Demand for advanced materials with better properties has been increasing to meet new requirements or replace existing materials. Polymer composites have superior strength, stiffness, toughness, hardness, and heat distortion temperature compared to metal material properties. Recently, polymer composites have been studied for a wide range of applications including bio-tech, automotive, and aerospace industries [1]. Because composites made of epoxy-based materials furbish outstanding corrosion resistance, electric insulation, thermal stability, dimensional stability, and durability, epoxy resins are widely used as polymer matrices for advanced composite materials [2-5]. Although epoxy resin has outstanding properties, it has weak strength and brittle properties relative to other resins. To address the problems mentioned above, using an additional filler to strengthen the properties of epoxy resins has become a common practice. More specifically, micro- and nano-scaled fillers have been considered as filler materials for epoxy to realize high-performance composites. The properties of filler materials such as carbon nanotubes (CNTs), chopped fiber, minerals, and clay are exploited to compensate the weak and brittle properties of epoxy resin and also to address the issue of its low availability.
Among the above fillers, CNTs are one of the most prospective fillers for high strength epoxy composites due to their ultrahigh tensile strength, high aspect ratio, and high thermal and electrical conductivity [6-8]. In addition, CNTs have a large surface area to volume ratio, which improves adhesion with the polymeric matrix, thereby enhancing composite properties. Recently, many researchers have reported that incorporation of multi-walled CNTs (MWCNTs) with a polymeric matrix improved the mechanical and electrical properties. MWCNTs have also been recognized as a more effective filler material in polymeric matrices than single-walled CNTs (SWCNTs) because of their ease of production, economic feasibility, and easy handling [9-11].
The most important factor is the dispersibility of CNTs in the polymeric matrix. Generally, surface polarities by oxygen or other chemical groups on the CNT surface play an important role in enhancing dispersibility and the adhesion properties with epoxy resin [11-15]. MWCNTs have more various oxygen groups on their outer surface than commercial SWCNTs due to the difference in the synthesis process [16,17]. Therefore, MWCNTs are considered to be an ideal reinforcing additive for epoxy molding composites with high performance.
In the use of MWCNTs with an epoxy matrix, the selection of a forming method for maintaining the performance of MWCNTs as a reinforcing agent is extremely important because it affects the properties of the MWCNT/epoxy composites. Composite forming methods include press molding, hand lay-up, extruding, and resin transfer molding. Vacuum assisted resin transfer molding (VARTM) provides advantages of low cost, easy forming, continuous production, the possibility of manufacture of various forms, and mass production of composites such as flat shapes is possible [18-22]. For example, thin film composites made via the VARTM method have various application fields ranging from potable supplies to electrode industries.
In order to investigate the influence of addition of MWCNTs to epoxy resin by VARTM, the present study evaluates the use of MWCNTs as a reinforcement to increase the mechanical properties of diglycidylether of bisphenol-A (DGEBA) epoxy resin prepared by VARTM. The morphologies and mechanical and thermal properties of epoxy composites with various amounts of MWCNTs by VARTM are characterized by scanning electron microscopy (SEM), mechanical testing, and a thermogravimetric analysis (TGA).
DGEBA (HTC-1039A, 7500~8500 cps), an epoxy monomer, and polyamide resin as a hardener (HTC-1039A, 7500~8500 cps) are purchased from Jeilhitech (Korea). MWCNTs (inner diameter: 2-15 nm, length: 1-10 mm, Hanhwa Chemical Co.) are used as a reinforcement.
2.2. Preparation of composites by VATRM
The epoxy resin is cured with the hardener and mixed at a weight ratio of 100:20 in a suitable beaker. The MWCNTs are dispersed in epoxy resin using high-intensity sonication during 2 h to achieve a uniform dispersion. MWCNT/epoxy suspensions with various amounts of MWCNTs at weight ratios of 100:1, 100:3, 100:5, and 100:10 after dispersion are mixed with appropriate amounts of hardener using a high speed mechanical stirrer for 10 min and a defoamation process is conducted at room temperature for 30 min using a vacuum rotary pump. The latter process is necessary because air bubbles, which could detrimentally affect the properties of the final product by creating voids, are produced in the epoxy mixture during rigorous mixing of the epoxy and hardener. After the bubbles are completely removed, the MWCNT/epoxy mixtures are transferred into metal molds by the VARTM process and cured in oven at 100℃ for 1 h.
