최근 조선 및 해양플랜트 산업이 어려워짐에 따라 납기 준수 및 생산성 향상을 위한 노력을 하고 있다. 선박을 건조함에 있어 가장 큰 문제점은 계획한 일정에 비해 실제로 작업이 이루어지지 않아 잦은 계획 수정을 진행하고, 이에 따라 정확한 일정 관리가 되지 않는 점이다. 또한 명확한 프로세스가 구축되어 있지 않아 작업을 진행하지 않는 경우에는 지연 정도를 정확히 알 수 없는 실정이다.
일반 제조업의 생산 계획은 MRP(Material Requirement Planning & Manufacturing Resource Planning) 방법론에 기반 하여 무한 생산능력(Infinite Capacity)과 고정 리드타임(FixedLeadtime) 조건에서 수립이 되어 오고 있다.
탑재프로세스는 선박 혹은 해양플랜트 구조물의 형태를 이루기 위해 대블록 또는 PE블록을 하나의 구조물로 형성해 나가는 과정으로 블록을 이동시키는 설비, 용접을 위한 인력 등의 계획을 해야 한다. 그렇기 때문에 골리앗 크레인과 트랜스포터, 용접사 등에 대한 부하를 고려하여 계획을 수립하여야 한다(Lee et al., 2009).
현재 조선소에서 선표 단계에 작성하는 탑재프로세스의 경우 Main Event 일정을 고려하여 일정계획을 먼저 수립하고, Main Event를 기준으로 역방향으로 계산하여 Critical Path를 확인하는 PERT(Program Evaluation and Review Technique)/CPM(Critical Path Method)방식으로 탑재 일정을 재검토한다. 하지만 제한된 리소스와 선행블록의 탑재 완료 여부 및 후행블록 준비 여부에 따라 생산을 진행하면서 계획을 수정하는 일이 비일비재하게 발생하고 있다.
본 연구에서는 계획대비 일정 지연 및 추가 작업의 발생을 최소화하고자 탑재블록의 블록준비율의 변동성을 고려하여 모델링 및 시뮬레이션을 진행하고, 한정된 리소스를 가지고 최소한의 리드타임을 가지는 탑재프로세스 일정을 재정립하고자 한다. 또한 궁극적으로 블록준비율에 의해 발생한 변동성에 따른 Main Event 준수율을 정도를 확인하고, Main Event 준수를 위한 탑재블록들 간의 최적의 Pitch값을 산정하고자 한다.
조선 산업에서 탑재 일정계획 수립의 중요성은 과거부터 지속적으로 인식되어 왔기 때문에 많은 연구가 진행되었다. 공정 계획 단계에서 도크 공기와 가용 자원의 활용도를 고려한 최적 공정 계획을 수립하는 연구를 진행하였는데, 유전 알고리즘을 이용하여 탑재 가능일의 범위, 골리앗 크레인의 일별 탑재 횟수 등을 고려한 부하 평준화를 확인하였다(Lee & Kim, 1995). 변동성과 자원의 제약을 고려하는 CCPM(Critical Chain Project Management) 방식을 사용하여 크리티컬 체인(Critical Chain)을 결정하고, 크리티컬 체인 뒤에 프로젝트 버퍼를 적용하여 탑재 일정계획에 대한 신뢰성을 향상시켰다(Cha & Choi, 2009). 탑재 일정계획을 기준으로 선행공정의 일정 계획을 시뮬레이션 방법을 이용하여 일관된 형태로 수립하는 과정에 대한 연구를 진행하였는데, 선행공정의 일정계획에 대한 부하분포를 판단함으로써 탑재 일정이 전체 공정 부하에 미치는 영향을 분석하였다(Lim et al., 1997).
조선 산업에서 탑재 일정계획 수립의 중요성은 과거부터 지속적으로 인식되어 왔기 때문에 많은 연구가 진행되었다. 중견, 중소형 조선소를 위한 생산관리 시스템 요구사항에 대한 연구(Woo, et al., 2009)와 조선소 블록 관제 시스템 구축을 위한 시뮬레이션 모듈 개발에 관한 연구(Woo, et al., 2010), 조선소 생산시스템 시뮬레이션을 위한 기능 도출 체계를 수립하고, 실무에 적용한 연구(Song, et al., 2011), 마지막으로 중형 조선소의 블록 조립 계획을 수립하고 시뮬레이션을 통한 구축하고 계획을 검증한 연구(Woo & Song, 2014) 등이 조선업에 시뮬레이션을 적용한 연구들이 선행된 바 있다.
