This paper intend a commercial perspective of the shipbuilding industry rather that the theoretical research. One cycle of complete layout design work was already conducted and introduced by same working group of this paper (Song and Woo, 2013).
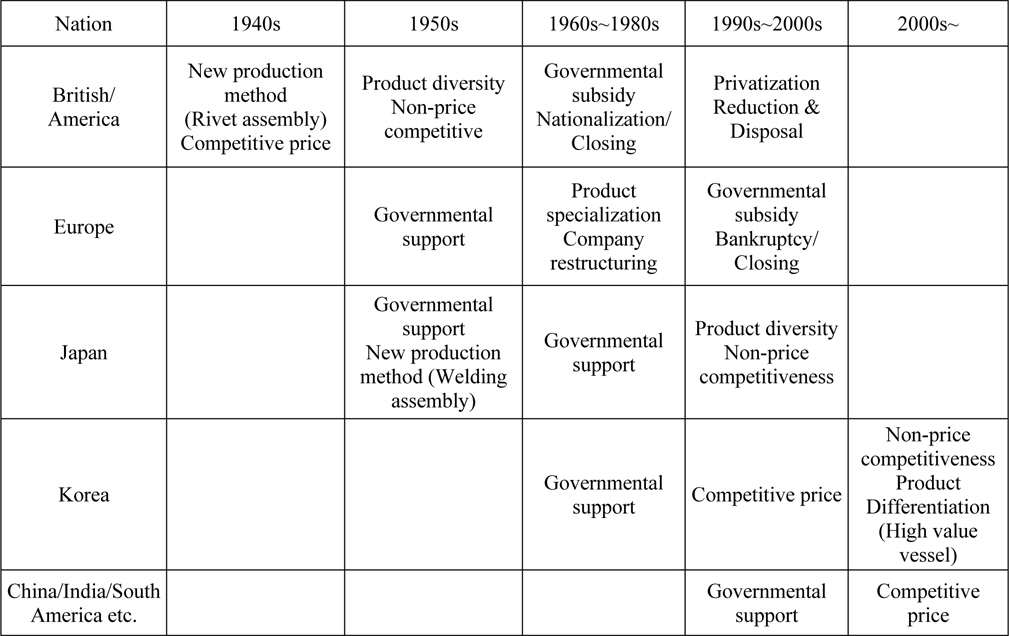
Before taking up the main subject, mentioning about the current global shipbuilding industry is required for the perceiving of the business opportunity. For several decades, Asian nations such as Korea, Japan have been leading shipbuilding industry after declined in Europe and America. However, several developing countries such as China, India, Brazil are going to make an entrance onto the shipbuilding industry by themselves after financial crisis of 2009. These developing countries are finding a technical partner or information supplier because they have little knowledge and man-power by their own.
Weight shift of shipbuilding industry is shown in Table 1 and Fig. 1. Today, center of weight is being passed over to the China and other developing countries. Through the investigation of this trend, it is inevitable that central movement of shipbuilding as a manufacturing industry from Korea and Japan to China and the other countries. So, domestic shipbuilding Industries have to excavate and cultivated new business models in order to keep the shipbuilding competitiveness from the lesson of European ship engineering companies, those still have competitiveness in core technology of ship such as a design capability of high value product and a special equipment loaded in ship or offshore structure. They are maintaining those key technologies by patent barrier. Noticeable example is that domestic shipbuilding companies should pay patent fee (5% of the vessel price) to the engineering company of France that own the patent of core cargo containment system of LNG vessel.
