Visual displays have been widely used to gain information. However, it is evident that visual displays in handheld mobile devices can be limited in the delivery of the full feelings of people.Thus, a haptic interface with tactile feedback can play an important role in the delivery of accurate and obvious feelings between human and machine [1]. In addition, a tactile sensation is about five times faster than a visual one [2]. A vibrating motor [3], solenoid type actuator, and piezoelectric actuator have been generally used until now to generate haptic feeling in mobile devices. Piezoelectric actuators with the advantages of low power consumption and a fast response time can produce various kinds of vibration for haptic feelings [4]. Pb(Zr,Ti)O3 (PZT) composition ceramics, which have been widely utilized for piezoelectric device application, contain the toxicity of lead oxide. The use of these ceramics can cause serious environmental pollution and human health problems. In addition, it is very difficult to maintain the reproducibility of the original ceramic composition due to the fluctuation in composition of the ceramics caused by the rapid evaporation of PbO when sintered at temperatures above 1,000℃. Thus, PbO should be excessively added to prevent composition fluctuation in the manufacture of PZT system ceramics. It also can cause serious environmental problems. Therefore, it is necessary to develop new lead-free piezoelectric composition ceramics to replace PZT-based ceramics. Lead-free piezoelectric ceramics, such as tungsten bronze type, bismuth layered type, and alkaline niobate-based type ceramics, have been extensively studied for the replacement of lead-containing ceramics. However, it is difficult to obtain the dense lead-free piezoelectric ceramic using ordinary sintering methods due to the high volatility of alkaline elements at high temperatures. Therefore, the optimum sintering temperature plays an important role in obtaining excellent electrical properties. Accordingly, special manufactur-
ing techniques have been used, such as high-energy ball milling,hot-working (forging and hot-pressing) [5], reactive templated grain growth [6] and spark plasma sintering, for the fabrication of lead-free ceramics with excellent properties. However, the above methods are not suitable for mass production. Recently, much attention has been paid to potassium sodium niobate ceramic (KNN) with a perovskite structure due to their excellent ferroelectric properties using the conventional sintering method.In this study, KNN-based (K0.5Na0.5) (Nb0.97Sb0.03)O3 ceramics were fabricated according to the K4CuNb8O23 (KCN) addition using the conventional mixed oxide method for piezoelectric actuator application. The effect of KCN addition on the structure and piezoelectric properties of (K0.5Na0.5) (Nb0.97Sb0.03)O3 ceramics were investigated.
(K0.5Na0.5) (Nb0.97Sb0.03)O3 +0.9 mol% K5.4Cu1.3Ta10O29 + x mol% K4CuNb8O23 (x = 0, 0.2, 0.6, 0.8) ceramics were prepared by a conventional ceramic technique. High-purity oxide powders (>99%) were used as the starting raw materials. The weighed powders were mixed by ball-milling with zirconia balls for 24 hours in
acetone and then dried in an electric oven. After calcinations at 880℃ for 6 hours, the calcined powders were weighed according to mol ratio with K5.4Cu1.3Ta10O29 (KCT) and K4CuNb8O23 (KCN) and milled again for 24h. The milled powders using polyvinyl alcohol (PVA) as a binder were sieved and pressed into disks 21 mmΦ in diameter and 1 mm thickness under 2 ton/cm2. After burning out PVA, the specimens were sintered at 1,060℃ and 1,080℃ for 5 hours in air. Silver paste was fired on both sides of the samples at 600℃ for 10 minutes as the electrodes for the electrical measurements, then poled in a stirred silicone oil bath at 100℃ under a DC field of 3 kV/mm for 30 minutes. Bulk densities were measured by Archimedes Principle using distilled water.
The crystallo-graphic study was confirmed by X-ray diffraction (XRD) using Cu Kα (λ = 1.5406 A) radiation. The surface morphology of the ceramics was studied by scanning electron microscopy (SEM). The piezoelectric properties were measured by the resonance-antiresonance method using an impedance analyzer (Agilent 4294A; Agilent, CA, America). The temperature dependence of dielectric constant of the ceramics was examined using an LCR meter (AG-4304; ANDO, Japan). The piezoelectric constant d33 was measured using a piezo-d33 meter.
