Chitosan is one of the most abundant natural polysaccharides and has been studied widely because of its non-toxic, biodegradable, biocompatible, bioactive, and antibacterial properties(Lee et al., 2010; Sergio et al., 2008). Chitosan has excellent fiber-forming ability and is wet spun, typically from 1-10 wt% chitosan acetic acid solutions into a basic coagulation bath. Chitosan fibers have been manufactured into woven and knitted textiles to be used as medicinal dressing materials, and as exclusive or additional fibrous components(Lee et al., 2004).
Non-wovens have been increasingly used for therapeutic applications for human that must be compatible with living tissues. Chitosan non-wovens are typically fabricated with binder materials such as PVA that are potentially problematic in these applications(Muzzarelli, 2009; Shalumona et al., 2009). It may be too much to say that such a binder material contained in the non woven fabric of chitosan fibers causes another trouble when the non woven fabric is used in a medical treatment in contact with the living tissues.
Strong intra- and intermolecular hydrogen bonds exist in chitosan and cellulose. The dissociation and reorganization of these hydrogen bonds by chemical modification gives rise to novel molecular conformations in the form of solutions, sols, hydrogels, fibers, films, and sponges(Grant et al., 1989; Jacek et al., 1990; Lee, 2003; Tokura et al., 1990).
This study developed a pure non-woven fabric using chitosan fibers as the matrix and water as the plasticizer. Water as a plasticizer will evaporate during compression molding, and the resulting non-woven fabrics are expected to have superior properties to those developed using glycerol or other plasticizers(Reddy & Yang, 2011). Crofton and Pethrick(1982) suggested a conduction mechanism that involved hydroxyl group rotation followed by dissociation and subsequent proton migration leading, in turn, to resolved water relaxation in the region of ambient temperatures. Generally, there is a shift in the polymer sub-Tg relaxation processes to lower temperatures upon hydration, which suggests that mobile bound water acts as a plasticizer in this instance(Keely et al., 1995).
This study examined the formation and characteristics of chitosan non-wovens fabricated by thermal compression without the use a binder. The effects of the non-woven fabrication condition on the tensile properties and morphological properties of chitosan non-woven fabric with and without water as a plasticizer were studied.
Chitin was derived from red crabs from the East Sea of Korea(Dongbo Chemical Company, Korea). Acetic acid(Aldrich) and sodium hydroxide(Fluka) were of reagent grade. Chitosan was deacetylated from chitin by heating 10 wt% chitin in a 50 wt% NaOH solution at 110°C for 3h. The solids were filtered and washed thoroughly with distilled water until the pH was neutral. The degree of deacetylation(%) and viscosity-average molecular weight(Mv) of chitosan were 85.1% and 148,000 Daltons, respectively(Lee, 2003).
2.2. Chitosan fiber spinning and non-woven formation
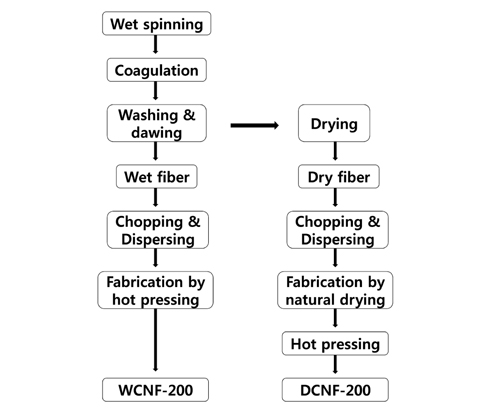
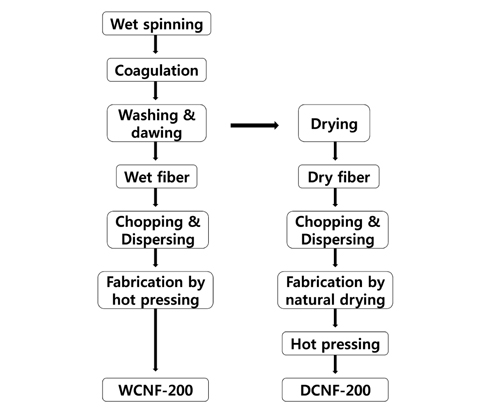
Chitosan fibers were wet spun and wet laid into non-wovens, as depicted in the schematic process(Fig. 1). The chitosan spin dope was prepared by dissolving 4%(w/v) chitosan in 2%(w/w) aqueous acetic acid and homogenized by mechanical stirring for 12h, degassed, filtered and left standing at 20°C for 5h. The chitosan dope was extruded through a 1,500-hole Au-Pt alloy spinneret using a variable speed infusion-metering pump(BPB-4391, Zenith) into a 10%(w/w) aqueous NaOH coagulation bath. The spinneret consisted of 1,500 holes at 0.1 mm diameter and a capillary length-to-diameter ratio of 2. A 400-mesh(pore size, 37 μm) stainless steel filter was mounted behind the spinneret. The coagulated filaments were washed with water, drawn in a 99±1 water bath to 130% and taken-up at a speed of 3.0 m/min.