본 연구의 대상 조선소는 Skid Berth 방식을 사용하여 탑재프로세스를 진행한다. Skid Berth 방식은 Skid 레일을 이용한 건조 방식으로 도크 시설을 구축하지 않고도 여러 장소에서 동시에 선박을 건조할 수 있으며, 필요한 공정을 선행할 수 있어 작업 공수가 절감된다.
Load Out은 Skid 레일을 이용하여 탑재가 완료된 선박을 플로팅 도크로 이동시키는 작업으로, 플로팅 도크를 또 하나의 선대로 활용하여 장비와 자재의 투입이 효과적이다.
Shifting은 선박 건조 조립장이 아닌 다른 장소에서 건조한 선박을 Skid 레일 위로 이동시켜 진수하는 것으로, Skid 레일 위에서 선체를 완성할 필요가 없으므로 Skid 레일의 활용도를 높일 수 있을 뿐만 아니라, 선박을 효율적이고 신속하게 건조하는데 기여한다.
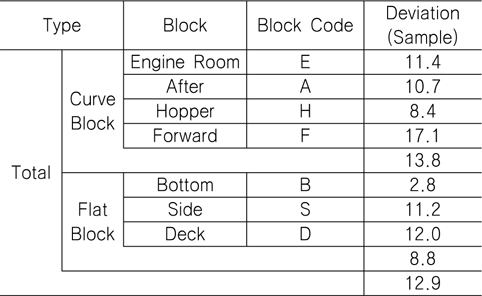
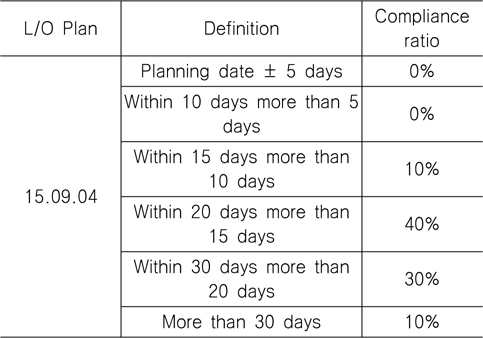
특정블록이 계획된 날짜를 기준으로 언제 탑재가 가능한지를 나타내는 블록준비율은 선 공정완료, 탑재블록의 이동, 탑재준비 공정 등을 포함하고 있다. 블록준비율은 블록의 탑재 계획일을 평균으로 하고 블록 별 편차를 표준편차로 하는 정규분포 형태이다. 여기서 탑재 계획일은 PERT 기법에서 계산되는 ES(Earliest Start Time)을 의미하며, 이는 해당 블록이 탑재 가능한 가장 빠른 시간을 의미한다. 블록의 위치와 특성에 따라 편차는 Table 1과 같이 정의할 수 있는데, 이는 실적 데이터를 분석하여 얻어진 결과물이며, 블록준비율을 계산하는데 사용된다. 블록준비율(BR)을 계산하는 방식은 식(1)과 같다.
[Table 1] Deviation of erection block
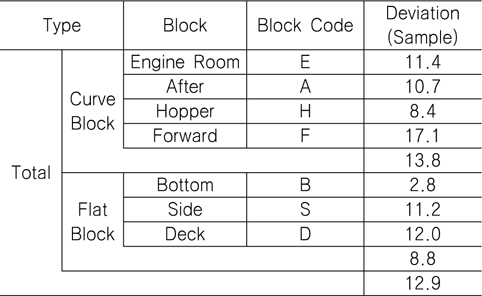
Deviation of erection block

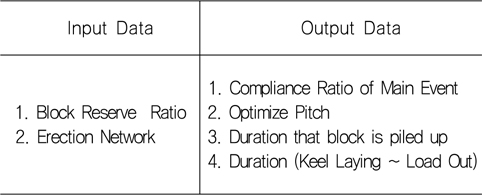
시뮬레이션을 통해 Main Event가 착수 계획일에서 일정 범위 내에 들어갈 수 있도록 탑재블록의 최적의 편차를 계산한다. 또한 블록준비율과 선표 단계에서 작성된 탑재 네트워크를 바탕으로 계획된 Main Event 준수율과 Main Event 준수를 위한 최적 Pitch값, 블록 적치 기간, 마지막으로 탑재프로세스의 총 건조 기간 등을 알 수 있는 모델을 제작하였다. 이를 정리하면 Table 2와 같이 표현할 수 있다.
