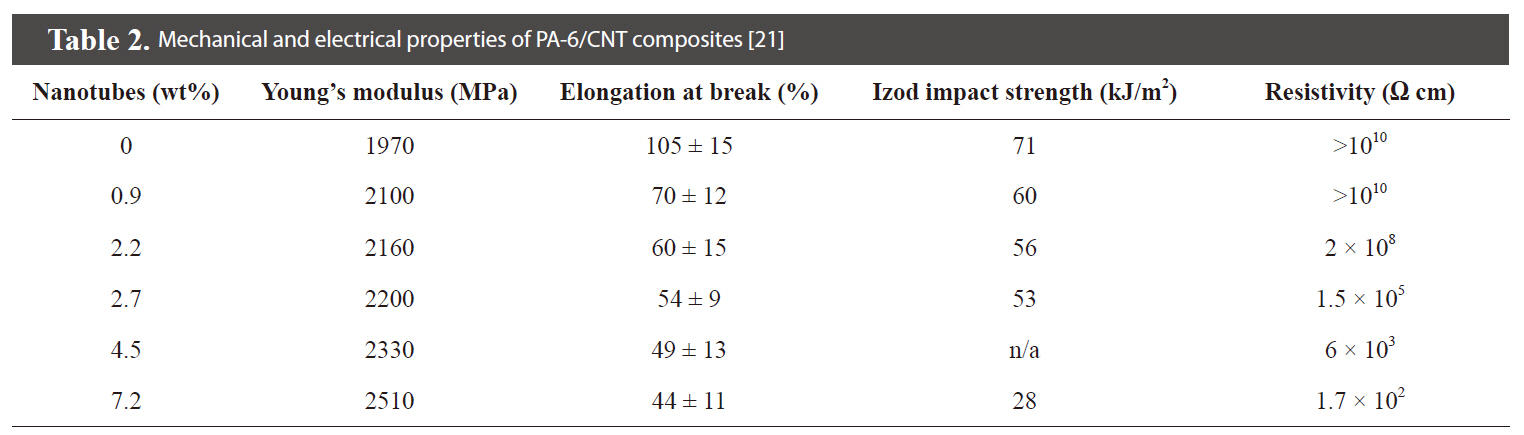
Mechanical and electrical properties of PA-6/CNT composites [21]
[Table 3.] Mechanical properties of PA-6/SWCNT composite fibers [24]

Mechanical properties of PA-6/SWCNT composite fibers [24]
[Table 4.] Properties of control PAN and PAN/SWCNT composite fibers [29]
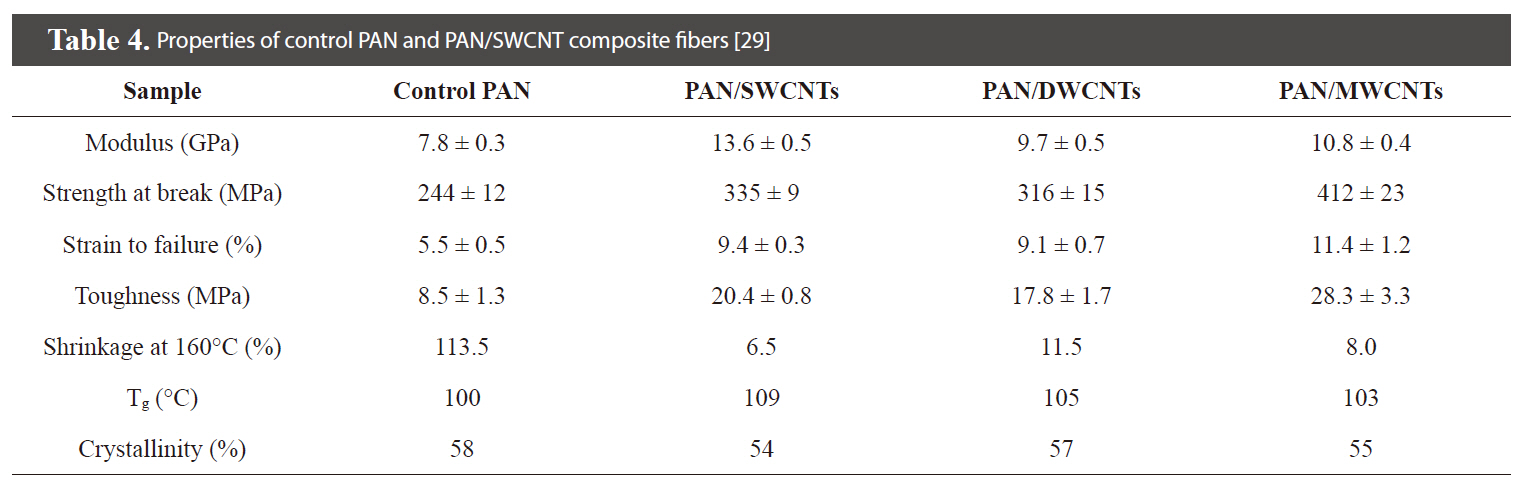
Properties of control PAN and PAN/SWCNT composite fibers [29]
and electrical properties of the composites. The CNT-filled PA-6 shows an onset of electrical conductivity at low filler loadings. Tensile tests of the composites show a significant increase of 27% in the Young’s modulus. Similar results were observed by Xia et al. [23] for PA-6/CNT composites.
Gao et al. [22,24] reported a chemical processing technology that allows the continuous spinning of PA-6/SWCNT fibers by
Liu et al. [27] prepared PA-6/MWCNTs nanocomposites with different MWCNT loadings by a simple melt-compounding approach. Compared with the values for neat PA-6, the elastic modulus and yield strength of the composite are greatly improved by about 214% and 162%, respectively, with the incorporation of only 2 wt% MWCNTs. Similar results were observed by Zhang et al. [28] for PA-6/MWCNT nanocomposites.
A typical procedure for preparation of PAN/CNT composites is as follows [29]: PAN is dissolved in the stable suspension of CNTs in solvent. The PAN/CNT solutions are spun at room temperature by spinning system.