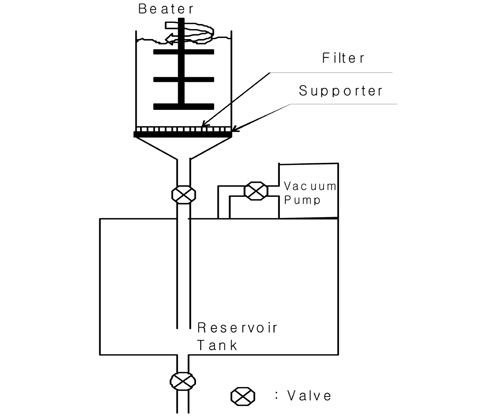
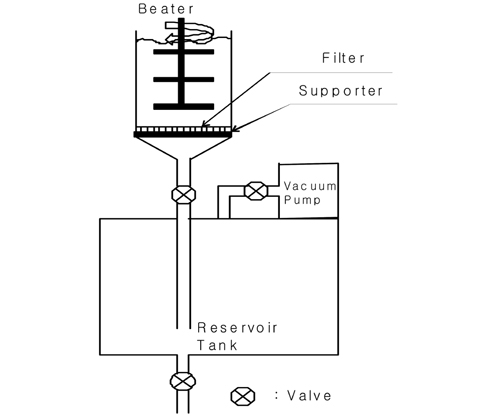
The filaments were rinsed thoroughly in water and either dried or remain in the wet state. Either the dried or wet filaments were chopped to 5-10 mm long staples and dispersed uniformly in water and fabricated into non-wovens by 400-mesh(pore size, 37 μm) stainless steel filter(Fig. 2). After removing the excess water by a vacuum pump, the wet chitosan fiber sheet was transferred to a 100 mm diameter hot 400-mesh(pore size, 37 μm) stainless steel filter press whose lower plate heated by a 0.5 kw heating apparatus and pressed under 3 kgf/cm2 at 160, 180 or 200(±5°C) for 20sec to be 400-mesh(pore size, 37 μm) stainless steel filter designed as WCNF-160, WCNF-180 and WCNF-200, respectively. The control sample, DCNF-200, was fabricated from dry chitosan fibers and hot pressed under the same conditions as WCNF-200.
