Activated carbons (ACs) obtain their magical ability to remove a wide spectrum of pollutants and contaminants from air and water, from the presence of pores having diameters ranging from <1 nm to several 1000 nm, and an extensive surface area. The wide range of pore sizes makes ACs universal adsorbents, since they can accommodate almost all sizes of molecules. ACs are mainly prepared by carbonizing and activating natural and synthetic precursors which have high fixed carbon content, such as wood [1], coal, coconut shell [2], corn cobs, polyacrylonitrile [3], phenolic resin [4], and viscose rayon [5]. The activated carbons are employed in a wide spectrum of applications like air purification, wastewater treatment, solvent recovery, odor control and for personal protective clothes. They are mainly manufactured in granular (GAC) and powdered (PAC) forms, of which GAC is the most commonly used.
In the last few decades, activated carbon in the form of cloth and felt has been developed. Activated carbons in fabric form (ACF) have a number of significant advantages over other forms [6]. The advantages of ACF are their high surface areas, light weight, smaller fiber diameter (which minimizes diffusion limitations), flexible shape, easy regeneration and easy micropore accessibility, narrow pore size distribution, ability to be fabricated into cloth, felt and paper, and great adsorption capacity for low concentrations of adsorbates [7-10].
Mainly, physical activation (activation using oxidizing agents such as steam or CO2) and chemical activation are used to make activated carbon. In chemical activation, the carbon precursor is impregnated with an activating agent such as zinc chloride, phosphoric acid or any Lewis acid or base, followed by carbonization and activation. Chemical activation has been primarily used for preparing activated carbon due to some advantages over physical activation. The advantages can include higher yield, simplicity (no need to carbonize a precursor), activation temperature and the good development of porous structure [11]. The properties of the prepared activated carbon depend on the precursor used, carbonization time and temperature, activation time and temperature, and the concentration of the agent used for impregnation of the precursor [12]. Of these, impregnation is one of the most influential factors: it seems to influence the chemistry of pyrolysis, development of porous structure, formation of more char and the surface morphology of the activated carbon [13]. Many studies have been performed to determine the effect of all process parameters; however the effect of impregnation in developing pores during activation has not been much explored. Keeping all these points in mind, this study has been performed to explore the effect of impregnation conditions on the surface and porous characteristics of ACF.
In this study, viscose rayon knitted fabric has been used as the raw material for preparing ACF. The effects of different concentrations of phosphoric acid on the physiochemical properties of ACF samples were studied to optimize the impregnation percentage for the preparation of ACF. The effect of impregnation temperature was also studied.
Phosphoric acid of about 85% pure (chemical formula = H3PO4, Mol. wt. = 98), a Lewis acid, analytical grade product of Merck specialties private Ltd (Mumbai, India) was used for the impregnation. Viscose rayon knitted fabric, 280-300 g m˗2 in weight, was used as precursor for preparing the ACF. Carbon dioxide was procured locally and was purified before use with a purification system (Analab, Gujrat, India) to remove any moisture and organic impurities.
2.2. Impregnation of viscose rayon fabric
Knitted fabric strips of viscose rayon were cut and cleaned with water, dried, and soaked for 1 h in flasks of different concentrations of H3PO4 (1, 3, 5, 7 and 10 %) aqueous solutions at 30℃ and 70℃ [14]. To maintain 70℃ temperature during the impregnation the flask was put in a water bath connected with a heating control. The viscose rayon strips were then withdrawn and dried at 85℃ in hot air oven for 2-3 h.
The impregnated fabric strips were carbonized and activated simultaneously, in a tubular furnace having appropriate arrangements for hanging the fabric and the passage of carbon dioxide. The strips were heated in a furnace from room temperature to 850℃ at a rate of 5℃ min˗1 under the flow of nitrogen gas. After reaching that temperature the N2 gas was switched off and CO2 immediately flowed (200 mL min-1) into the furnace. The ACF obtained was thoroughly washed with distilled water several times, dried at 110℃, cooled at room temperature and stored in desiccators for characterization.