Chae et al. [29] spun PAN/CNTs composite fibers from monomer solutions and MWCNTs. Table 4 shows the properties of the fibers. The maximum increase in modulus and reduction in thermal shrinkage were observed in the SWCNT containing composites, and the maximum improvement in tensile strength,strain to failure and work of rupture were observed in the MWNTs containing composites.
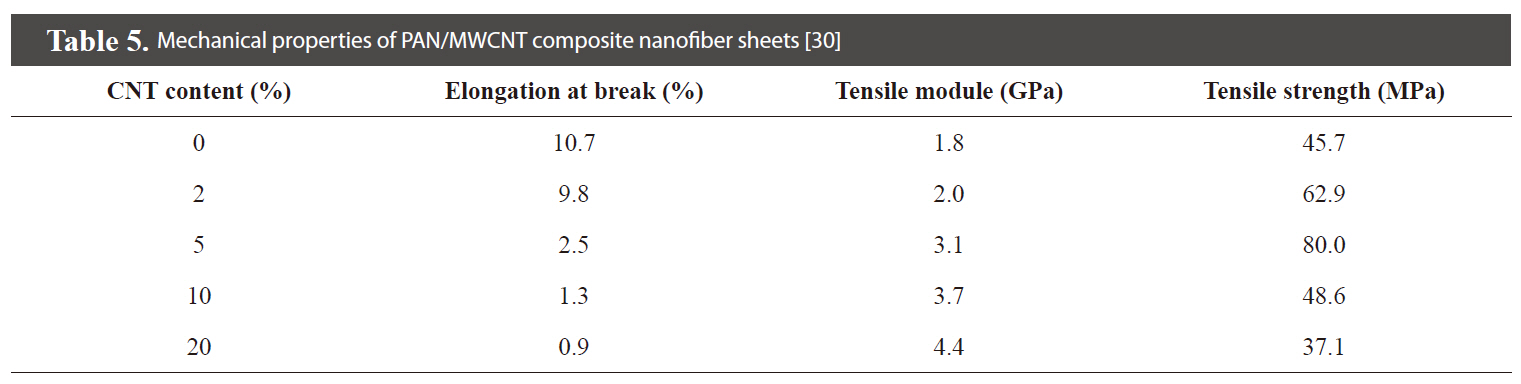
Hou et al. [30] prepared well-aligned PAN/MWCNT
[Table 5.] Mechanical properties of PAN/MWCNT composite nanofiber sheets [30]
Mechanical properties of PAN/MWCNT composite nanofiber sheets [30]
Tensile and electrical properties of PC nanocomposite fibers based on MWCNTs and SWCNTs [32]
composite nanofiber sheets by electrospinning an MWCNTsuspended solution of PAN. TEM observation showed that the MWCNTs were parallel and oriented along the axes of the nanofibers. The mechanical properties of the composite nanofibers were significantly increased with the increase of MWCNT content, as shown in Table 5. Similar results were observed by Chae et al. [31] for PAN/SWCNT fibers.
PC/CNT composites with different loadings of CNTs were prepared by solution blending. A typical procedure is as follows[32]: a dispersion of CNTs in solvent is sonicated for 1 h. The dispersed solution is then added to a PC solution. The mixture is sonicated for an additional 10 min and precipitated in excess methanol. The precipitate is dried under vacuum. PC/CNT films are prepared by solution casting.
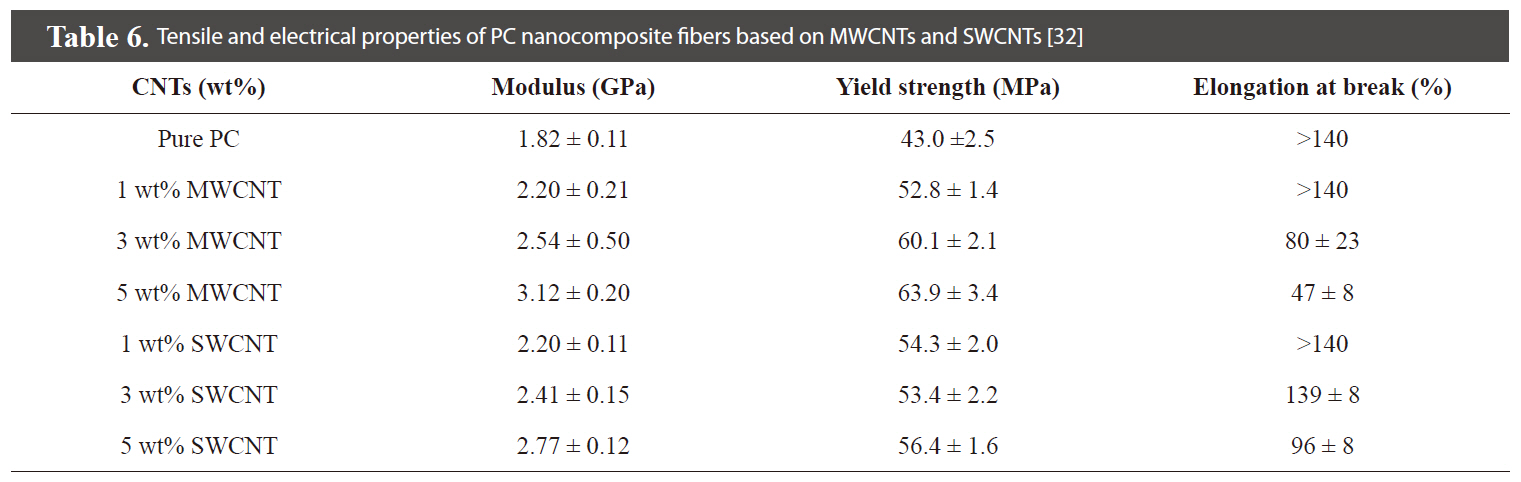
Fornes et al. [32] prepared PC fibers based on SWCNTs and MWCNTs by first dispersing the nanotubes via solvent blending and/or melt extrusion followed by melt spinning. TEM results reveal that MWCNTs more readily disperse within the PC matrix and have higher aspect ratios than do SWCNT. As shown in Table 6, MWCNTs provide greater stiffness and strength than do SWCNTs. Similar results were observed by Singh et al. [33]for PC/SWCNT composites.