The tensile properties of single filaments were measured at a 20 mm gauge length and a 20 mm/min crosshead speed under standard conditions of 20°C and 65% relative humidity using a Tensilon instrument(model Vibrodyn A-4860, Lenzing Co.). The fineness of the fiber(denier) was measured, i.e. the mass in grams of a 9,000 m length, and used to normalize the fiber tenacity and modulus in gf/denier(Hirano & Moriyama, 2004). The means and standard deviations of 20 tensile measurements were reported. The thermal behavior of the chitosan fibers and non-wovens were examined by differential scanning calorimetry (DSC model Q20, TA Instruments). The measurements were performed at 10 and 30°C/min heating rates from 30°C to 400°C in a nitrogen atmosphere. Thermogravimetric analysis(TGA-50, Shimadzu) was run in nitrogen at a 10°C/min heating rate from 30°C to 800°C. The imbibed water content of the chitosan fibers, in either dried or never dried state, was calculated as follows(Lee et al., 2004):
Imbibed water content(%) = {(WF-DF)/DF} × 100
where WF and DF are the weights(g) of wetted and dried fibers, respectively. The wetted fiber weights were obtained by submerging the chopped fibers in water for 24h, followed by centrifugation(5,000 rpm for 5min: 1736MGR, Hanil SME Co. Ltd). The fibers were then dried at 105°C for 3h to a constant weight to obtain the dried weight. The thickness of each non-woven was measured using a thickness gauge(Division of Atlas Electric Devices Co.). The morphology of the non-wovens was observed by a scanning electron microscope(FE-SEM, Hitachi S-430 & EDX-350). The mechanical properties of the chitosan non-woven fabrics were determined using a universal testing machine(Instron 3365). The 10-mm wide and 50-mm long non-woven samples were tested using a 0.5 kgf preload at a crosshead speed of 10 mm/min. The reported tensile stress, tensile strain and Young’s modulus at maximum load were the means of five repetitions for each sample. X-ray diffraction(XRD, Rigaku XG X-ray generator) of the chitosan non-wovens was performed at 35 kV and 20 mA. The scattered X-rays in wide-angle XRD mode were monochromatized to Cu Kα rays with a graphite monochromator and counted with a Rigaku Denki scintillation counter at 2° intervals using a Rigaku D/Max-2500 goniometer.
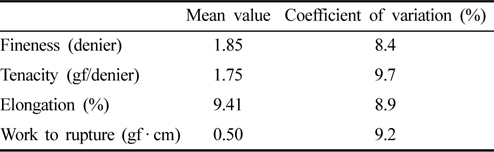