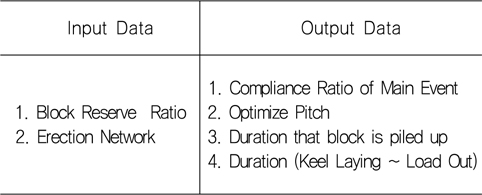
Input & output data
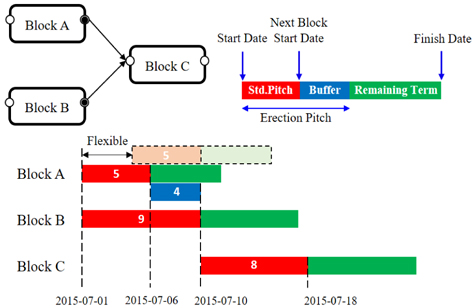
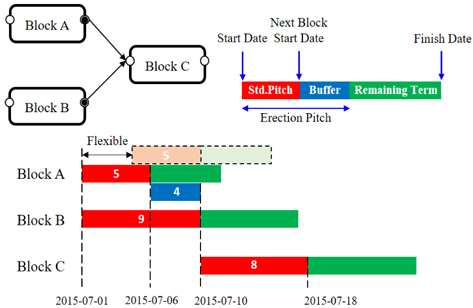
탑재의 경우 선행블록의 탑재가 완전히 종료되고 다음 블록의 작업이 착수되는 것이 아니라 일정량의 작업이 진행되면 Parallel하게 다음 블록의 탑재가 가능해진다. Start Date는 해당블록의 착수 시작일을 의미하며, Next Block Start Date는 후행 블록의 탑재 시작일을 의미합니다. Finish Date는 해당블록의 탑재가 완전히 종료되는 날짜를 의미하며 본 연구에서는 Main Event 직전 블록에 대해서만 고려하였다.
예를 들어 Fig. 1에서 Block A, B, C는 탑재 블록이고, Block A, B의 탑재가 착수되고 각각의 표준 Pitch 기간 동안 일정한 작업(Joint 취부)이 완료된 후, 다음 블록의 탑재 착수가 가능해진다. 여기서 Block C의 경우에는 선행 블록인 Block A와 Block B가 모두 취부가 완료된 7월 10일에 착수가 가능하다. Block A의 경우 표준 Pitch는 5일이지만 선, 후행 관계 파악을 통해 여유 Buffer가 4일이라는 것을 알 수 있으므로 주어진 Buffer 기간에 따른 부하상태 및 작업 환경을 고려하여 작업 수행 일정을 결정할 수 있다. 이와 같이 블록의 착수 일부터 후행블록 착수 가능 일까지의 기간을 탑재블록의 Pitch라 하고, 탑재 Pitch는 블록별로 정해져 있는 표준 Pitch와 탑재 네트워크의 선, 후행 관계에 따라 발생하는 여유 Buffer로 구성된다.
탑재프로세스는 선표 단계에서 계획한 탑재 네트워크를 기준으로 DES(Discrete Event Simulation) 프로그램인 DELMIA QUEST로 모델링하였다. 우선 시뮬레이션을 위해 탑재블록과 Main Event들의 착수일과 탑재 순서가 포함되어 있는 탑재 네트워크를 분석하였다. 액티비티의 형태는 최소착수일, 최대착수일, 탑재블록명, 순방향 Pitch, 역방향 Pitch로 구성되어 있다. 최소착수일은 해당 블록의 가장 빠른 착수 시작일을 의미하며, PERT 기법에서 ES(Earliest Start time)와 동일하다. 최대착수일은 해당 블록의 가장 늦은 착수 시작일을 의미하며, LS(Latest Start time)과 동일하다. 순방향 Pitch는 Keel Laying에서부터 누적된 Pitch를 의미하며, 역방향 Pitch는 Load Out에서부터 누감된 Pitch를 의미한다.
탑재 네트워크에서 탑재블록 별 선, 후행관계를 파악하여 시뮬레이션 진행을 위한 순서를 확인하였다. 예를 들어 2개의 선행 탑재블록이 완료되어야 탑재를 시작할 수 있는 탑재블록이 존재한다. 이 블록은 블록준비율에 의해 탑재 예정일 보다 먼저 준비되어 적치되어 있는 상황이라도, 선행 블록들의 취부 작업이 완료되지 않으면 탑재가 불가능하고, 하나의 선행 블록의 탑재 취부 작업이 완료되더라도 나머지 하나의 블록의 탑재 취부 작업이 완료되지 않으면 해당 블록은 탑재를 착수하지 못하고 선행 탑재프로세스가 모두 종료될 때까지 대기한다.