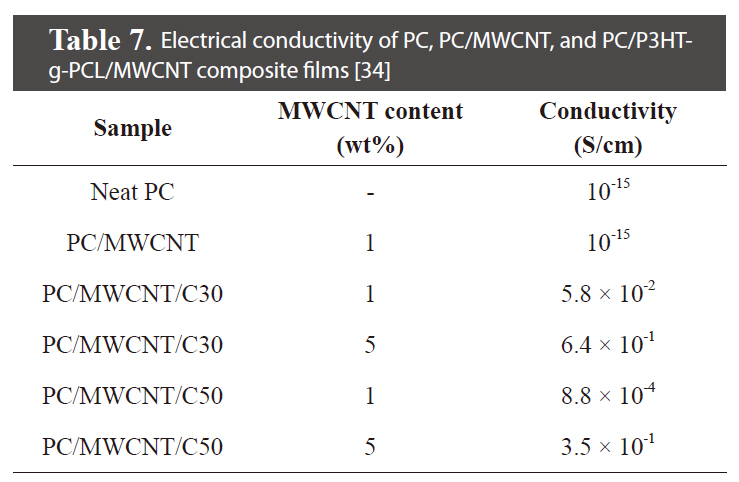
Kim and Jo [34] synthesized poly(3-hexylthiophene)-gpolycaprolactones (P3HT-g-PCLs) with different degrees of polymerization and used the resulting material as a compatibilizer for PC/MWCNT composites. As shown in Table 7, the electrical
[Table 7.] Electrical conductivity of PC PC/MWCNT and PC/P3HTg-PCL/MWCNT composite films [34]
Electrical conductivity of PC PC/MWCNT and PC/P3HTg-PCL/MWCNT composite films [34]
properties of PC/MWCNT composites are dramatically improved when a small amount of P3HT-g-PCL is added to PC/MWCNT composites.
A typical procedure for the preparation of PE/CNT composites using screw extrusion and injection technique is as follows [35]: CNTs are added to a solvent and sonicated for 1 h. The CNTs are dried in a vacuum oven and then broken into small pieces and mixed with PE. The mixture obtained is extruded with a co-rotating twin-screw compounding extruder. Finally, the composite is dried in an oven.
[Table 8.] Mechanical properties of HDPE/CNT nanocomposites [36]
Mechanical properties of HDPE/CNT nanocomposites [36]
Zou et al. [35] fabricated high density PE (HDPE)/MWCNT composites using screw extrusion and injection technique. Fig. 6 shows the Izod impact strength of the composites. At a critical MWCNT concentration of around 1 wt%, the HDPE/MWCNT composites show much improved mechanical properties.
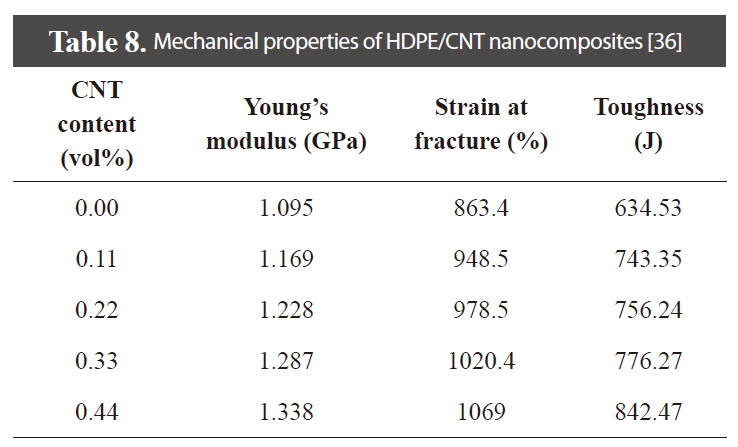
Kanagaraj et al. [36] reported HDPE reinforced with CNTs using injection molding. As shown in Table 8, a considerable improvement in the mechanical properties of the composites can be observed when the volume fraction of CNTs is increased. The composite reinforcement shows a good load transfer effect and interface link between CNTs and HDPE. Similar results were observed by Tang et al. [37] for HDPE/MWCNT composite films.
Xiao et al. [38] investigated the mechanical and rheological properties of low density PE (LDPE) composites reinforced by MWCNTs. The Young’s modulus and tensile strength of the composites can increase by 89% and 56%, respectively, when the nanotube loading reaches 10 wt%.
Tong et al. [39] reported PE-modified SWCNTs by
[Table 9.] Mechanical properties of UHMWPE fiber and UHMWPE/MWNT composite fibers [42]
Mechanical properties of UHMWPE fiber and UHMWPE/MWNT composite fibers [42]
SWCNT composites.