The fracture surface of the MWCNT/epoxy resin composites is observed by using SEM (Hitachi, S-5500) to investigate the dispersive degree of MWCNTs in the epoxy resin. Tensile tests are performed on an Instron 8500 servohydraulic according to ASTM D-638, testing machine at a crosshead rate of 200 mm/ min. The strains are recorded with strain gages. At least five specimens are tested for each set of conditions and their average is taken.
Notched Izod impact strength tests are conducted, using an Izod impact instrument, according to ASTM D256. The impact speed and impact hammer energy are 3.5 m/s and 6.8 J, respectively. The dimensions of typical molded Izod impact test specimens are 63 × 12.7 × 3 mm. To provide statistically meaningful results, a minimum of 8 samples are tested for each test condition.
The thermal stability of the composites is investigated using a TGA-SDT 2960 thermogravimetric analyzer (TGA Instrument, USA). The TGA scans are recorded at 5℃/min under a constant air flow from 30 to 1000℃.
3.1. Fracture surface of MWCNT/epoxy composites
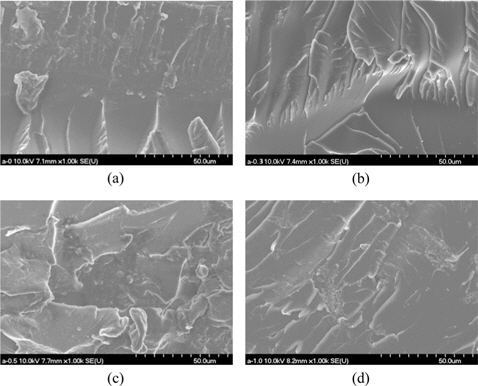
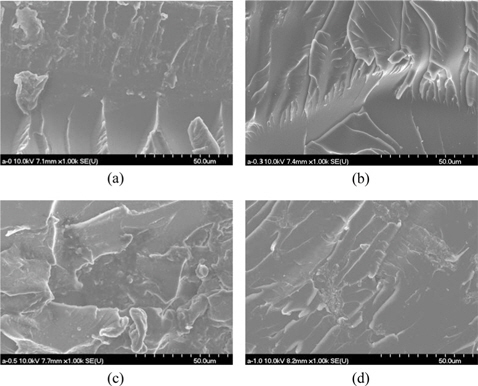
The fracture surface of the neat epoxy and MWCNT/epoxy composites is examined using SEM to investigate the relationship with content of MWCNTs. Fig. 1 presents SEM images of the fracture surface morphologies of epoxy and MWCNT/epoxy composites. All images are taken at the center of the fracture surface in epoxy and the MWCNT/epoxy composite. Neat epoxy resin in Fig. 1a exhibits a relatively smooth and simple fracture on the surface. This is a typical fractography feature of brittle fracture behavior, thus accounting for the low fracture toughness of the unfilled epoxy. The space between fracture lines in neat epoxy is wide compared to the fracture lines on the fracture surface of the MWCNT/epoxy composites. However, fracture lines observed in other MWCNT/epoxy composites became jagged and the space between fractures lines was narrow and complicated compared to the neat epoxy. The degree of jagged and complication increased with increasing content of MWCNTs in the epoxy resin. The 0.3 phr MWCNTs/epoxy composite in Fig. 1b is similar to the fracture surface of neat epoxy. It is believed that MWCNTs in this composite are better dispersed than with higher content of MWCNTs in epoxy resin. When MWCNTs are uniformly dispersed, the direction of crack propagation changed as the crack crossed MWCNTs. When employed as a filler MWCNTs provide a bridge effect, which prevents crack opening and can increase the strength of MWCNT/epoxy composites [23]. In contrast, when nanotube fillers are aggregated in a polymer matrix, cracks develop on the fracture surface of the polymer composites after mechanical impact at locations where MWCNTs aggregated in the polymeric matrix [24,25]. In the obtained results, these phenomena are reflected in SEM images (Figs. 1c and d) of MWCNT/epoxy composites according to the content of MWCNTs. The fracture surfaces of the composites show considerably different fractographic features depending on the content of MWCNTs and their dispersion in the epoxy matrix. The surface roughness of the MWCNT/epoxy composites increased with higher MWCNT content. Also, when the MWCNT content increased to 0.5 and 1.0 phr, several agglomerations of MWCNTs were observed on the fracture surface. Large agglomerates of MWCNTs are cause by increased van der Waals force among MWCNT bundles [11].