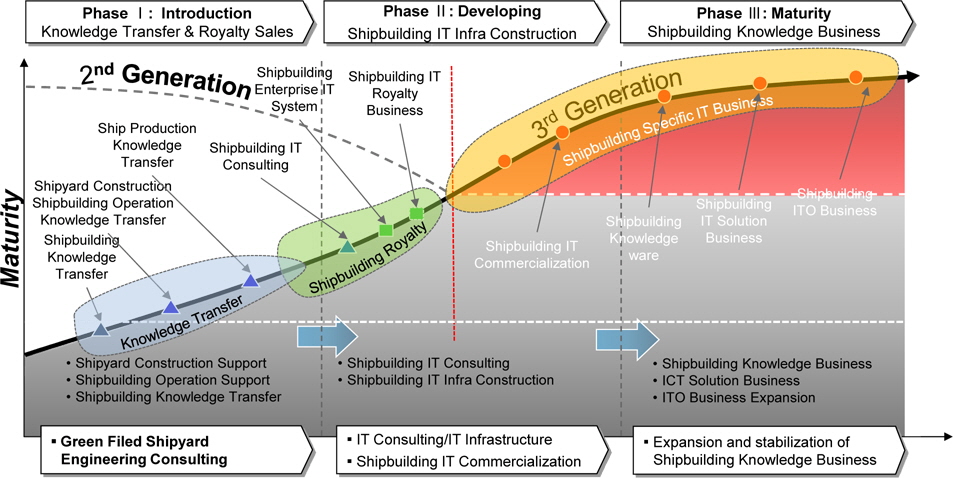
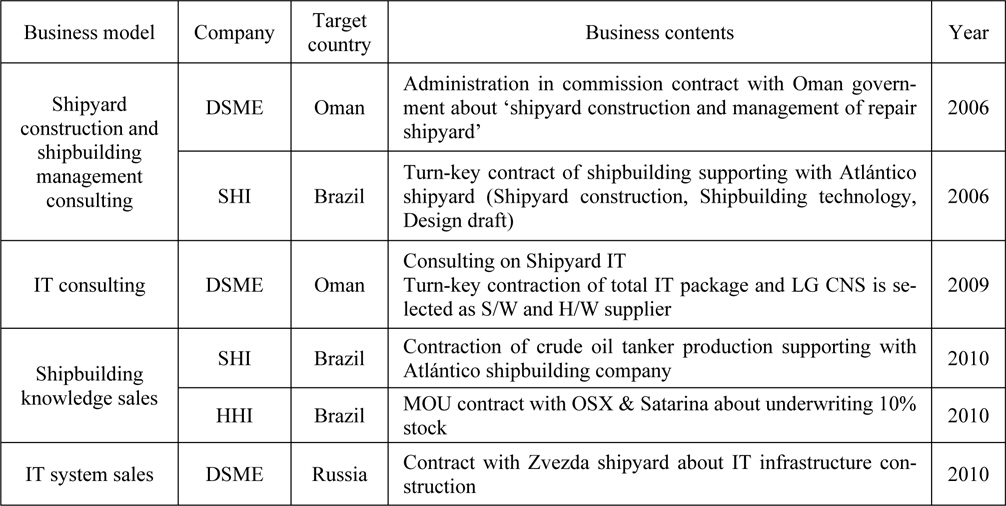
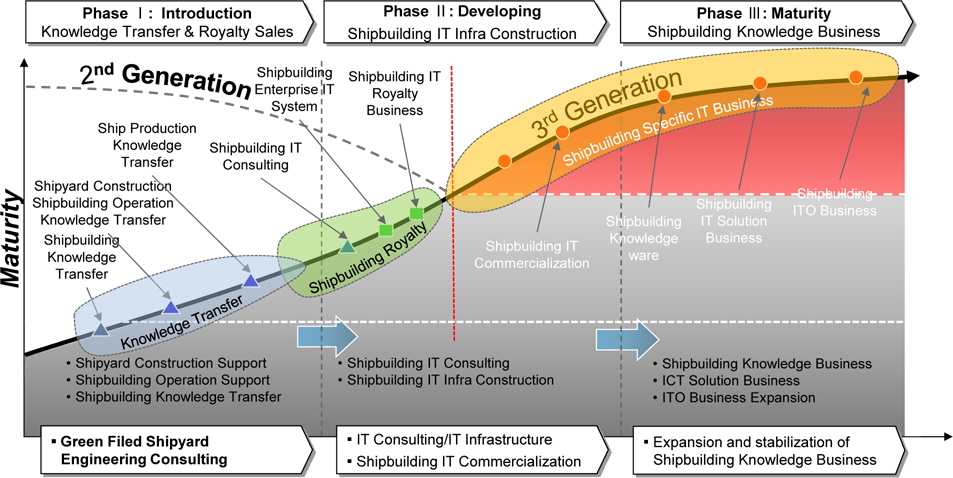
Meanwhile, the competitiveness of domestic shipbuilding technology, let’s have a look at the current status of domestic shipbuilding companies and research institutes, is mainly located on the ship production and the shipbuilding management technology. In fact, several domestic shipbuilding companies such as SHI (Samsung Heavy Industry) and DSME (Daewoo Shipbuilding and Marine Engineering) already have entered the export business of shipbuilding IP (Intellectual Property) as shown in Table 2. Several cases are sales of enterprise asset such as ship design, production method, enterprise organization, etc. before 2009. And very currently, the new business model is being evolved to the engineering service including IT since 2009. This movement strengthens value creation