The chitosan fibers obtained from wet spinning had a mean size, breaking tenacity, elongation, and work to rupture of 1.85 denier, 1.75 gf/d, 9.41% and 0.5 gf/d, respectively, all with coefficients of variation of approximately 9%(Table 1). The imbibed water content of the dry and wet chitosan fiber were 43.4% and 75.3%, respectively. Assuming water adsorbed similarly to the dried and never dried fibers, the 31.9% more imbibed water in the never dried chitosan fibers must be held internally, indicating substantial internal pores. This is consistent with previous reported microvoids in swollen fibers(Lee, 2000).
[Table 1.] Tensile properties of chitosan fibers
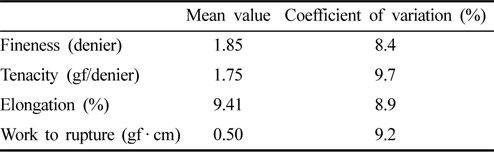
Tensile properties of chitosan fibers
3.2. DSC thermogram of dry and wet chitosan fiber
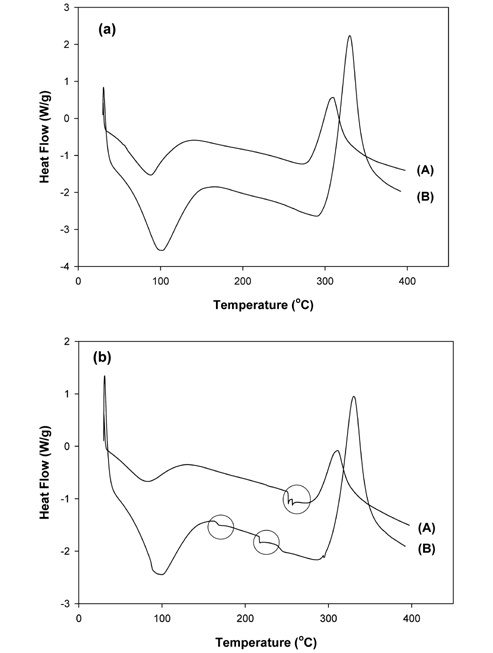
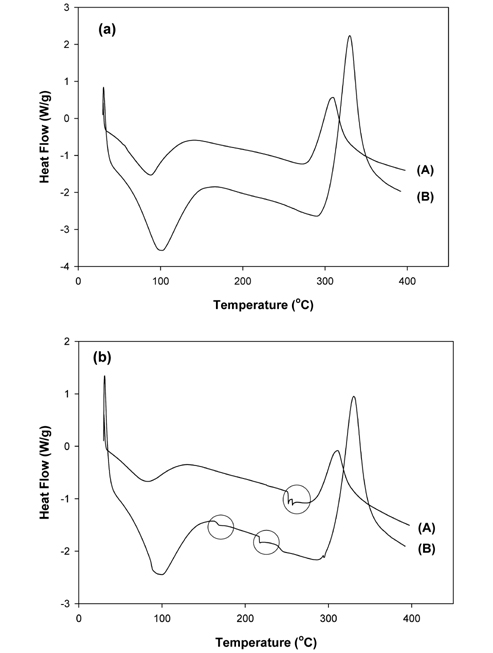
Both dry and wet chitosan fibers were scanned at 10 and 30°C/min heating rates(Fig. 3). Fibers in either state showed similar broad moisture evaporation endotherms near 100°C and decomposition exotherms at around 310-330°C, with both temperature selevated at the higher heating rates as expected. The main distinction was the small endothermic doublets on the wet fibers. The doublets were observed close together at 252 and 257°C at 10°C/min, but became more separated and lowered to 170 and 220°C when scanned at 30°C/min. The temperature of the endothermic peak decreased with increasing heating rate because the water in the chitosan fiber effectively plasticizes them. This shows that the water of wet chitosan fibers decreases the melting point of chitosan fibers because the water acts as a plasticizer(Shalumona et al., 2009). Higher temperatures for non-woven fabrication are necessary to ensure the complete removal of water used as a plasticizer from the chitosan fibers. The lower melting temperature of the chitosan fibers with water as a plasticizer allows the use of chitosan fibers as a matrix without damaging the chitosan. Water was reported to be effective as a plasticizer for polyacrylonitrile(Atureliya & Bashir, 1993; Grove et al., 1998).
3.3. Characteristics of the chitosan non-wovens
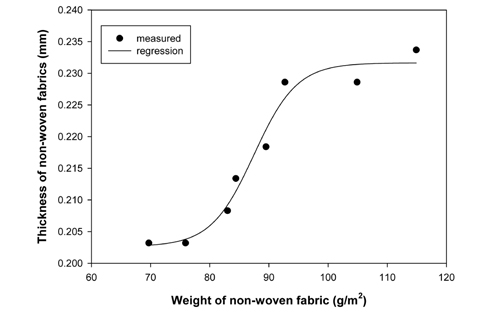
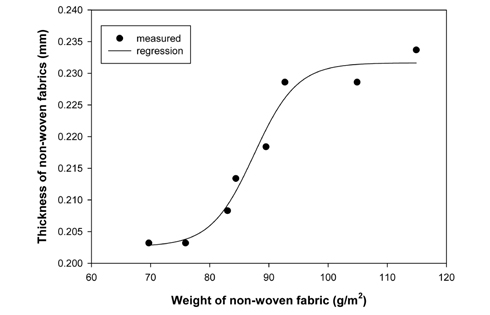
The thickness(mm) of the chitosan non-wovens of WCNF-200 as a function of their weights (g) show the thickness increased linearly from around 0.205 to 0.230 mm in the 70 to 120 g/m2 range(Fig. 4). Above this range, little gains in thickness with increasing weights suggests denser fiber packing. This result suggest that the thickness of non-woven fabric is controlled easily by varying fiber weights in the 70 to 120 g/m2 range.