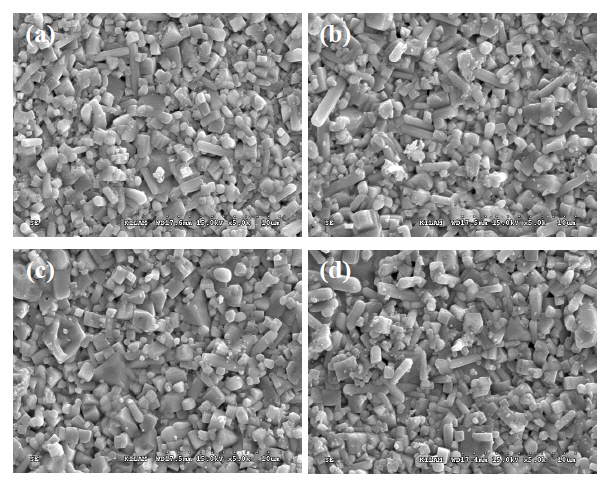
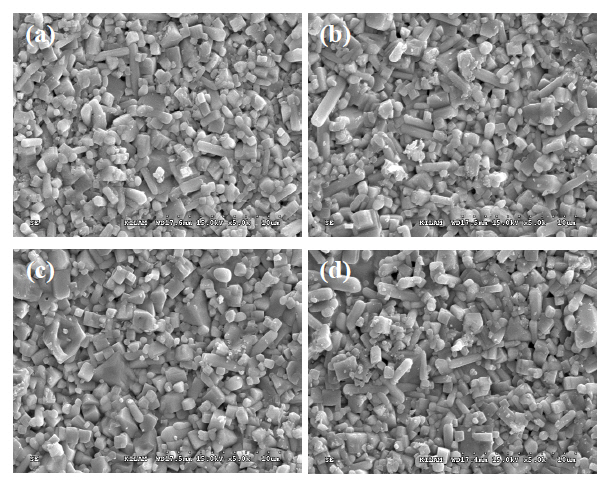
Figure 1 shows the SEM micrographs of (K0.5Na0.5) (Nb0.97Sb0.03)O3+ 0.9 mol% K5.4Cu1.3Ta10O29 + X mol% K4CuNb8O23 (x = 0, 0.2, 0.6, 0.8) specimens. With the increase of KCN, grain size slightly increased up to 0.6 mol% and then decreased. The grain size of specimen doped with 0.6 mol% KCN relatively showed homogenous grain
size, but it is still non-uniform. The liquid phase was induced to promote the densification of specimens during the sintering process, because KCN has a low melting temperature of 1,050℃.
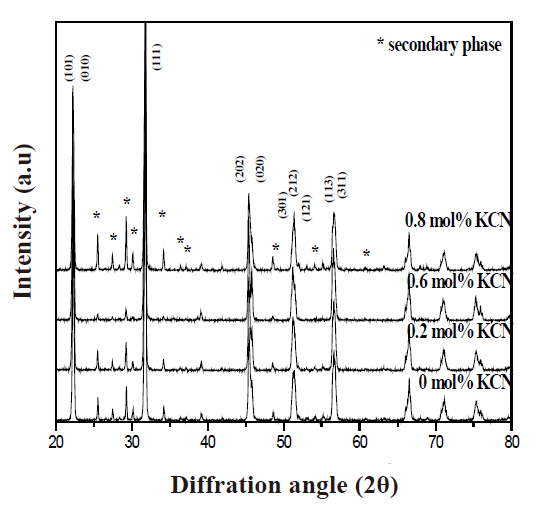
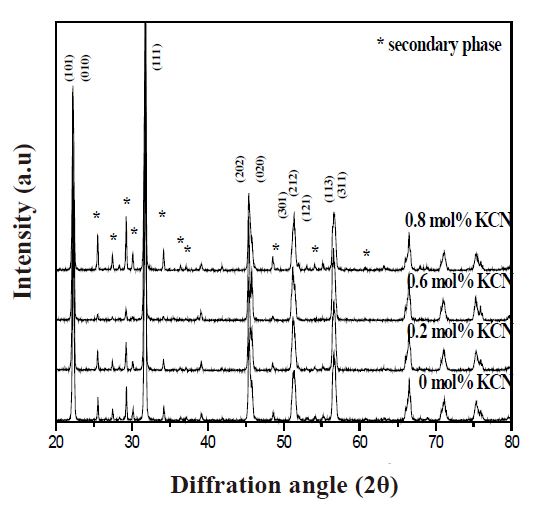
Figure 2 shows the XRD patterns of specimens according to the KCN addition at the sintering temperature of 1,060℃. These specimens showed the orthorhombic phase with secondary phase. Additional consideration for secondary phase should be performed afterwards.