business area of shipbuilding engineering consulting and services. As a part of these trends, several domestic engineering companies are trying to advance into the green-field project (developing a new shipyard from the bottom) and the improvement project of current shipyard. Engineering service about shipyard layout design has a great ripple effect in that the accompanying projects such as a ship design system, a shipbuilding management system, a shipyard operation system, etc. can be obtained.
In this paper, several previous researches will be reviewed. And, the layout design procedure will be introduced with a case study. Lastly, the validation by simulation will be introduced.
[Table 1] Weight shift of shipbuilding industry.
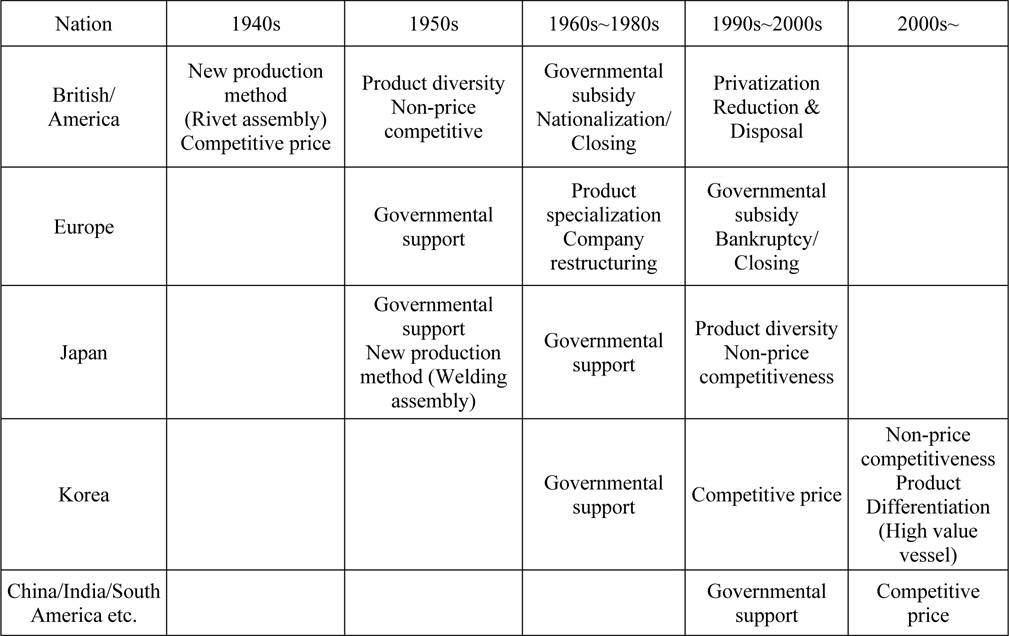
Weight shift of shipbuilding industry.
[Table 2] Trend of shipbuilding IP business of Korean major shipbuilding companies.