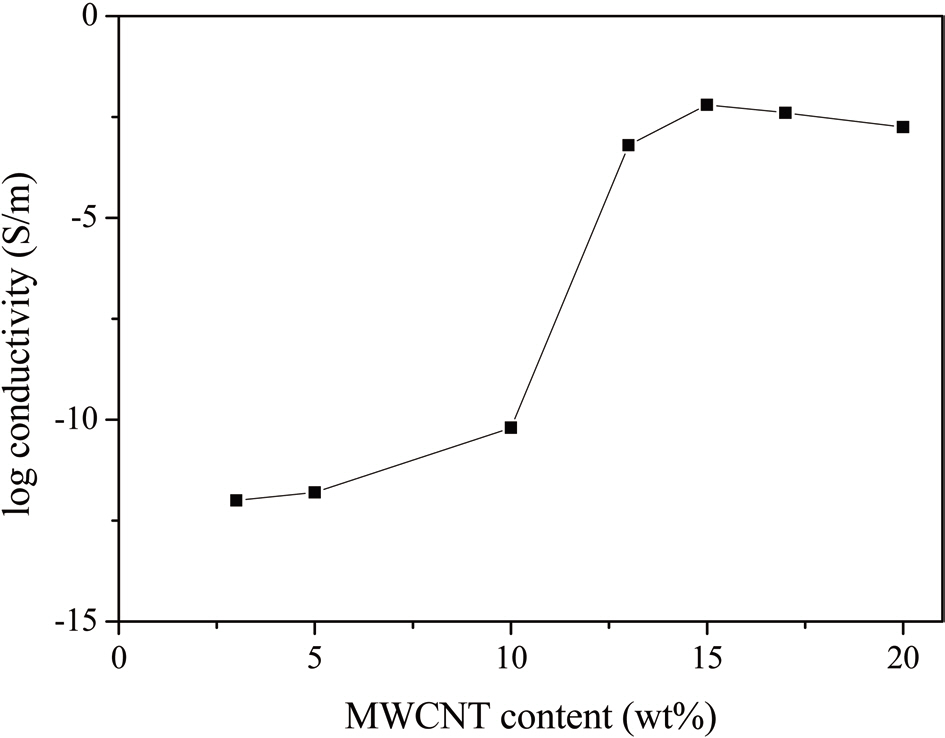
Gorrasi et al. [40] prepared PE/CNT composites using high energy ball milling. The thermal degradation was already significantly delayed with 1-2 wt% CNTs. The resulting mechanical properties were greatly improved for low filler content. The electrical measurements showed a percolation threshold in the range 1-3 wt% CNTs, as shown in Fig. 7.
A typical procedure for the preparation of UHMWPE/CNT composite films is as follows [41]: CNTs are dispersed in xylene by magnetic stirring and ultrasonic vibration. The mixture is poured into the UHMWPE-xylene solution and refluxed for 1 h. The UHMWPE/CNT films are prepared by solution casting.
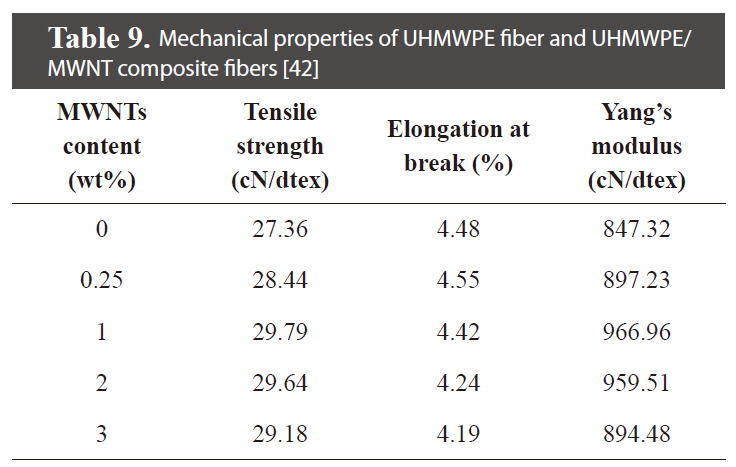
A typical procedure for preparation of UHMWPE/CNT composite fibers is as follows [42]: The mixture of olefin and CNTs is ultrasonicated until the CNTs are uniformly dispersed.Then, the UHMWPE powder is added to the mixture. The mixture is then heated until a homogeneous UHMWPE solution is obtained. The solution is subsequently spun into gel fibers by gel spinning.
Wang et al. [42] prepared UHMWPE/CNT composite fibers by gel spinning. The results showed that a good interaction between functionalized CNTs and UHMWPE matrix was established. Table 9 shows the mechanical properties of the fibers. The mechanical and thermal properties of the UHMWPE/CNT fibers were improved compared with those properties for pure UHMWPE fiber. Similar results were observed by Ruan et al. [43,44] for UHMWPE/MWCNT films.
Bin et al. [41] prepared UHMWPE/MWCNT composites by gelation/crystallization from solution. As shown in Fig. 8, the electric conductivity was 10-3 S/cm, which qualifies these materials as conductive; the Young’s modulus reached 58 GPa at room temperature.
PI/CNT composites were prepared by melt blending,
A typical procedure for the preparation of composites by
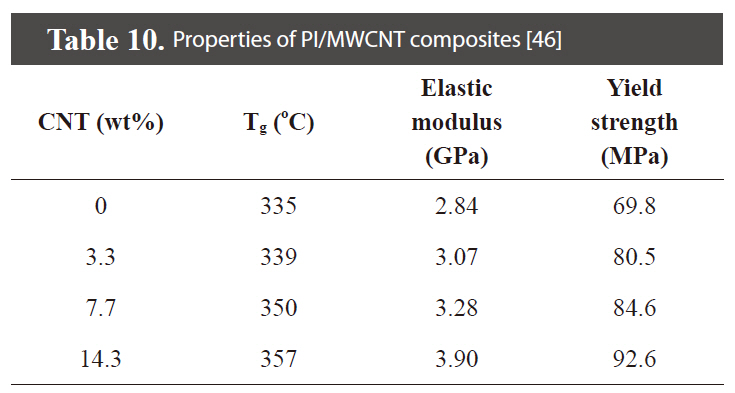
Ogasawara et al. [46] prepared PI/MWCNT composites by in situ polymerization and thermal imidization. Table 10 shows the properties of the composites. The Tg, elastic modulus and the yield strength were increased with the incorporation of MWCNTs. Similar results were observed by Yu et al. [47] for individual and small bundle CNT-reinforced PI composites.