3.2.1. Tensile characteristics
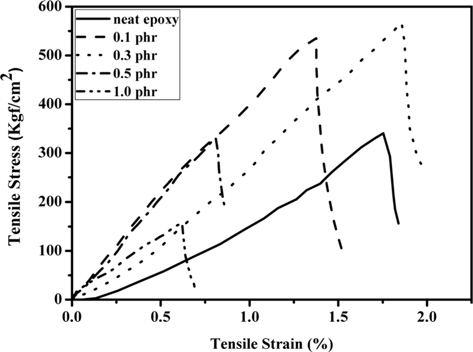
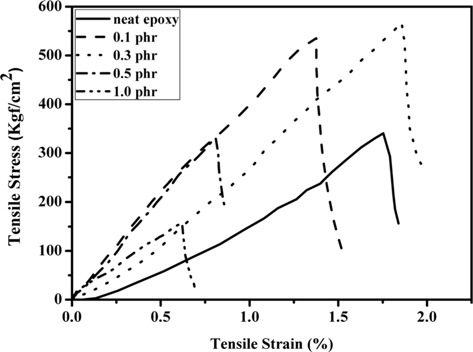
The stress-strain curves of epoxy and MWCNT/epoxy composites are investigated by tensile tests at ambient temperature. Fig. 2 provides a comparison of tensile stress results (kgf/cm2) of epoxy resin with varying amounts of MWCNT reinforcing agent. All specimens broke immediately after the tensile stress reached the maximum point. Furthermore, a yield point was not observed for any of the specimens, because the epoxy resin used in our study has a brittle property. The mechanical strength basically depends on interfacial bonding between the filler and the epoxy. Therefore, the initial behavior of the strength of the MWCNT/ epoxy composites is caused by MWCNTs-epoxy interfacial bonding, and excessive addition of MWCNTs to the epoxy causes poor tensile strength performance. In order to investigate the modulus of elasticity in relation to MWCNTs content, the modulus is calculated as follows.

where E is the elastic modulus of the materials, σ is stress, and ε is strain.
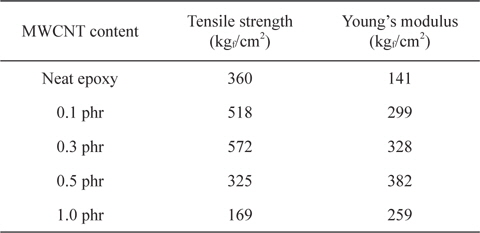
Tensile strength and Young’s modulus of the neat epoxy and various MWCNT/epoxy composites are shown in Table 1. The epoxy composite with 0.3 phr MWCNT content showed the highest tensile strength, 572 kgf/cm2, an improvement of 59% compared with the neat epoxy. However, in the composites with 0.5 and 1.0 phr MWCNTs, the tensile strength was lower than that of the neat epoxy composite. This is because the mechanical strength of epoxy composites strongly depends on the dispersion of MWCNTs as well as the amount of MWCNTs in the epoxy resin (Table 1). The decrease of strength with higher MWCNT content can be attributed to agglomeration of MWCNTs. The agglomerates of MWCNTs disrupt permeation of the epoxy onto the MWCNT surface, and thus the effective interfacial surface for interfacial adhesion between the MWCNTs and the matrix is decreased [11]. These phenomena cause degradation of the strength of the reinforcing agent embedded composite. The modulus of the epoxy composites also increases continuously from neat epoxy to 0.5 phr MWCNTs/epoxy. The change of modulus with MWCNT content is similar to the tendency of tensile strength at the maximum point [26].