가용 리소스는 트랜스포터와 골리앗 크레인 각각 1대로 설정하였고, Bottom블록의 경우 트랜스포터를 이용하여 탑재하였다. Bottom블록의 경우 트랜스포터를 이용한 탑재가 가능한 이유는 해당 조선소가 Skid Berth 방식의 육상 건조방식을 사용하고 있기 때문이다. Bottom블록을 제외한 나머지 블록의 경우 골리앗 크레인 한 대만 사용하는 조건으로 모델링을 하였다. 또한 골리앗 크레인과 트랜스포터의 경우 하나의 블록이 완전히 탑재될 때 까지 대기하는 것이 아니라, 탑재를 시작한지 4시간이 지나면 다른 장소의 블록 탑재에 사용 가능하도록 하였다. 이는 조선소의 상황을 고려한 것으로, 리소스는 탑재블록의 이동 및 정확한 위치에 고정하기 위한 용도로 사용되기 때문이다. 또한 탑재블록의 Joint 취부가 완료되면 다음 블록의 탑재를 진행할 수 있기 때문에 공수를 높이기 위한 방식으로 다른 블록 탑재에 리소스를 사용하기 위함이다.
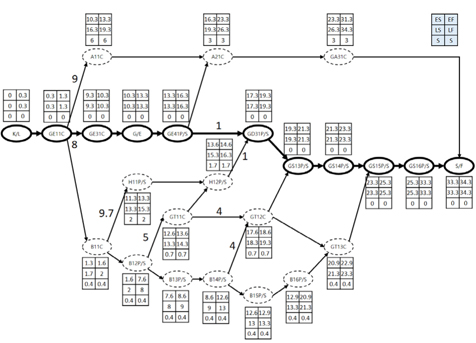
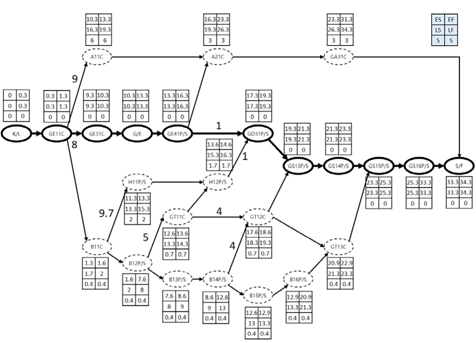
탑재 네트워크로 시뮬레이션을 수행하는 경우 선행 블록의 탑재 작업이 완료된 후 후행 블록의 탑재가 진행되는지 확인을 하였고, 각 블록의 탑재에 소요되는 시간이 바르게 적용되는지 확인하기 위해 검증을 수행하였다. 로직 검증을 위해 K/L(Keel Laying)에서 S/F(Shifting) 구간까지의 축소 모델을 생성하였고(Fig. 2), PERT/CPM 기법을 이용한 결과와 시뮬레이션 결과를 비교하였다.
생성된 탑재 네트워크를 통해 탑재가 시작되는 일정을 결정할 수 있고 탑재 블록의 선, 후행 관계를 파악할 수 있다. 탑재 작업일을 계산하기 위해 CPM 방식을 사용하여 시작일을 기준으로 한 Forward 계산을 통해 탑재 블록 별 ES(Earliest Start time)와 EF(Earliest Finish time)를 결정하고, 종료일을 기준으로 한 Backward 계산을 통해 탑재 블록 별 LS(Latest Start time)와 LF(Latest Finish time)을 결정한다. ES와 LS(또는 EF와 LF)의 차이를 S(Slack, 여유일정)으로 나타낼 수 있는데, Slack이 0인 블록이 Critical Path에 포함된다. Fig. 2에서 굵은 실선으로 표현된 액티비티가 Critical Path이고, Path 옆 숫자는 분기점에서 다음 액티비티 진행을 위해 기다려야 하는 일수를 의미한다. 블록 탑재 네트워크에서는 후행블록이 2개 이상인 경우 후행 블록의 탑재 위치에 따라 요구되는 탑재 Pitch가 다르게 적용된다. 이러한 탑재 네트워크를 표현하기에는 PERT 기법에서 AOA(Activity on Arc)방식이 유리하다. 반면 표준화된 시뮬레이션을 위해서는 AON(Activity on Node)방식이 유리하다고 할 수 있다. AOA방식에서 AON방식으로 변환하는 과정에서 해당 블록의 공통적인 작업기간과 후행의 각 블록에 따라 추가 기간이 발생한다. 이러한 추가 기간을 의미하는 것이 Fig. 2의 Path옆에 적힌 숫자라 할 수 있다. 이 추가 기간은 PERT/CPM 기법에서 여유기간과는 다른 개념으로 필수로 소요되어야 하는 기간이라 할 수 있다.