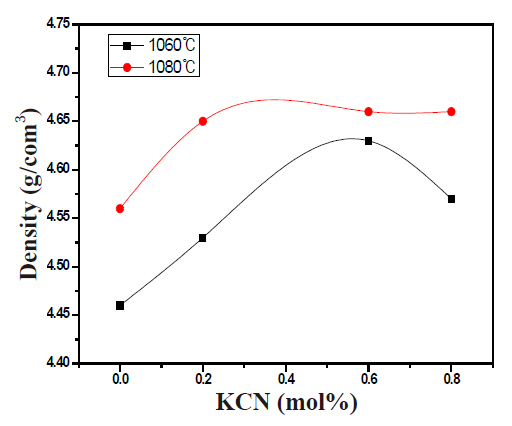
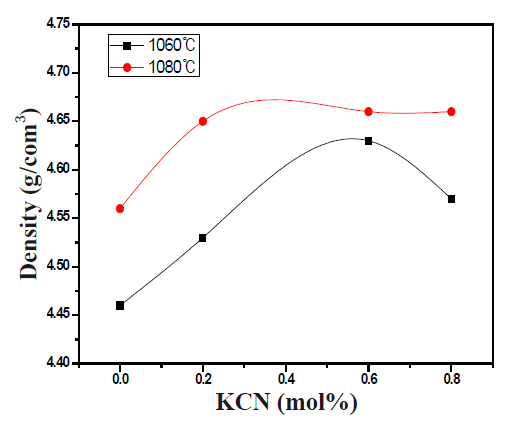
Figure 3 shows the density of the fabricated specimen according to the KCN addition. The density increased with the increase of KCN addition at the sintering temperature of 1,060℃. These results indicate that improvement of sinterability is due to the liquid phase sintering effect of KCN. The maximum value was achieved with 0.6 mol% KCN and then decreased. The excess liquid phase can weaken the density of the specimen [7]. The density of the specimen improved at the sintering temperature of 1,080℃ compared to specimens sintered at 1,060℃.
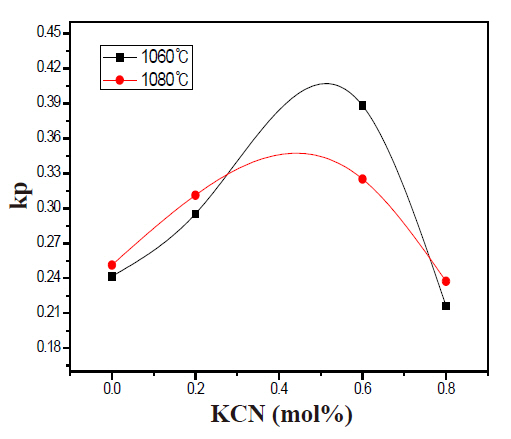
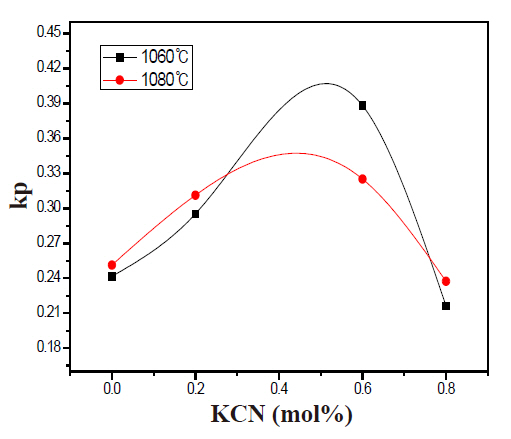
Figure 4 shows the electromechanical coupling factor (kp) according to KCN addition. The kp increased up to 0.6 mol%with increasing KCN and then decreased. The increase of kp is attributed to the improvement of sinterability and grain growth according to KCN addition. However, the kp decreased due to excessive sintering temperature at the sintering temperature of 1,080℃. The maximum value of kp achieved 0.39 at 0.6 mol% KCN composition ceramics sintered at 1,060℃.