3.4. SEM images of the chitosan non-woven fabric
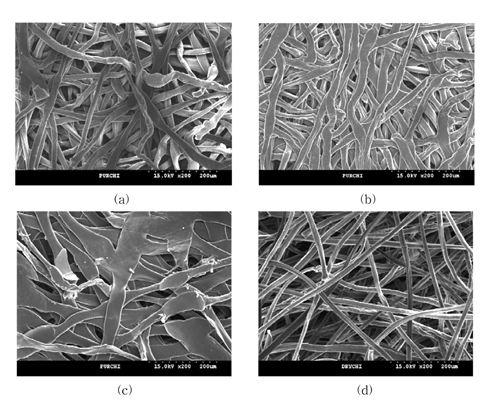
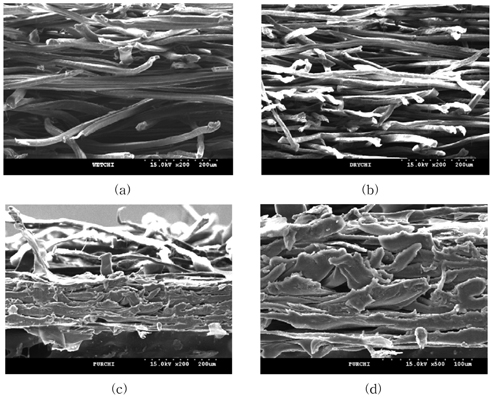
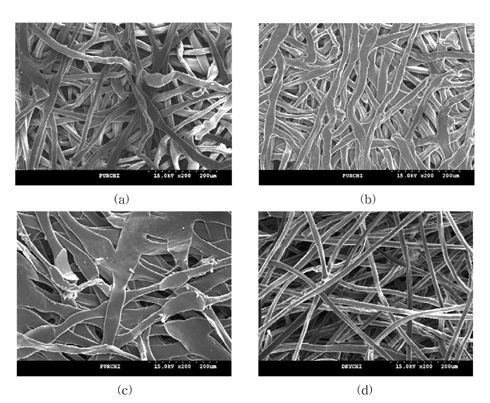
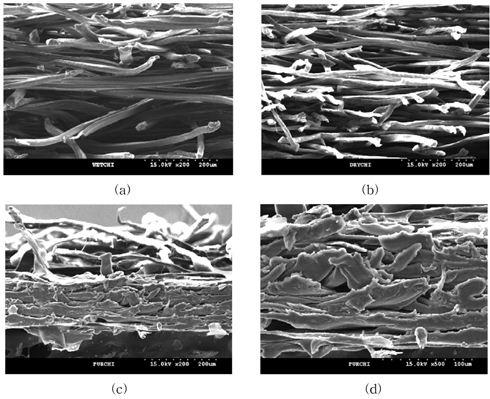
The morphology of hot pressed chitosan non-wovens was observed by SEM. Hot pressing of the wet chitosan fibrous non-woven at 160°C for 20s(WCNF-160) showed deformation of few fibers on the surface(Fig. 5a). Such deformation of surface fibers became more obvious as the pressing temperature reached 180°C(Fig. 5b). Flattening of fibers, not only those on the surface, but also several layers below was observed on that hot pressed 200°C(Fig. 5c). Completely merged fibers clearly indicate extensively bonded structure among the top few layers of fibers. The chitosan non-woven hot-pressed from dried fiber sheet exhibited no deformation nor bonding among fibers(Fig. 5d). This is further supported by the observation of cross-sections of chitosan non-wovens. Hot pressed nonwoven from dried chitosan fibers at 200°C showed clearly separated individual fibers among the layers(Fig. 6a, b). In contrast, the nonwoven from hot pressing wet chitosan fibers at the same temperature showed much deformed and bonded structure(Fig. 6c, d). In fact, the hot pressed nonwoven from the wet state deformed considerably more than that from the dry state from the same shearing in sample preparation. Clearly, the thermally bonded structure of the nonwoven hot pressed from wet chitosan fibers showed the effect of water as a plasticizer. This is evidence that water effectively plasticizes the chitosan fibers and decreases the melting temperature to somewhat below 200°C. This suggests that the wet chitosan fiber was easily fabricated by thermal bonding because the water effectively plasticizes the chitosan fiber and decreases the softening temperature. In addition, water was reported to be effective as a plasticizer for soy protein and wheat gluten (Pouplin et al., 1999; Reddy & Yang, 2011).