A Jeol make analytical scanning electron microscope (SEM- 6380 LA), in the secondary electron mode, was used to observe the surface morphology of the ACF. The Brunauer-Emmett- Teller (BET) surface area of the ACF samples was determined by applying the standard BET method to the nitrogen adsorption isotherm obtained at 77 K using Quantachrome make Autosorb- 1 instruments. All samples were out-gassed at 150℃ for 3 h prior to each adsorption experiment. Dubinin-Radushkevich (DR), Barrett-Joyner-Halenda (BJH), density functional theory (DFT) methods were applied to the nitrogen isotherms to calculate the micropore volume, mesopore volume and pore size distribution, respectively.
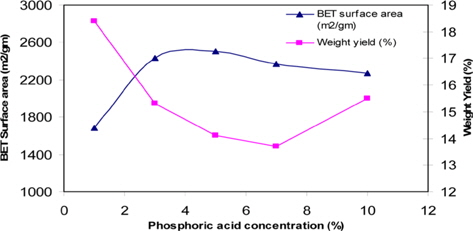
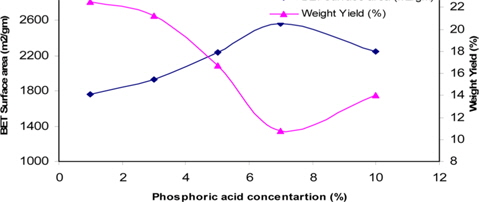
3.1. Effect of H3PO4 concentration on surface area and weight yield (%) of ACF
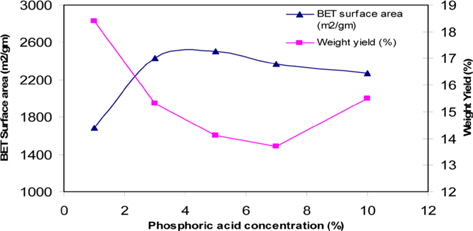
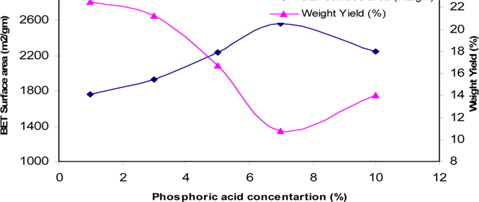
Figs. 1 and 2 show the effect of different H3PO4 concentrations on the surface area and weight yield (%) of ACF impregnated at 30℃ and 70℃, respectively. It can be seen that, in both cases, with increasing H3PO4 concentration, the surface area of the ACF increased while weight yield decreased due to the faster rate of gasification reaction. At the initial stage of activation, the pores are produced by the cracking reaction of the activated gas and carbon material, which reduces the weight yield of ACF. At higher H3PO4 concentration, the aromatic effect of the activated gas will be superior to its etching effect.
One very interesting observation is that the AC-30 samples show high burn off and low surface area as compared to AC-70 samples; this is due to the formation of more levoglusosan (volatile) material, which decreases the final yield of AC-30. It was also observed that, in both cases, the samples impregnated with high concentration show some deviation in the trends; that may be due to the catalytic effect of the phosphoric acid.