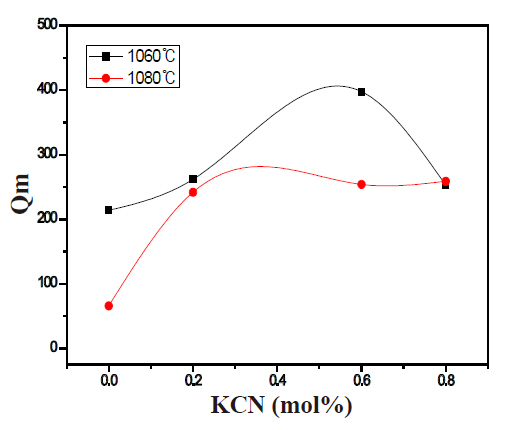
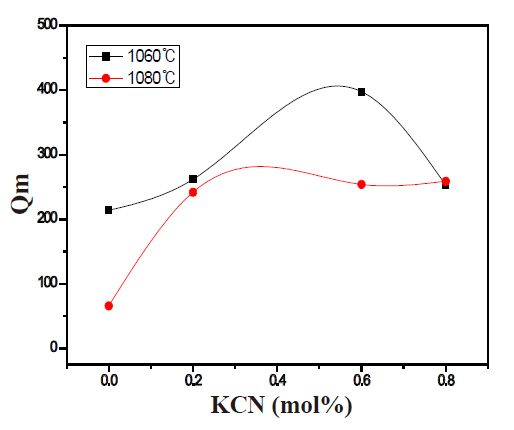
Figure 5 shows the mechanical quality factor (Qm) according to the KCN addition. The Qm increased with increasing KCN addition. The maximum value of Qm achieved 398, at 0.6 mol% KCN sintered at 1,060℃. The Cu2+ ion in the KCN may cause
“hardening” effects in this ceramic composition. The ionic radius of Cu2+ ion is 0.73 A, so, it may be substituted into the Nb5+ion (0.68 A) site or Sb5+ ion (0.62 A) site, resulting in an increase in Qm due to its acting as an acceptor dopant. The decline of Qm can be illustrated by the fact that the specimen density decreased due to the solubility limit.
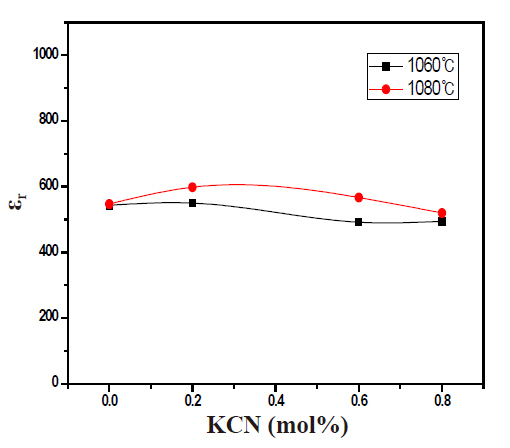
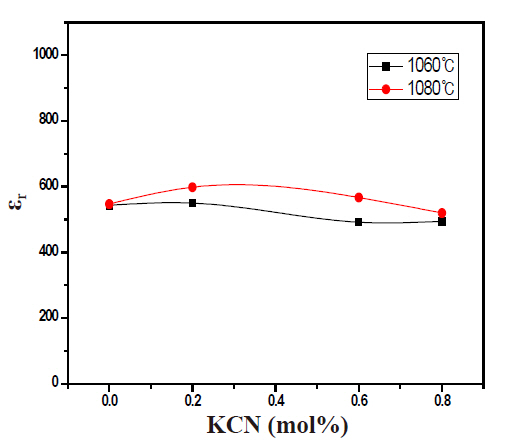
Figure 6 shows dielectric constant (εr) according to the KCN addition. The εr does not largely change with the increase of KCN. The maximum value of εr showed 550 and 559 at 0.2 mol% KCN composition ceramics sintered at 1,060℃ and 1,080℃, respectively.