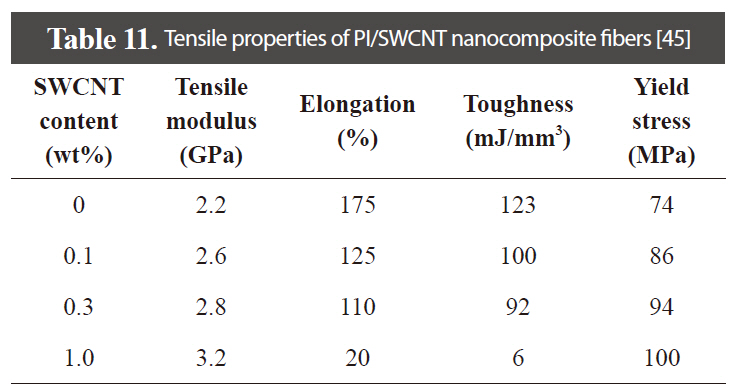
Siochi et al. [45] prepared PI/SWCNT nanocomposite fibers by melt processing. SWCNT alignment in the fiber
[Table 10.] Properties of PI/MWCNT composites [46]
Properties of PI/MWCNT composites [46]
[Table 11.] Tensile properties of PI/SWCNT nanocomposite fibers [45]
Tensile properties of PI/SWCNT nanocomposite fibers [45]
direction was induced by the shear forces present during the melt extrusion and fiber drawing processes. This alignment resulted in significantly higher tensile moduli and yield stress in the PI/SWCNT nanocomposite fibers relative to those values for unoriented nanocomposite films having the same SWCNT concentration, as shown in Table 11.
Liu et al. [48] prepared polyetherimide (PEI)/MWCNT nanocomposite films by casting and imidization. With the addition of 1 wt% MWCNTs, the Tg of PEI increases by about 10℃ and the elastic moduli of the nanocomposites significantly improved by about 250%, comparable to that of the matrix.
Zhu et al. [49] prepared PI/MWCNT nanocomposite films by casting and thermal imidization. As shown in Fig. 9, the electrical properties of the nanocomposite films were greatly improved with the incorporation of MWCNTs due to the strong interfacial interaction between the modified MWCNTs and the PI matrix. Similar results were observed by So et al. [50] and Yuen et al. [51] for PI/MWCNT nanocomposites.
PMMA/CNT composites were prepared using melt blending and
A typical procedure for preparation of composites by
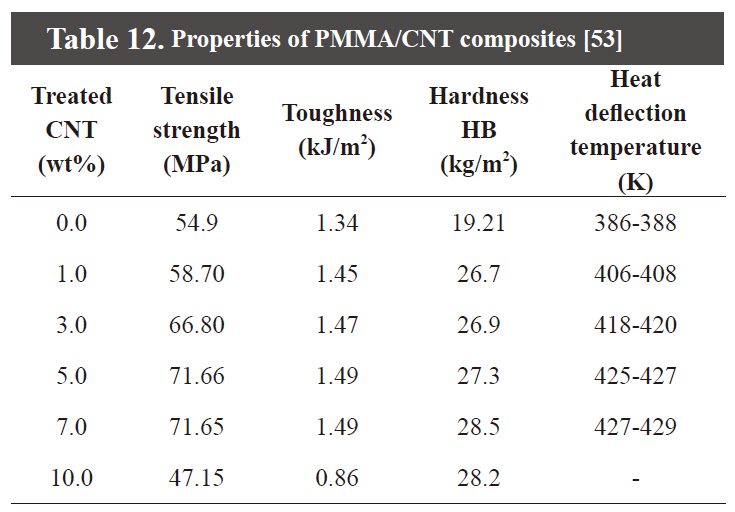
Jia et al. [53] prepared PMMA/CNT composites by
Wang et al. [58] studied the dynamic mechanical behavior of PMMA/acidified MWCNT composites compatibilized with amine-terminated poly(ethylene oxide) (PEO). The miscibility between PEO and PMMA improves the interfacial adhesion between the polymer matrix and the MWCNTs, leading to an increase in the storage modulus values of the composites, as shown in Fig. 10. Similar results were observed by Velasco-Santos et al. [59] for PMMA/MWCNT composites.
Seo et al. [52] prepared PMMA/MWCNT composites via
[Table 12.] Properties of PMMA/CNT composites [53]
Properties of PMMA/CNT composites [53]
the solvent cast film showed a better nanoscopic dispersion of MWNTs, which could lead to the possibility of CNT composites in engineering applications.
Park et al. [60] prepared a PMMA/MWCNT nanocomposite by in situ polymerization of MMA dispersed with MWCNTs. The acid treated MWNTs were well dispersed in MMA with fairly good dispersion stability, while flocculation and sedimentation were observed from raw MWCNTs in MMA.
A typical procedure for the preparation of PP/CNT composites by solvent-mixing method is as follows [61]: PP is added to a solvent and dissolved by mechanical stirring. The obtained gel-like solution is poured onto aluminum foil and placed in a vacuum oven. After drying, the material is left to cool to ambient and is then broken into small pieces. The fibers are spun using an Instron capillary rheometer.
A typical procedure for preparation of the composites by melt-mixing method is as follows [62]: composites are prepared in an internal mixer, equipped with a pair of high shear rollertype rotors. The temperature of the mixing chamber is set at 190℃ and the blending time is 15 min. Once the polymer is molten, the appropriate percentage of CNTs is added. The obtained compounds are subject to compression at 200℃ for 15 min in a Colling press.