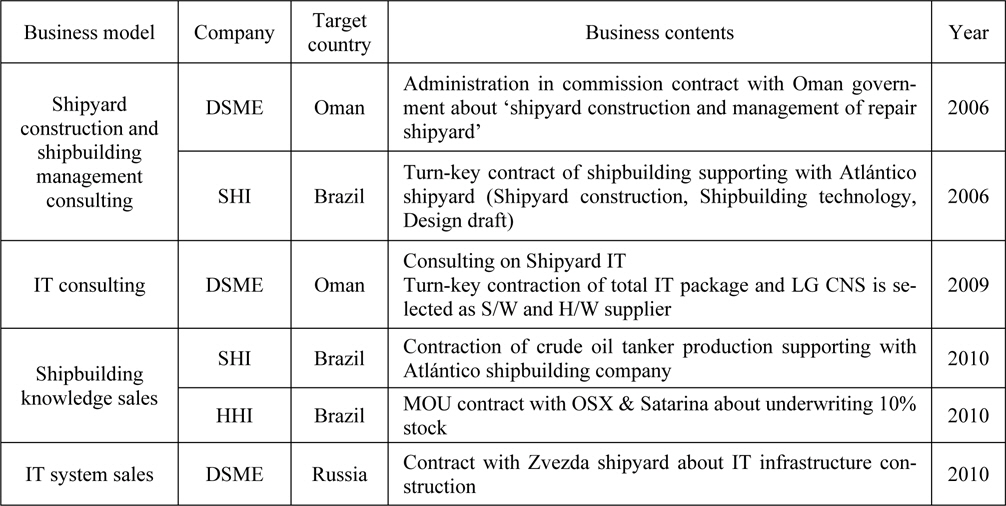
Trend of shipbuilding IP business of Korean major shipbuilding companies.
>
Business needs of engineering service about shipyard layout design
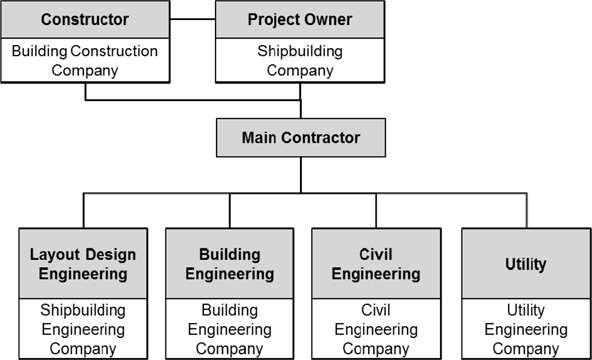
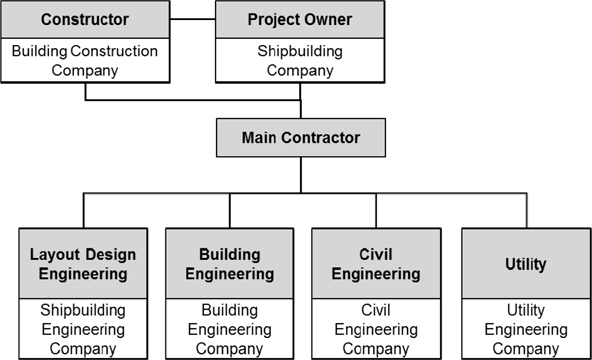
Shipbuilding starts with a shipyard construction with a large-scale investment initially. The starting point of shipyard construction is to design a shipyard layout. For this, four kinds of engineering parts required. That is civil, building, utility and production layout engineering. Among these, production layout engineering is most important because its result is going to be foundation of the other engineering parts and determine the shipyard capacity in the shipyard lifecycle. Fig. 2 shows a typical company organization of newly developed shipyard project, which is called green-field project in construction industry.
Production capacity of shipyard is, in most case, defined by the resource secured, the yard area, and especially the logical proximity of each factories and workstages. The problem is that most resources and factories are hard to be changed from the initially installed and built status even though the need for the increase of the production capacity is taken place. Therefore, initial layout design of the shipyard has to be conducted with a logical input data and methodology.
>
Previous researches of facility layout design
The research related to facility layout and factory layout has been conducted by Muther (1973) and Chabane (2004). Also Benjjafar and Sherikhazadeh (2000), Chabane (2004) and Iveline and Mareta (2007) performed research on the module based optimization of the production facility layout. Detail investigation of these theoretical papers can be found in previous paper of Song and Woo (2013).