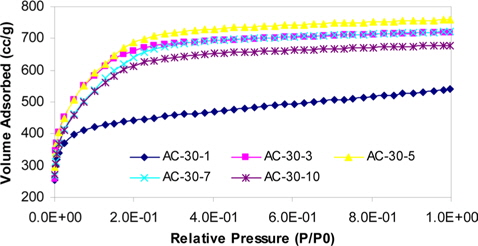
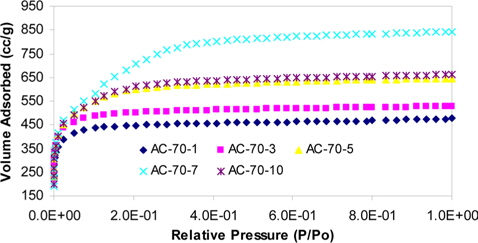
3.2. Effect of H3PO4 concentration on pore characteristics of ACF
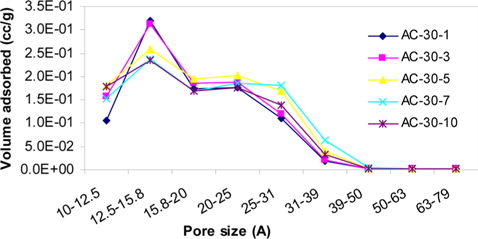
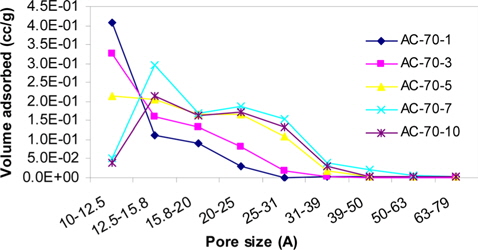
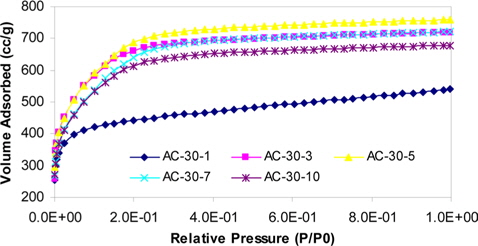
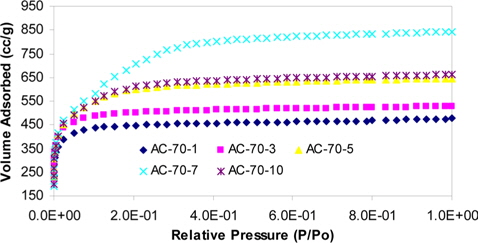
Figs. 3 and 4 show the nitrogen absorption isotherms at 77 K of AC-30 and AC-70. As the figures show, the amount of adsorbed nitrogen increases with increasing concentration of impregnation up to 5% and 7% for AC-30 and AC-70 samples, respectively; after that the nitrogen adsorption decreases. This may be due to the agglomeration of fiber and the formation of a glassy layer on the surface of the viscose rayon fabric, thus preventing the combustion of fiber and formation of pores [15,16]. According to the classification of Brunauer et al, the isotherms shown in Figs. 3 and 4 are of type I, meaning all the samples are microporous in nature with very little amount of mesopores, because most of the adsorption is taking place in the lower relative pressure range [17,18].
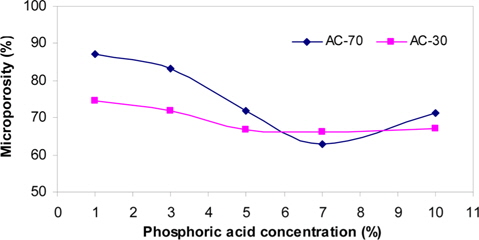
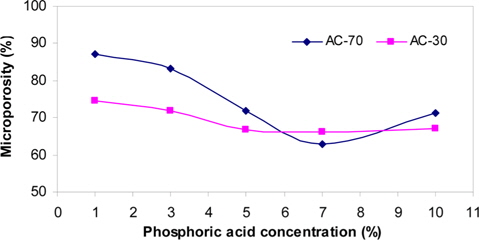
Fig. 5 shows that with increasing flame retardant reagent concentration, the ratio of micropore volume to total pore volume (Vmic/Vt) or microporosity (%) decreases; this is due to the conversion of micropores into mesopores [19]. From Fig. 5 it can also be seen that AC-70 samples show higher microporosity (%) as compared to AC-30.
The greater microporosity (%) of AC-70 samples versus AC-30 samples means that impregnation temperature is also one of the process parameters which should be optimized to get microporous samples. At high impregnation temperature, the H3PO4 reacts more favorably with the cellulose molecules of the viscose rayon, which hinders the formation of leavoglucosan and favors the formation of micropores. Phosphorous particles were also observed at the surface of the activated carbon fiber prepared at high temperature, because phosphorus compounds cannot be burned off or evaporated easily.