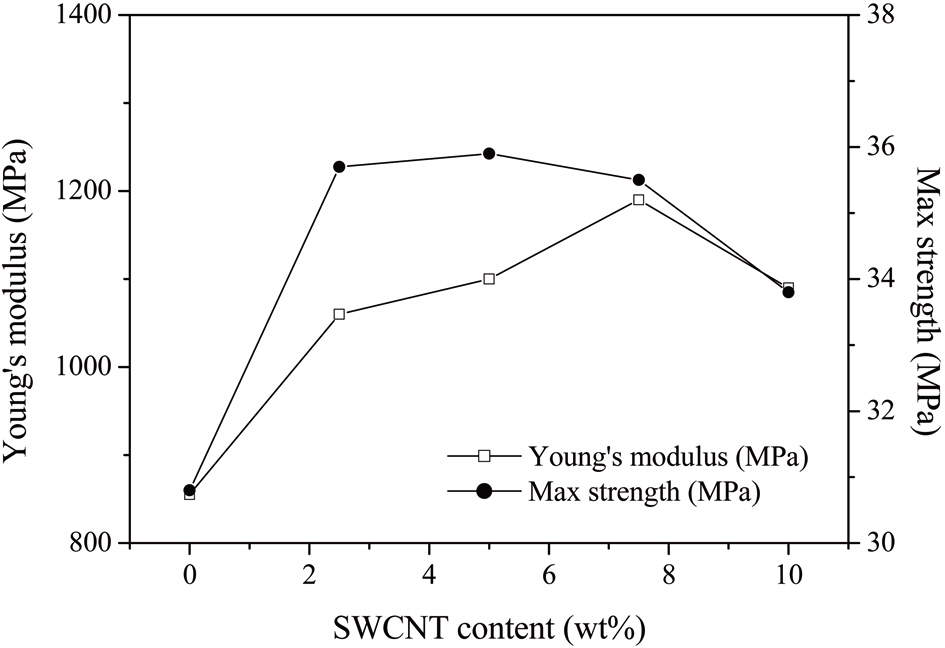
Manchado et al. [61] investigated the dispersion of SWCNTs in isotactic PP (iPP) by shear mixing. The results indicate that the addition of low SWNT amounts led to an increase in the rate of polymer crystallization with no substantial changes in the crystalline structure. As shown in Fig. 11, the Young’s modulus and tensile strength considerably increase in the presence of nanotubes. Similar results were observed by other researchers for PP/CNT composites [52,63-65].
Kearns and Shambaugh [62] reported that the strength properties of PP fibers were enhanced with SWCNTs. For a 1 wt% loading of nanotubes, the tensile strength of the fibers increased 40% and the modulus increased 55%, as can be seen in Table 13.
Grady et al. [66] reported on the nonisothermal and isothermal crystallization of PP/CNT systems. Nanotubes promoted growth
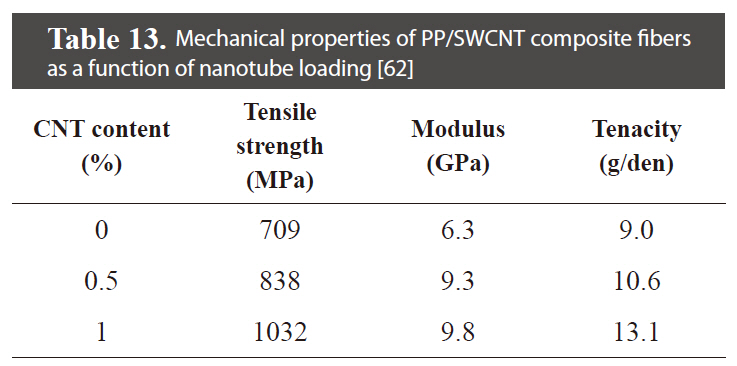
Mechanical properties of PP/SWCNT composite fibers as a function of nanotube loading [62]
of the less-preferred beta form of crystalline PP at the expense of the alpha form. The rate of crystallization was substantially higher in the CNT-filled systems. The results clearly show that CNTs nucleate crystallinity in PP.
Shim and Park [67] studied the effect of glycidyl methacrylate grafted MWCNTs (GMA-MWCNTs) on the viscoelastic behaviors of PP based nanocomposites. The PP/GMA-MWCNT nanocomposites showed higher storage modulus, loss modulus,and shear viscosity compared to those values for pure PP.
Karevan et al. [68] investigated the effect of filler content, presence of interphase, and agglomerates on the effective Young’s modulus of PP based nanocomposites reinforced with CNTs. It was found that the interphase has an average width of ~30 nm and modulus in the range of 5 to 12 GPa.
A typical procedure for the preparation of a PS/CNT composite is as follows [69]: CNTs are dispersed in toluene using an ultrasonic wand dismembrator. The CNT suspensions are then admixed with toluene solutions of PS to yield PS/CNT solutions. These mixtures are further homogenized in an ultrasonic bath. Thin composite films are then produced from these solutions using two different techniques, film casting and spin casting.
A typical procedure for film casting is as follows: Solution is poured into a flat-bottomed glass culture dish, and the toluene is allowed to evaporate. Thin uniform films are obtained and dried
[Table 14.] Properties of PS/MWCNT composite films [69]
Properties of PS/MWCNT composite films [69]
in a vacuum oven.
A typical procedure for spin casting is as follows: PS/CNT solutions are deposited at the center of a rotating disk and spun on a Spin Coater. Thin films are formed and the films are subsequently dried in a vacuum oven.
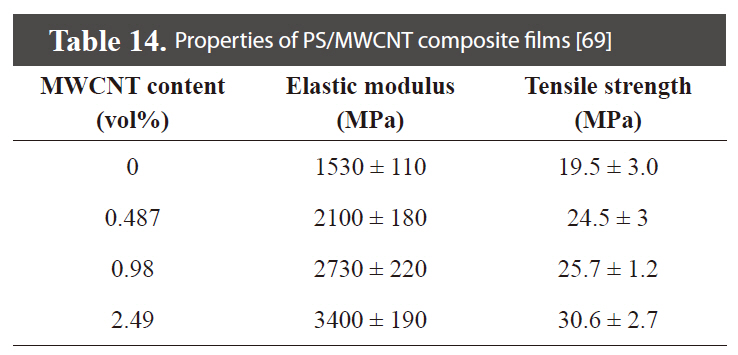
Safadi et al. [69] reported on the basic relationships between processing conditions and the mechanical and electrical properties of MWCNT reinforced PS composites. Table 14 shows the properties of the composites. The presence of 2.5 vol% MWCNTs approximately doubles the tensile modulus,and transforms the film from insulating to conductive.
Andrews et al. [70] investigated the dispersion of nanotubes in polymer matrices to derive new and advanced engineering materials. The nanotube concentration at which conductivity was initiated varied with the host polymer. In PP, this concentration was as low as 0.05 vol%, while higher concentrations were required for PS, and particularly for ABS.
Xie et al. [71] prepared SWCNTs with high covalent bonding density of polymer layers by a “grafting to” approach. Only 0.06 wt% of SWCNTs resulted in 82% and 78% increases in tensile strength and elastic modulus of polymer composites,respectively, indicating an efficient interfacial stress transfer between SWCNTs and polymer.