[Table 1.] Mechanical properties of MWCNT/epoxy composites as a function of MWCNT content
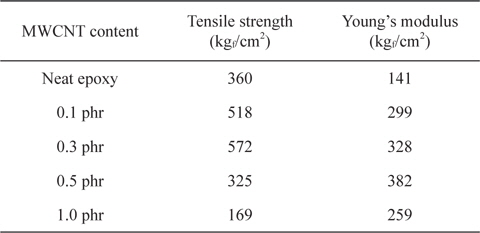
Mechanical properties of MWCNT/epoxy composites as a function of MWCNT content
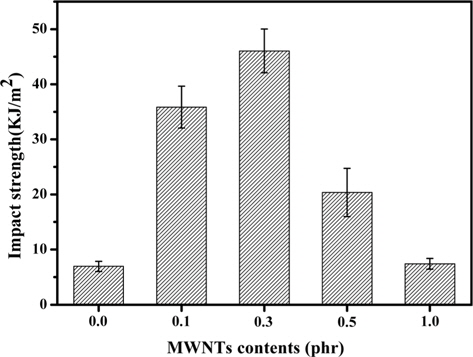
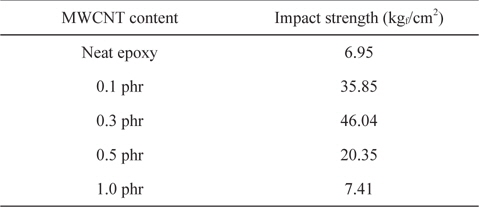
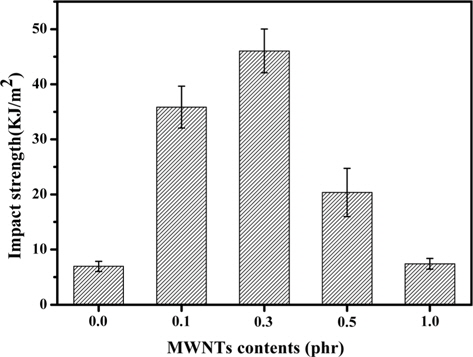
In order to explore the reinforcing effects of MWCNTs on the epoxy matrix as a function of nanotube content, Izod impact tests are performed on neat epoxy and MWCNT/epoxy composites and the results are shown in Fig. 3. The impact strength values of the epoxy composite with MWCNTs increased compared with neat epoxy resin. Neat epoxy, 0.1 phr MWCNTs/epoxy, and 0.3 phr MWCNTs/epoxy showed values of 6.95 kJ/m2, 35.85 kJ/m2, and 46.04 kJ/m2, respectively. When the MWCNT content was 0.3 phr, the impact strength was enhanced by 562% compared with neat epoxy resin. This result is caused by the amount and dispersibility of MWCNTs in the epoxy resin. These findings are consistent with those of tensile strength explained in the previous section. In the epoxy composite with 1.0 phr MWCNTs, the impact strength showed a poor value of 7.41 kgf/cm2 and was enhanced by only 6% compared to neat epoxy. The decrease of the impact strength in spite of this specimen having the highest MWCNT content in epoxy resin is attributed to agglomerates of MWCNTs in the epoxy resin, which can be observed in the SEM image (Fig. 1d). Consequently, when rapid impact loading is applied to the MWCNT reinforced epoxy composite, it would be difficult to yield plastic deformation, and hence relatively low impact energies are required to break the MWCNT reinforced epoxy composites [27]. In particular, when impact damage is induced in the composite, agglomerates of MWCNTs are caused by the damage zone of the composite due to a lack of adhesion between the MWCNTs and the epoxy resin. Therefore, appropriate dispersion and content of MWCNTs in the epoxy composites significantly improves impact strength.