>
Previous researches of layout framework
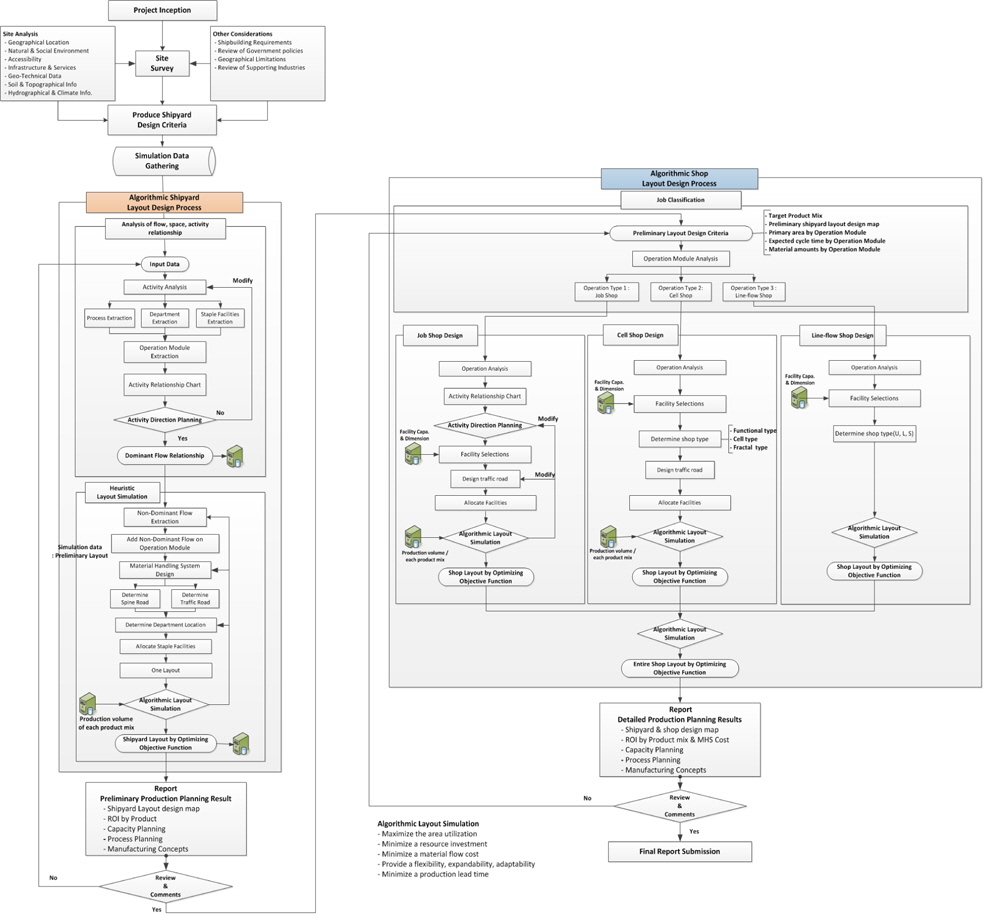
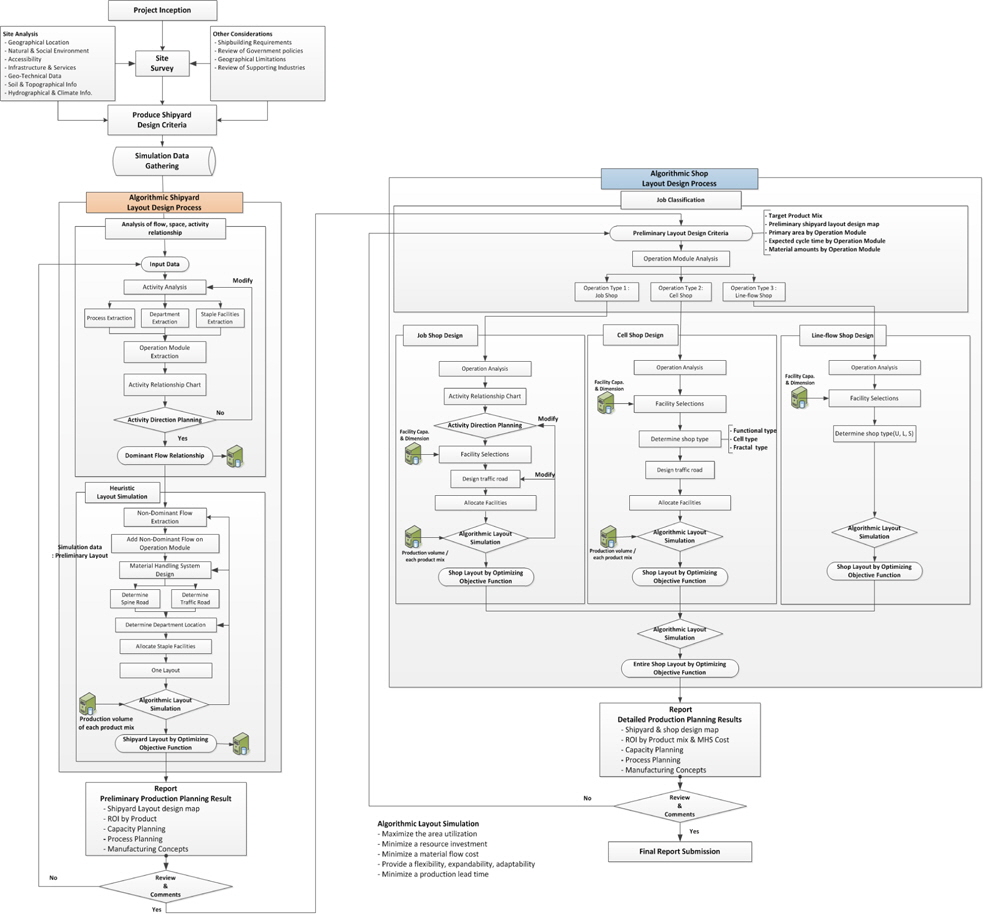
Then, there came out a systematic shipyard layout design framework with the increase of the new business of shipyard construction since the early part of 2000s. Song et al. (2008a; 2008b) have developed shipyard layout design framework and adopted a simulation method for the enhancement of proposing framework in an effort to resolve the existing (or traditional) method as shown in Fig. 3. This research proposed a framework suit for the shipyard layout design, which overcame the traditional layout design methodology, and also this framework was embodied as an actual design system with the user interface. The proposing framework was also used for the preliminary layout design for the Indian Shipyard with the initial condition such as field data, target ship, and target throughput.
Also, there have been requirements for the new production management method for the strengthening of competitiveness of middle-sized shipyard globally. Song et al. have conducted a development of production management system for the analysis of production capacity and the optimization of production scheduling for the ship block assembly factory of middle-sized shipbuilding company in an effort to satisfy the described requirements (Song et al., 2009b).
>
Previous researches of simulation based shipbuilding
Previous researches about the simulation based shipbuilding were conducted either. From 2001 to 2004, the nationally funded ‘Integrated Digital Shipbuilding Technology for Development of High Value-added Ship’ project was conducted by a consortium consisting of Seoul National University, Samsung Heavy Industries, and several national institutes. Through this project, research on ship production and shipbuilding simulation was widely performed. Several practices for the shipyard forecasting system were performed by the modeling of the product, process, resource and planning data into an integrated simulation model. Woo (2005) have compiled a comprehensive survey in his Ph.D. degree about the construction framework for digital shipyard from this project. And, the commercial application based on above framework was conducted by Song et al. (2009a).
Also, Frensberg shipyard of Germany has been conducting a research for the simulation project for application to the shop floor since 2003 and Simulation Toolkit for Shipbuilding (STS) was developed as a result of the project. There came out a practice for the fabrication process (Kaarsemaker and Ubald, 2006), and one for the block assembly process planning system (Steinhauer and Stephanie, 2006). These kinds of researches have their own significance in focusing on the advancement of planning and prediction capability with the application to the actual ship production environment apart from traditional simulation approach.