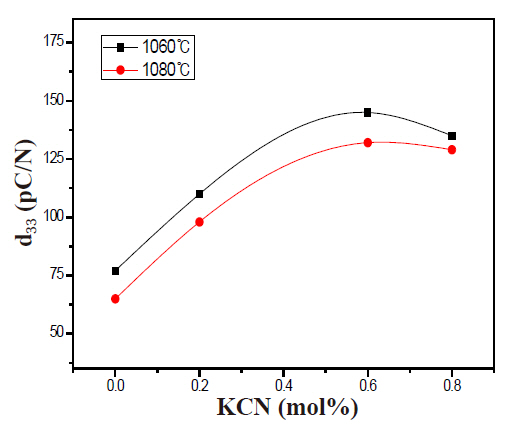
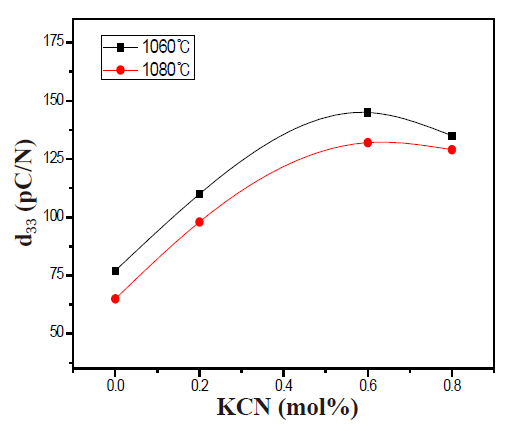
Figure 7 shows piezoelectric constant (d33) according to KCN addition. The maximum value of d33 was obtained at the specimens doped with 0.6 mol% KCN in each sintering temperatures. The maximum value of d33 achieved 145 pC/N at 0.6 mol% KCN composition ceramics sintered at 1,060℃. The increase of d33 is attributed to the grain growth and improved kp.
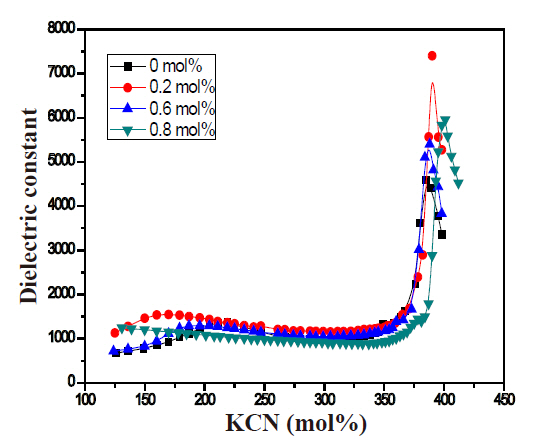
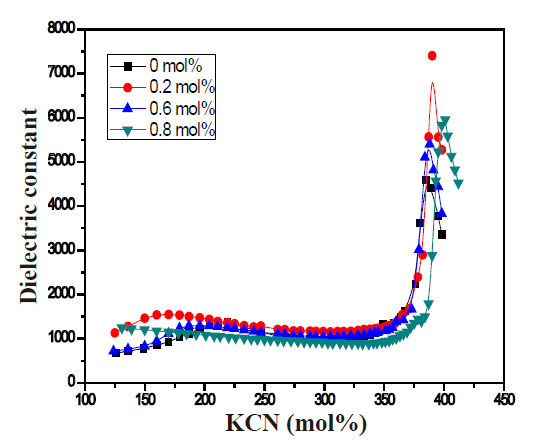
Figure 8 shows the dielectric constant (εr) of (K0.5Na0.5) (Nb0.97Sb0.03)O3 ceramics as a function of temperature. The observed temperature dependence of the εr shows two-phase transitions of Curie temperature (Tc) and orthorhombic-tetragonal phase transition temperature (TO-T). The Tc slightly increased according to the KCN addition. However, the TO-T decreased slightly according to the KCN addition.
In this work, (K0.5Na0.5) (Nb0.97Sb0.03)O3 ceramics were fabricated according to the KCN addition by a conventional sintering technique for piezoelectric actuator application. The effect of KCN addition on the structure and piezoelectric properties was investigated. Manufactured specimens showed the orthorhombic phase with secondary phase. The addition of KCN formed the secondary phase. The ionic radius of the Cu2+ ion is 0.73 A, so, it may be substituted into the Nb5+ ion (0.68 A) site or Sb5+ ion (0.62A) site, resulting in an increase in Qm due to its acting as an acceptor dopant.
In addition, the KCN indicated assisting the sinterability by the liquid phase sintering effect. Thus, piezoelectric properties were improved with KCN addition. At the 0.6 mol% K4CuNb8O23 added composition ceramics sintered at 1,060℃, kp and d33 achieved the optimum values of 0.39 and 145 pC/N, respectively, suitable for piezoelectric actuator application.