여유 Buffer는 탑재 네트워크에서 Slack(여유일정)과 동일한 값으로, Buffer를 가지는 블록들의 작업 일정은 부하평준화를 고려하여 결정하여야 한다. 대부분의 분기점에서 선, 후행 관계 및 서로 다른 Pitch에 따라 발생하는 것을 알 수 있었다.
PERT/CPM 네트워크로 계산한 결과 K/L~S/F까지의 총 건조기간은 34.3일이 걸렸고, 변동성이 고려되지 않은 일정한 작업시간을 사용하였기 때문에 몇 번을 수행하여도 같은 결과를 얻을 수 있었다. 축소 모델 시뮬레이션 진행을 통해 선행 액티비티가 종료된 이후에 후행 액티비티가 진행되는지 확인하였고, 시뮬레이션을 통해 얻어진 Buffer 기간이 PERT/CPM에서 구한 Buffer와 같은지 확인하였다. 또한, PERT/CPM에서 구한 K/L~S/F까지의 리드타임과 시뮬레이션을 통한 리드타임을 비교 하였고, 변동성이 고려되지 않아 두 가지 경우의 결과가 정확히 일치하는 것을 알 수 있었다.
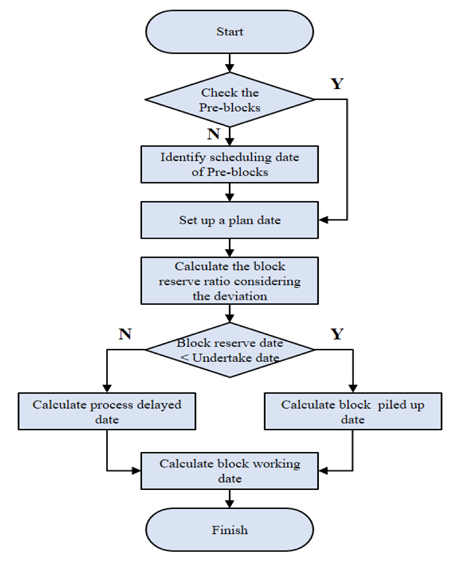
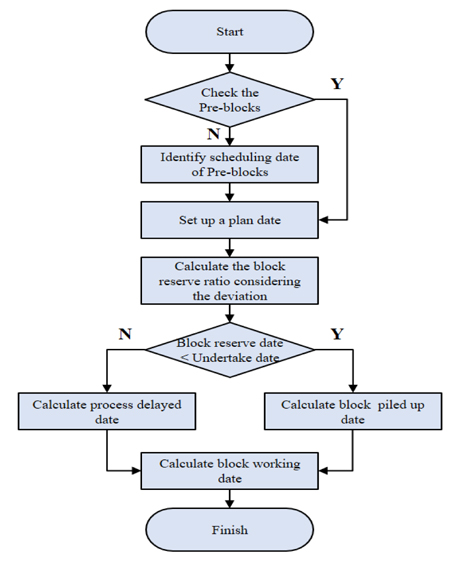
블록준비율은 착수 가능일을 기준으로 해당 블록의 제작 완료일을 산출하여 계획일에 블록 착수 가능 여부를 판단 가능하도록 한다. 블록준비율은 초기 계획일을 평균으로 하고, Table 1의 블록 편차를 가지는 정규분포를 이용하여 로직을 구현하였다. 각각의 블록준비율은 서로 독립적인 관계를 가지고 있기 때문에, 선행 블록이 준비되지 않아 작업이 지연되는 경우가 발생하더라도 해당 탑재 블록의 블록준비율에는 영향을 미치지 않는다. 이는 탑재 네트워크를 통해 얻을 수 있는 순방향 Pitch를 기준으로 블록준비율이 계산되기 때문이다. Fig. 3는 블록준비율을 계산하고, 블록 탑재가 시작되는 날짜와 블록의 적치기간 및 지연기간을 계산할 수 있는 알고리즘을 나타낸다.