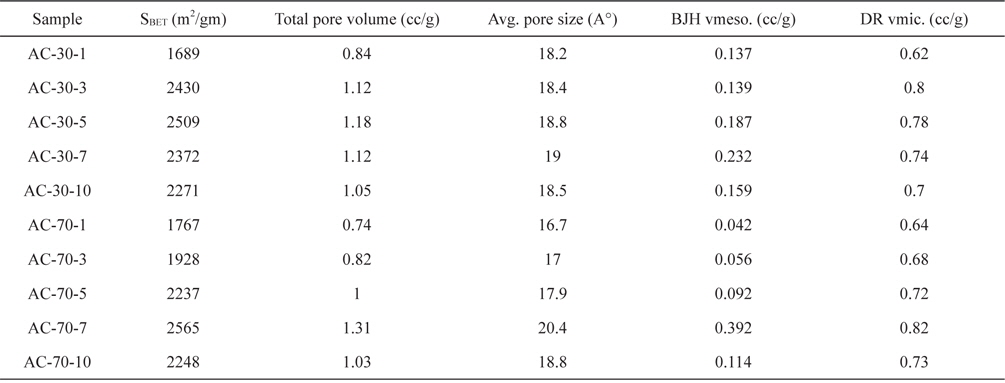
Table 1 shows the pore characteristics of AC-30 and AC-70 samples calculated from the N2 adsorption isotherms. The BET surface area (SBET) increases progressively with increasing phosphoric acid concentration and reaches values of 2509 m2/gm for the AC-30-5, and 2565 m2/gm for AC-70-7. The values of mesopore volume and average pore size of samples AC-30-1 to AC-30-10 were high as compared to AC-70 samples. This may be due to the non-uniform and incomplete distribution of phosphoric acid solution in the fiber at low impregnation temperature.
[Table 1.] Effect of H3PO4 impregnation on the pore characteristics of ACF
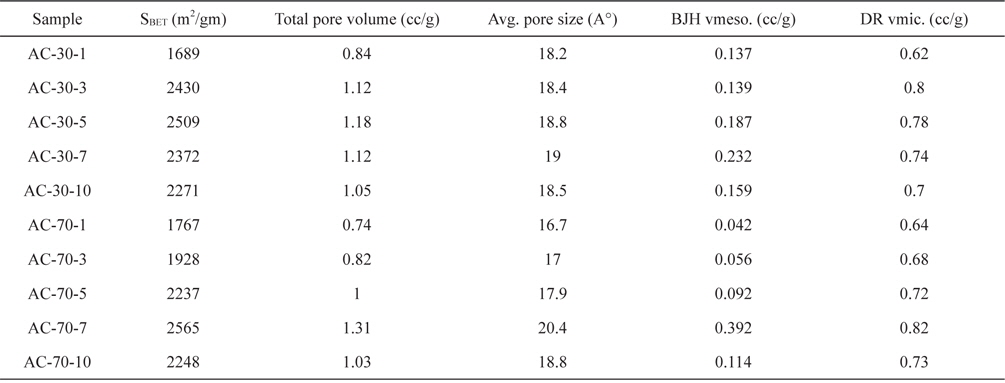
Effect of H3PO4 impregnation on the pore characteristics of ACF
An increase in impregnation concentration has two effects: 1) greater porosity development; and 2) pore widening [16].
3.3. Effect of H3PO4 concentration on pore size distribution of ACF
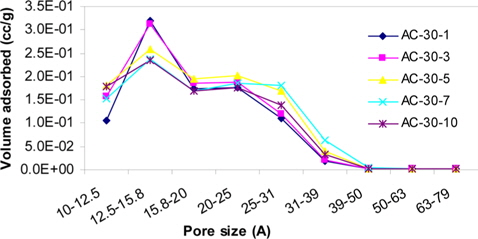
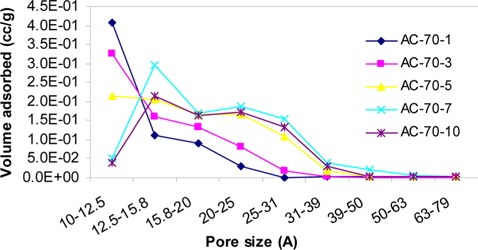
Figs. 6 and 7 show the pore size distribution of AC-30 and AC-70 samples, respectively, determined using the DFT method. As can be seen from Fig. 6, with increasing impregnation concentration, the pore size increases gradually, resulting in wider pore size distribution. It has been seen that the AC-70 samples show more volume adsorbed in the micropore range, while in case of AC-30 samples it is much less. Figs. 6 and 7 also show that AC-70 samples contain more micropores than the AC- 30 samples. The microporosity (%) of all the samples decreases with increasing impregnation concentration; that is because the increase in the gap of activation energy results in the formation of wider pores.