PU/CNT membranes were prepared by electrospinning/electrospraying technique and sol-gel process. PU/CNT films were made using a convenient solution process. A typical procedure for preparation of the composites by
A typical procedure for preparation of composite films is as follows [73]: PU is dissolved in THF and the CNTs is added to the PU solution, with continuous stirring. The solution is then sonicated for 2 h in a sonic bath, followed by subsequent casting and controlled solvent evaporation. Free-standing PU/SWNT composite films are obtained by peeling them from the Teflon disk.
Koerner et al. [73] reported the addition of small amounts of MWCNT to thermoplastic elastomer produced polymer nanocomposites with high electrical conductivity, low electrical percolation, and enhancement of mechanical properties including increased modulus and yield stress, as shown in Fig. 12.
[Table 15.] Tensile properties of PU/MWNT composites [74]
Tensile properties of PU/MWNT composites [74]
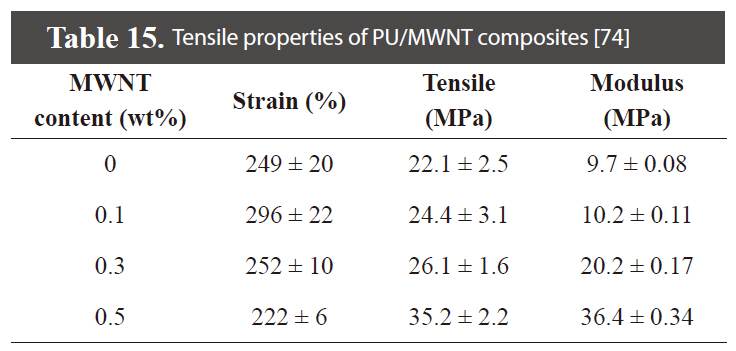
Xu et al. [74] prepared a series of novel self-crosslinkable PU/MWCNT composites using the sol-gel process. As shown in Table 15, a small amount of amide-functionalized MWCNT in the samples may increase the Young’s modulus and tensile strength significantly, with no loss of elongation. Similar results were observed by Sen et al. [75] and Chen and Tao [76] for PU/CNT composites.
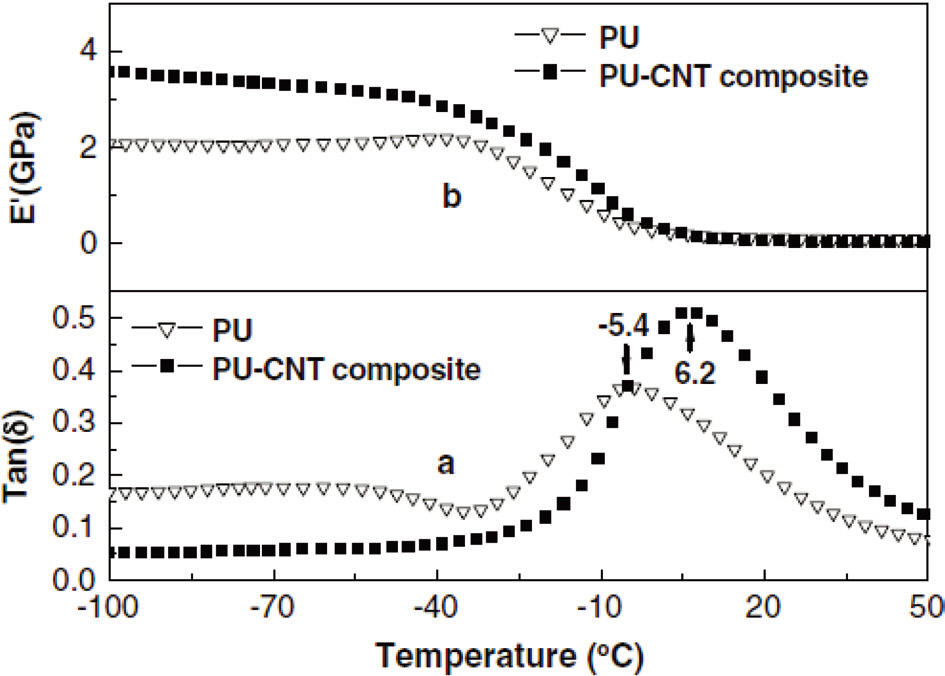
Xiong et al. [72] synthesized a PU/amide-functionalized
[Table 16.] Tensile properties of PVA/CNT composite films [78]
Tensile properties of PVA/CNT composite films [78]
MWCNT elastomer composite. As shown in Fig. 13, the Tg of the composite was increased by about 10℃ and its thermal stability was obviously improved, in comparison with those properties for pure PU.
Kim et al. [77] investigated the DC conductivity of PU/MWCNT composites with a variety of oxidation conditions, surfactants, and surfactant contents. It was found that in order to enhance DC conductivity of the composites containing oxidized MWCNT, a better dispersion of MWCNT should be obtained by effective functionalities and surfactant adsorption while preserving the intrinsic geometry of the pristine MWCNT.
A typical procedure for preparation of PVA/CNT composite films is as follows [78]: a PVA polymer sample is dissolved in water to obtain a PVA solution. CNTs solution is added to the PVA solution, and the solution is stirred. The resulting solution is cast onto a glass slide and the film is dried at room temperature.
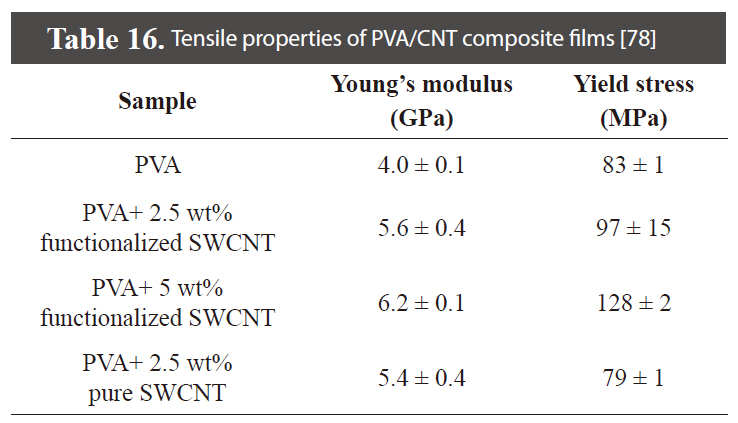
Paiva et al. [78] prepared PVA/water-soluble PVAfunctionalized CNT composites via a wet-casting method. Table 16 shows the tensile properties of the composites. The mechanical properties of the nanocomposite films were significantly improved compared to those of neat polymer film.Functionalization allowed good distribution of the nanotubes in the matrix, leading to higher film strength.