계획단계에서 수립된 블록들의 선행 블록 존재 여부를 확인하고 탑재 계획일을 산출하여 블록 별 순방향 Pitch를 계산한다. 순방향 Pitch와 블록 별 편차를 이용하여 블록준비율을 계산하고, 계산된 블록준비율 날짜를 시뮬레이션 상의 순방향 Pitch와 비교하여 해당 블록의 적치 및 지연 여부를 계산할 수 있다.
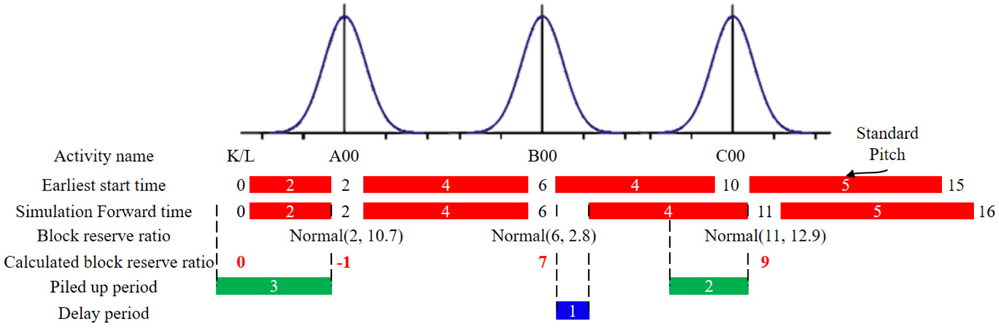
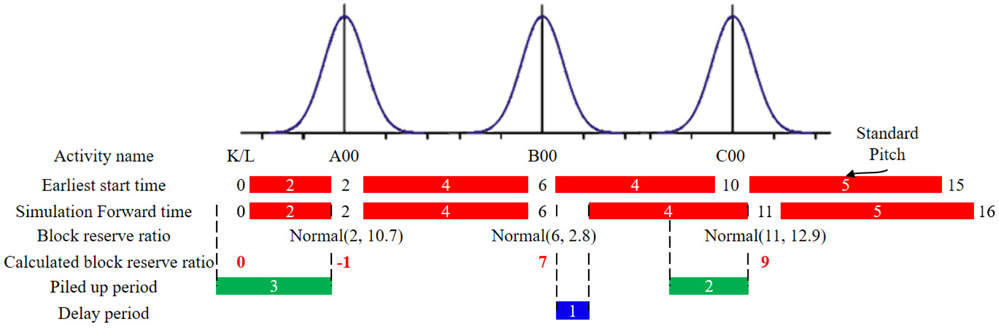
Fig. 4은 블록준비율과 탑재 일정 및 블록의 적치, 지연되는 기간을 확인하는 방법을 나타내고 있으며, 탑재 네트워크를 분석한 결과 ‘A00’ 블록의 Earliest Start Time은 ‘2’를 나타내고 있으며, 해당 블록의 편차를 고려하여 블록준비율을 계산하였을 때 ‘-1’이라는 값이 나왔다고 가정한다면, 이 블록은 Keel Laying을 진행하기 하루 전에 이미 블록이 적치되어 있는 상황을 의미한다. 반면에 ‘B00’ 블록의 경우 Earliest Start Time은 ‘6’을 나타내고 있지만 변동성을 고려한 블록준비율을 계산하였을 때에는 ‘7’이라는 값이 나왔다고 가정한다면, 해당 블록은 ‘6’일 때 작업이 가능하나 블록이 준비되지 않아 그 차이 만큼인 하루가 지연된다는 것을 의미한다.
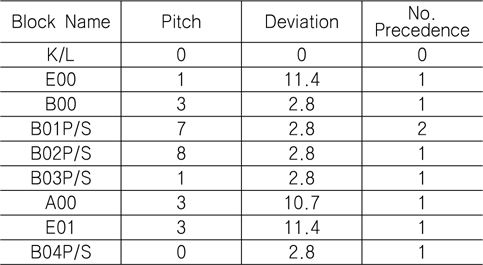
탑재 네트워크를 분석하여 블록 별 표준 Pitch와 선행 작업의 수를 확인하고, 실적 데이터를 바탕으로 검출된 블록 별 편차를 이용하여 블록준비율을 계산하였다. Table 3은 시뮬레이션에 사용된 탑재 네트워크의 대상 블록 중 일부분에 대한 표준 Pitch, 편차, 선행 작업의 수를 나타낸다.