3.4. Effect of H3PO4 concentration on surface morphology of ACF
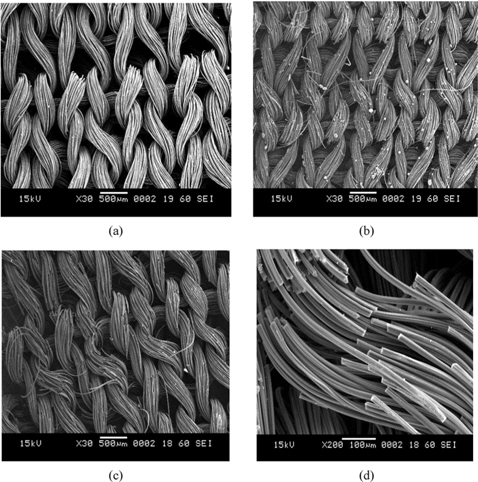
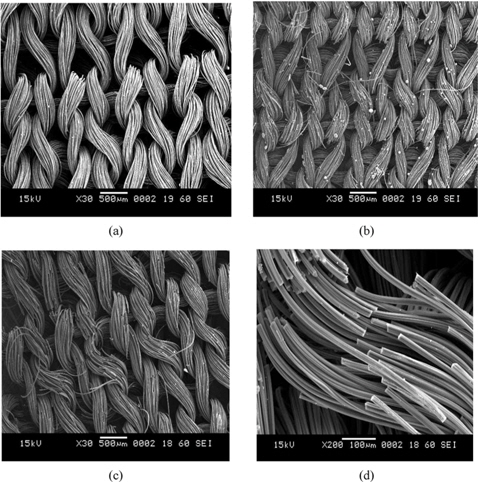
Fig. 8 shows the SEM images of ACF prepared from viscose rayon precursor fabric with different concentrations of phosphoric acid, impregnated at 30℃ and 70℃. The impregnation temperature plays an important role in the process of impregnation; it has been observed that as the temperature is increased additional amounts of phosphoric acid soak into the sample. Impregnation helps in the development of pores at low activation temperature, as compared to physical activation. Although increasing the phosphoric acid concentration is beneficial to porosity development, the use of large amounts of activating agent is harmful for obtaining ACF, since the fibrous morphology is progressively lost.
Fig. 8a, at 30× magnification, illustrates the fabric integrity with the rough surface obtained after the activation process for AC-30 and AC-70 samples impregnated at low concentration (AC-30-1 to AC-30-7 and AC-70-1 to AC-70-5). Fig. 8b shows the phosphate particles which increase with increasing impregnation concentration. Figs. 8c and d shows broken fibers of ACF (AC-30-10, AC-70-7 and AC-70-10) indicating the severe effect of the phosphoric acid at high impregnation concentration. It is observed that a phosphoric acid concentration greater than 5% at 70℃, and 7% at 30℃, affects the morphology of ACF. The rupture of the fibers and agglomeration of fiber occurs at high concentration.
A series of ACF samples impregnated with different H3PO4 concentrations were prepared at 30℃ and 70℃ using a mixed activation method. The study revealed that H3PO4 concentration has a very strong effect on the surface and porous characteristics of ACF. The SBET of ACF samples increased from 1689 to 2372 m2/g, and from 1767 to 2565 m2/g, for samples AC-30 and AC- 70, respectively. On the other hand, the microporosity (%) of the samples decreased with increasing impregnation concentration. The AC-70 samples showed high microporosity, and high surface area with low pore size distribution range as compared to the AC-30 samples. It was seen that impregnation temperature is also one of the important parameters for preparing activated carbons. It was also observed that, when the amount of H3PO4 concentration increased, the fibrous morphology was lost in part; the fibers agglomerated and a non-fibrous material was obtained. When the concentration exceeded a certain limit (more than 7% for AC-30 and 5% for AC-70), un-reacted phosphorous particles or compounds remained on the surface of the fibers and blocked the pores.