3.5. Thermal properties of chitosan non-wovens
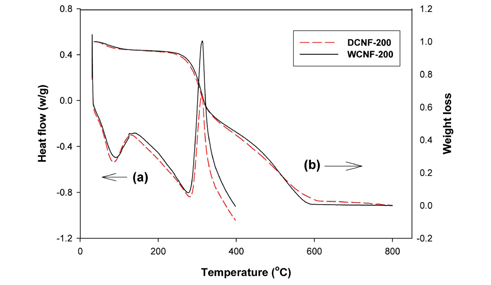
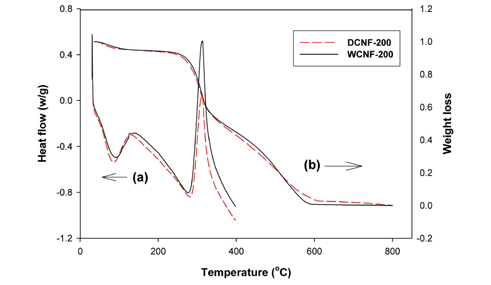
The DSC and TGA thermograms of chitosan non-woven fabric hot pressed at 200°C from dry and wet states showed them to exhibit similar thermal behavior(Fig. 7). Both DSC showed moisture endothermic peaks at approximately 100°C and associated 4-4.5% mass loss in the TGA thermograms. Similarly substantial exothermal peak occurred over the temperature range of 312-313°C and corresponded to 32-33% mass loss. Evidence of thermal decomposition of the crystalline structure was obtained in the temperature interval of 310-350°C, and an exothermal reaction within the polymer was observed in the case of chitosan non-woven fabrics. The maximum decomposition temperature of WCNF-200 and DCNF-200 was observed at approximately 312°C, which was attributed to a complex process including the dehydration of saccharide rings, decomposition of the acetylated and deacethylated unit of the chitosan polymer(Alonso et al., 1983; Carlos et al., 1993).
3.6. X-ray spectroscopy of the chitosan non-woven fabric
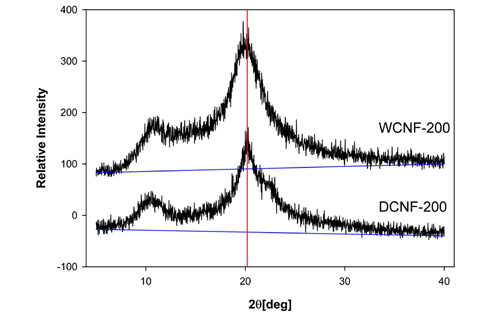
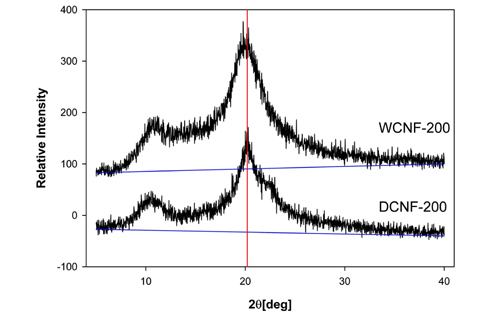
Fig. 8 shows wide-angle XRD patterns of chitosan non-woven fabrics shown in Figure 5. Generally, the XRD patterns of chitosan fibers showed less-intense diffraction at the (020) plane near 2θ = 10.2° and a moderately sharp intense diffraction at the (040) plane near 2θ = 20.2° (Lee et al., 2004). The sharp intense diffraction corresponds to a lateral repeat distance, or Bragg spacing, and is represented as the (040) orthorhombic or monoclinic diffraction. The intensity and profile of the (100) plane(2θ = 10.2°) and (040) plane(2θ = 20.9°) in the chitosan non-woven fabric decreases and became smooth in the non-woven fabric formation by melting. This suggests that with the thermal bonding of wet chitosan fiber, the d-spacing structure increased and chitosan molecules preferred to develop a looser crystalline form(Gao et al., 2007).