[Table 3] Sample data about each block
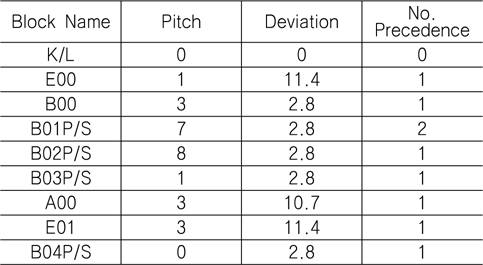
Sample data about each block
시뮬레이션은 2가지 케이스로 진행하였는데, ① 리소스 조건을 고려하지 않은 시뮬레이션, ② 리소스 조건과 블록준비율을 고려한 시뮬레이션이다.
먼저 리소스 조건을 고려하지 않은 시뮬레이션의 경우 앞서 샘플 모델을 검증하기 위해 수행한 PERT/CPM 방식으로, 전체 탑재 네트워크에 대해 계산하여 구해진 결과와 시뮬레이션의 결과의 차이를 확인하기 위해 수행하였다.
다음으로 리소스 조건과 블록준비율을 고려한 시뮬레이션의 경우 실제 조선소에서 탑재프로세스를 진행하면서 발생하는 계획 변경을 예측하기 위한 방식으로 수행되었다. 탑재 네트워크를 분석하여 블록 별 순방향 Pitch와 편차를 이용하여 블록준비율을 계산하고, 이를 시뮬레이션 순방향 Pitch와 비교하여 탑재 일정을 재검토하였다. 본 연구에서는 리소스 사용시간에 이동시간까지 포함하여 시뮬레이션을 진행하였으며, 상세한 이동 시간 및 최적의 경로의 고려는 추후 연구에서 진행하도록 하겠다.
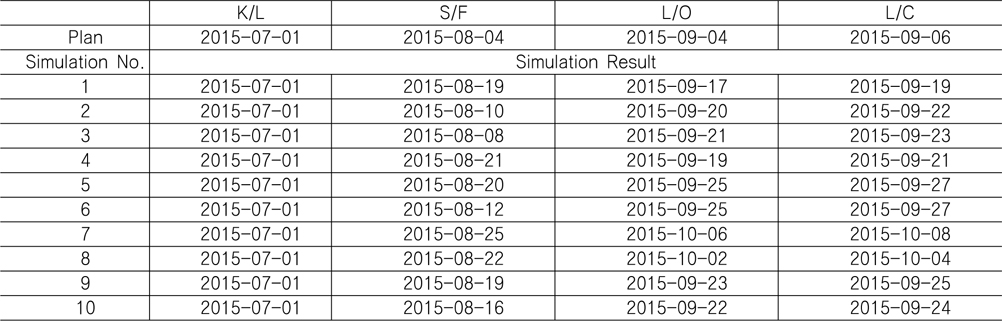
Main Event 준수율의 경우 한 번의 시뮬레이션 결과로 확인이 어렵다고 판단하여 10회 반복 시뮬레이션을 수행하였으며, 각 시뮬레이션은 독립적으로 수행되었다. Table 4는 Main Event가 시작되는 계획일과 시뮬레이션을 통한 실제 탑재프로세스의 일정을 나타낸 것이다.
[Table 4] A simulation result for the main event compliance ratio
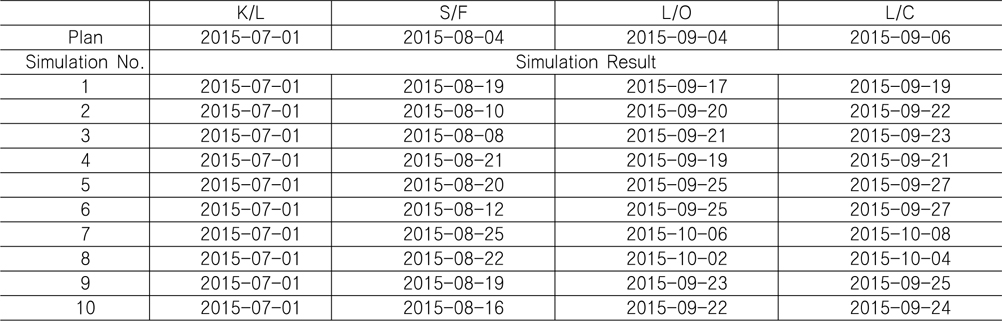
A simulation result for the main event compliance ratio
블록준비율의 경우 정규분포에 따라 블록 제작일이 결정되기 때문에 각 케이스는 같은 블록이더라도 제작일과 적치기간, 지연기간 등은 모두 상이하다는 결과를 확인할 수 있었다.