Ryan et al. [79] reported a 4.5 fold increase in the Young’s modulus of PVA with the addition of CNTs. It is suggested that in PVA/CNT systems, with non-covalent bonding between the filler and the matrix, the formation of nanotube induced crystalline polymer domains is the dominant reinforcement mechanism and not stress transfer to the nanotube; the role of the nanotube lies in nucleating crystallization. Similar results were observed by other researchers for PVA/MWCNT composites [80-82].
Shaffer and Windle [83] described a successful route for the fabrication of large PVA/CNT composite films containing nanotubes. Their process should be broadly applicable to a range of nanotube materials and polymers. The densities of the composites follow a linear law of mixtures, and the electrical conductivities show typical percolation behavior, as can be seen in Fig. 14.
In this paper, we reviewed the preparation and properties of CNT-reinforced polymer composites. For a certain polymer matrix, different treatment of CNTs and processing methods were used. Homogeneous dispersion of CNTs in the polymer matrix is very important to improve the properties of the polymer composites. The electrical, thermal, and mechanical properties of the composites were significantly increased with the addition of a small amount of CNTs. CNT-reinforced polymer composites as multifunctional high-performance materials are currently of great interest for use in an extensive range of electronic, aerospace, and military applications.

![Electrical conductivity and modulus of epoxy/MWNT-PEI composites [11]. MWCNT: multi-walled nanotube.](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_f001.jpg)
![Evolution of conductivity of epoxy/MWCNT composite samples as a function of nanotube concentrations for three treatments [13]. MWCNT:multi-walled carbon nanotube](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_f002.jpg)
![Effect of MWCNT content on impact strength of epoxy/MWCNT composites [14]. MWCNT: multi-walled carbon nanotube.](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_f003.jpg)
![Effects of MWCNT content on tensile strength of epoxy/MWCNT composites [10]. MWCNT: multi-walled carbon nanotube.](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_f004.jpg)
![Storage moduli and glass transition temperatures of epoxy/CNT composites [16]](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_t001.jpg)
![Glass transition temperature of anhydride-cured epoxy nanocomposites versus FSWCNT volume content [17]. FSWCNT: fluorinated single-walled carbon nanotube.](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_f005.jpg)
![Mechanical and electrical properties of PA-6/CNT composites [21]](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_t002.jpg)
![Mechanical properties of PA-6/SWCNT composite fibers [24]](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_t003.jpg)
![Properties of control PAN and PAN/SWCNT composite fibers [29]](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_t004.jpg)
![Mechanical properties of PAN/MWCNT composite nanofiber sheets [30]](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_t005.jpg)
![Tensile and electrical properties of PC nanocomposite fibers based on MWCNTs and SWCNTs [32]](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_t006.jpg)
![Electrical conductivity of PC PC/MWCNT and PC/P3HTg-PCL/MWCNT composite films [34]](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_t007.jpg)
![Change of Izod impact strength of HDPE/MWCNT composites [35]. HDPE: high density polyethylene MWCNT: multi-walled carbon nanotube.](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_f006.jpg)
![Mechanical properties of HDPE/CNT nanocomposites [36]](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_t008.jpg)
![Electrical conductivity of LLDPE/CNT composites as function of MWCNT content [40]. LLDPE: linear low density polyethylene MWCNT:multi-walled carbon nanotube.](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_f007.jpg)
![Mechanical properties of UHMWPE fiber and UHMWPE/MWNT composite fibers [42]](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_t009.jpg)
![Electric conductivity of UHMWPE-based composites as a function of MWCNT content [41]. UHMWPE: ultrahigh molecular weight polyethyleneMWCNT: multi-walled carbon nanotube.](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_f008.jpg)
![Properties of PI/MWCNT composites [46]](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_t010.jpg)
![Tensile properties of PI/SWCNT nanocomposite fibers [45]](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_t011.jpg)
![Variation of electrical conductivity of PI/MWNTs nanocomposites with MWCNT content (10 kHz) [49]. PI: polyimide MWNT: multi-walled nanotube; MWCNT: multi-walled carbon nanotube.](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_f009.jpg)
![Properties of PMMA/CNT composites [53]](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_t012.jpg)
![Storage moduli at 40℃ and Tg values of PMMA/MWCNT composites[58]. PMMA: poly(methyl methacrylate) MWCNT: multi-walled carbon nanotube.](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_f010.jpg)
![Variation of Young’s modulus and yield strength as a function of SWCNT content in PP/SWCNT composites [61]. PP: polypropylene SWCNT:single-walled carbon nanotube.](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_f011.jpg)
![Mechanical properties of PP/SWCNT composite fibers as a function of nanotube loading [62]](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_t013.jpg)
![Properties of PS/MWCNT composite films [69]](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_t014.jpg)
![DC bulk conductivity of PU/CNT composites as a function of CNT content [73]. PU: polyurethane CNT: carbon nanotube.](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_f012.jpg)
![Tensile properties of PU/MWNT composites [74]](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_t015.jpg)
![Dynamic mechanical thermal analysis curves of PU/CNT composites with 2 wt% CNT: (a) loss factors (tanδ) and (b) storage modulus (E’)[72]. PU: polyurethane CNT: carbon nanotube.](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_f013.jpg)
![Tensile properties of PVA/CNT composite films [78]](http://oak.go.kr/repository/journal/10388/HGTSB6_2011_v12n2_57_t016.jpg)