The degree of the crystallinity of chitosan non-woven fabrics was measured using the method proposed by Hermans and Weidinger(Hermans & Weidinger, 1961). The degree of crystallinity of the chitosan non-woven fabrics were 0.39 and 0.36 for DCNF-200 and WCNF-200, respectively. This means that the crystallinity of the melted chitosan non-woven fabric, which was prepared from wet fiber, was lower than the crystallinity of non-melted chitosan non-woven fabric, which was prepared from dry fibers because the crystal region of the non-woven fabric was decreased by melting. These results agree with Hasegawa et al who reported that the crystallinity of cellulose II in cellulose and cellulose-chitosan films decrease slightly with thermal treatment, even though the intensity of the (100) plane(2θ = 10.2°) in the chitosan film increased (Hasegawa et al., 1992).
3.7. Tensile properties of the chitosan non-woven fabrics
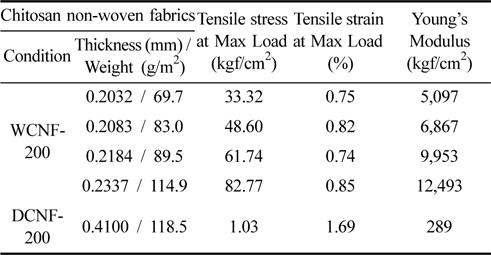
Table 2 lists the test results of stress and elongation at break of the non-woven fabrics of various thicknesses, which is controlled by the weight of used chitosan fiber for fabrication. Generally, with increasing thickness of the film, fabric, non-woven fabric, etc., non-woven fabrics are hard with high stiffness, strength, as well as low elongation. Increasing the thickness of non-woven fabric from 0.2032 mm to 0.2083 mm increased the tensile stress and Young’s modulus by approximately 47% and 35%, respectively. Further increasing the thickness of non-woven fabric from 0.2032 mm to 0.2337 mm increased the tensile stress and Young’s modulus by approximately 148% and 145%, respectively. Increasing the thickness of non-woven fabric increased the tensile stress and Young’s modulus at break of the non-woven fabrics. On the other hand, the elongations at break of the non-woven fabrics were nearly the same in this experiment. On the other hand, WCNF-200 with a weight 114.9(g/m2) showed more than 80 and 43 times higher tensile strength and tensile modulus, respectively, than DCNF-200 with a weight 118.5(g/m2).
[Table 2.] Mechanical properties of the chitosan non-woven fabrics
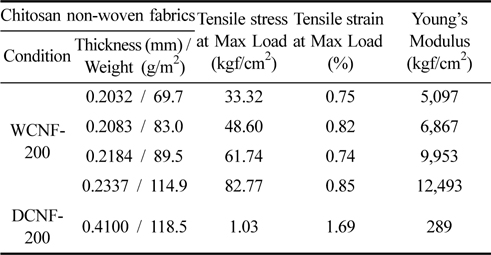
Mechanical properties of the chitosan non-woven fabrics
Water without any chemicals can effectively plasticize and produce chitosan thermoplastics. Wet chitosan fibers, a protofiber, which were prepared by wet spinning, were fabricated by just melting without the use of a binder. The imbibed water content of the dry and wet chitosan fiber were 43.4% and 75.3%, respectively. The excess water of the wet chitosan fibers must be held internally and is most likely due to the many microvoids of the swollen fibers. Water of wet chitosan fiber decreases the melting temperature and can prepare pure chitosan non-woven fabric by just heating. Thermal bonding of the chitosan fiber sheet was not observed in the dry chitosan fibers without water as a plasticizer at a fabrication temperature of 200°C. On the other hand, the thermal bonding structure of the wet chitosan fiber with water as a plasticizer was clearly found in many parts of the non-woven fabric. The tensile strength and modulus at break of the non-woven fabrics increased remarkably with increasing thickness of the non-woven fabric. WCNF-200 with a weight of 114.9(g/m2)has more than 80 and 43times higher tensiles trength and tensile modulus, respectively, than DCNF-200 with a weight 118.5(g/m2). On the other hand, chitosan nonwoven fabric, which was prepared by hot-pressing, showed a slight change in micro-structure. The crystallinity, intensity of the (100) plane(2θ = 10.2°) and (040) plane(2θ = 20.9°) of the chitosan non-woven fabric that used the wet fiber decreased slightly. Utilizing water as a plasticizer can not only allow the fabrication of chitosan non-woven fabric but also decrease the crystallinity of the non woven fabric.