PROCEDURE FOR SHIPYARD PRELIMINARY LAYOUT DESIGN
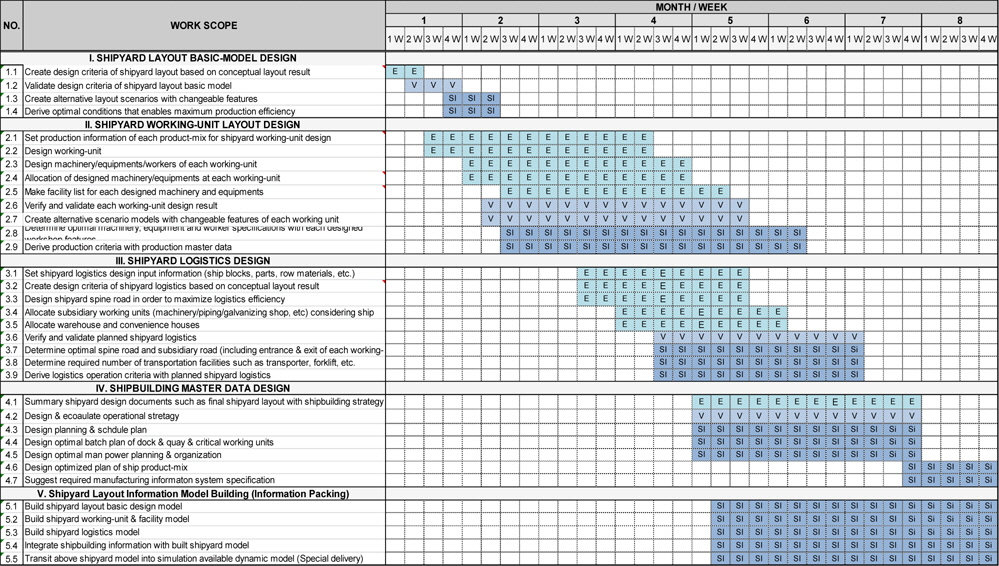
For the complete design of the new shipyard layout design, tremendous quantities of engineering works are required. Table 3 shows comprehensive deliverables and working schedule for new shipyard layout design.
Shipyard preliminary layout design is to make a rough layout about main shops and workstages, that is parts of I and II of Table 3. Main shops are such as fabrication shops, painting shop, outfitting shop, PE workstage, etc. with initial input of capacity of dry-dock and the ship construction cycle. General scope of work is to estimate a size of main shops and workstages including location optimization with flow, relation and cost. In addition, initial detail workstage planning can be added.
[Table 3] Lists of deliverables of new shipyard layout design.
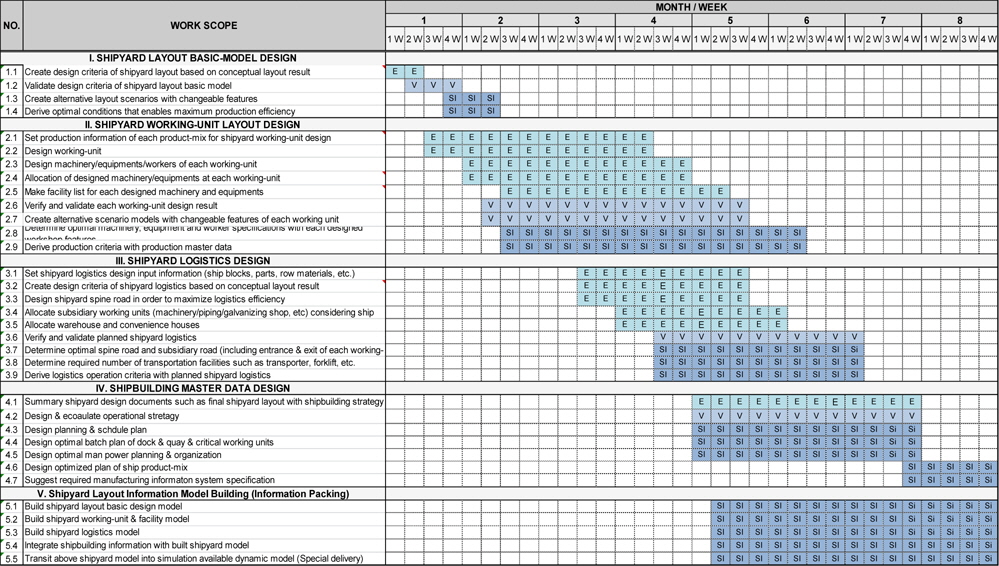
Lists of deliverables of new shipyard layout design.