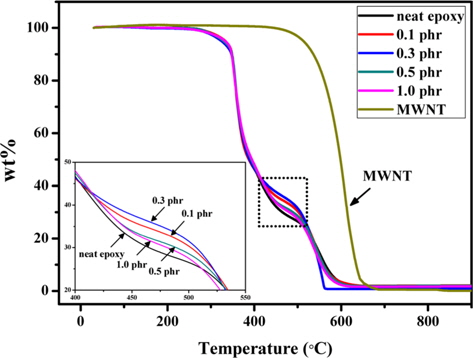
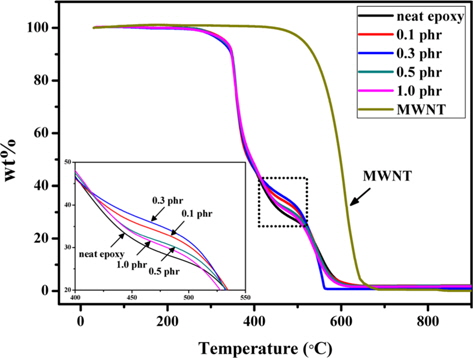
Fig. 4 shows TGA curves of the neat epoxy and MWCNT/ epoxy composites from ambient temperature to 900℃ in an air atmosphere with a heating rate of 5.0℃. MWCNTs as a reinforcing agent show good thermal stability with decomposition temperature of around 530℃ and completely decomposed at around 650℃. This good thermal stability is attributed to the high crystallinity of the MWCNTs from their graphitic structure. Therefore, when MWCNTs are added to epoxy resin, the decomposition temperature of the epoxy can be improved due to the higher heat resistibility of the MWCNTs [23].
[Table 2.] Impact strength of MWCNT/epoxy composites as a function of MWCNT content
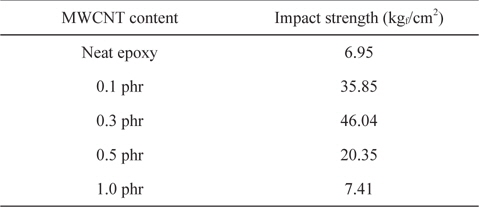
Impact strength of MWCNT/epoxy composites as a function of MWCNT content
The general thermal degradation pattern of bisphenol A type epoxy resin mainly exhibited two steps, as shown Fig. 4. The initial slight weight fraction loss at about 270-340℃ can be explained by the decomposition of the olefin formation by loss of the secondary hydroxyl group of the propyl chain in the epoxy resin [28]. In the next step, drastic weight loss occurred at around 360℃. The weight loss at this temperature corresponds to degradation of the bisphenol A group of the epoxy polymer [29]. The MWCNT/epoxy composites showed improved thermal stability according to the MWCNT content in the epoxy resin compared to the neat epoxy composite. In principle, the thermal stability of epoxy composites is increased by increasing the content of additives such as MWCNTs. However, the epoxy composite with 0.3 phr MWCNTs showed the highest thermal stability at 420-520℃ based on the TGA results. On the contrary, the 1.0 phr MWCNTs showed the poorest thermal stability in the epoxy composites with MWCNTs. This is attributed to weak interfacial bonding between the MWCNTs and the epoxy by poor dispersibility and high aggregation of MWCNTs in the epoxy resin.
MWCNT/epoxy composites were prepared by the VARTM method and the reinforcement of the epoxy resin by MWCNTs was examined in terms of the mechanical and thermal properties of epoxy resins. The epoxy composite with 0.3 phr of MWCNTs showed the highest tensile strength and impact strength values, which is ascribed to high dispersibility in the epoxy resin. The epoxy composite with 0.5 phr of MWCNTs showed the highest Young’s modulus. The decomposition temperature of the MWCNT/ epoxy composites was increased by introducing MWCNTs to the epoxy resin due to the high thermal stability of the MWCNTs. The epoxy composite with 0.3 phr of MWCNTs showed the highest thermal stability in this study. Integration of an adequate amount of MWCNTs into epoxy resin by the VARTM method thus effectively increased the tensile strength, modulus, impact strength, and thermal stability of the composite.