시뮬레이션을 진행할 때 마다 Main Event 시작일이 서로 다른 것을 알 수 있었고, 평균 20일 정도의 지연이 발생하는 것을 알 수 있었다. 해당 조선소에서는 탑재프로세스 지연으로 인해 평균 40~50일 정도 지연된다고 하였는데, 시뮬레이션 결과는 Working day 형태로 나타났기 때문에 조금 적은 수치가 나타났다. 이를 Calendar day로 변경하여 계획에 반영할 경우, 더욱 정확한 일정 계획을 할 수 있을 것이라 생각한다.
총 건조기간의 경우 K/L에서 L/O까지를 기준으로 하였으며, L/O기준으로 Main Event 준수율을 계산하였다. Main Event 준수율의 정의는 Table 5와 같고 Main Event 준수율은 10회의 시뮬레이션 결과를 바탕으로 작성하였다.
[Table 5] L/O based main event compliance ratio
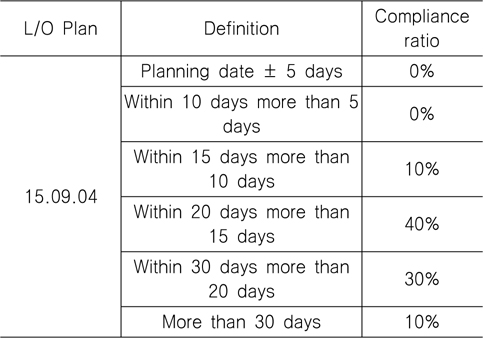
L/O based main event compliance ratio
또한 Main Event 일정 준수를 위한 적정 Buffer 일수를 산정하였다. 10회의 시뮬레이션 결과를 바탕으로 블록 별 평균 Buffer 일수를 측정하였고, 해당 블록의 평균 지연 정도를 확인하였다. 시뮬레이션 확인 결과 블록의 Buffer의 경우 탑재프로세스의 선, 후행 관계와 블록준비율에 따라 달라졌으며, Buffer가 발생하지 않는 블록도 존재하였다. 블록별로 상이한 Buffer를 가지고 있지만 대체적으로 많게는 5일, 적게는 0일까지 분포되어 있음을 알 수 있었다.
따라서 버퍼를 포함한 탑재 Pitch를 이용하여 시뮬레이션을 진행한다면, 초기 선표 단계에서 작성된 탑재 네트워크 계획과 실제 탑재프로세스간의 Main Event 준수일의 차이가 줄어들 것으로 예상한다
본 연구에서는 DES(Discrete Event Simulation) 기반으로 탑재 공정에 발생할 수 있는 변동성 및 리소스 제약조건을 적용한 시뮬레이션을 수행하였다. 변동성의 가장 주요한 요소로 블록의 준비율을 적용하였으며 이는 기존의 실적 데이터를 바탕으로 산정하였다. 블록 준비율로 인해 계획단계에서 수립하였던 탑재 일정이 지연되는 것을 확인할 수 있었으며 이는 계획대비 실적에 더 근사한 결과라 할 수 있다. 시뮬레이션 결과의 의의는 블록 탑재 일정 예측과 생산계획에 따른 블록 적치기간 예측으로 크게 두 가지로 구분할 수 있다. 탑재 일정 예측 측면에서는 향상된 리드타임 예측으로 인해 일정 지연으로 발생하는 손실 및 배원 계획 변경으로 인한 금전적 손실을 감소시킬 수 있다. 또한 블록 적치기간 예측 측면에서는 적치로 인한 공간 소요를 파악할 수 있어 한정적인 공간의 활용 방안을 검토하는 보조수단이 될 수 있다.
리소스 제약조건은 탑재공정에 사용되는 리소스를 정의하여 제약조건으로 시뮬레이션을 수행하였다. 이는 한정된 리소스 사용으로 인해 일정의 지연정도를 파악할 수 있다. 본 연구에서는 하나의 Skid Berth에서 하나의 선박을 건조하는 것으로 가정하고 블록 탑재 시 블록 당 리소스 사용 시간이 미소하여 제약조건으로의 영향은 부족하다고 할 수 있다. 하지만 추후 연구사항으로 현업에 맞춰 하나의 Skid Berth에서 여러 척의 선박을 건조하는 경우 리소스 가용 시간은 제약조건으로써 계획대비 지연에 영향을 미칠 것이다. 본 연구에서는 이러한 리소스 제약조건을 적용한 시뮬레이션 기반을 마련하였다.