In this section, main procedures and those methodologies required for the preliminary layout design will be briefly described.
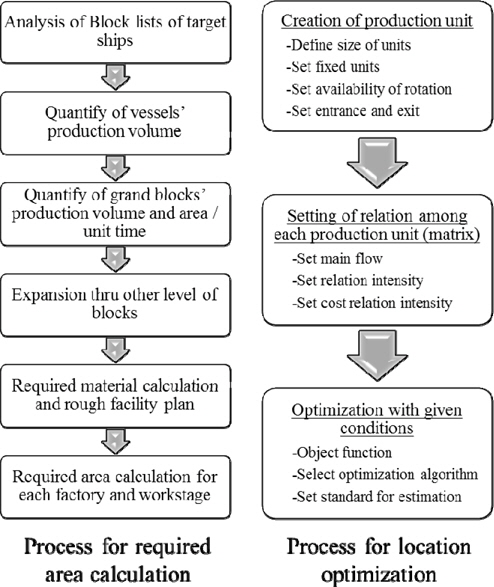
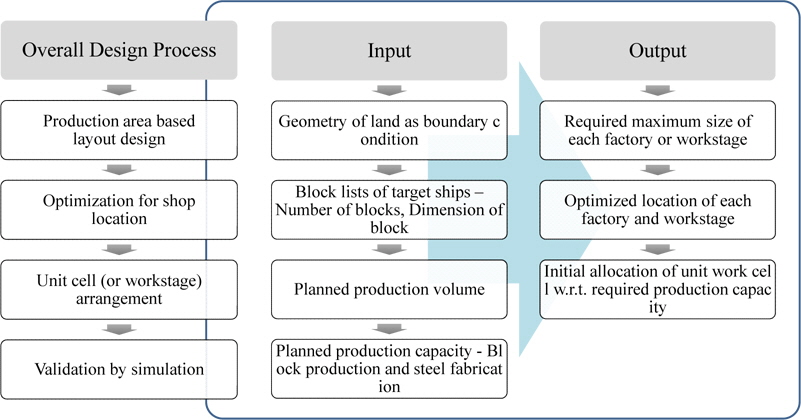
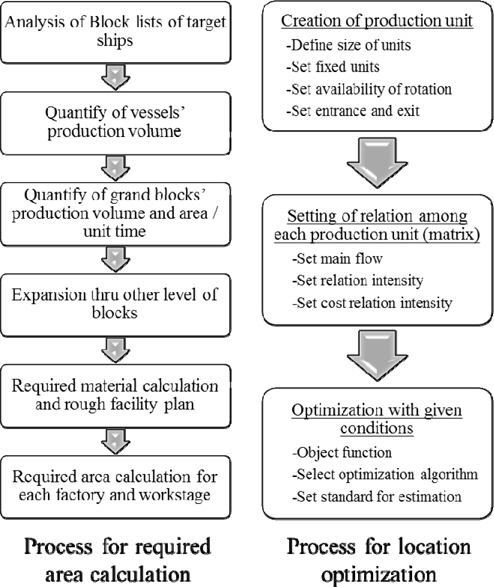
Most shipbuilding company has difficulties in work area planning because the estimated plan area was not adjustable for actual shipbuilding process. Other production issues such as load evening, production method, etc. could be improved locally with given work conditions. However, less estimated area plan could not be resolved. And, insufficient production capacity by area shortage has to be covered by outsourcing. So, reasonable area calculation is most critical point of preliminary layout design. So, our first procedure is to estimate production area based on the target ship information and planned production volume. Basically, each level of ship block (PE block, Grand block, Sub block, etc.) deployment which satisfies the production capacity is foundation. Fig. 5 (Left) shows a detail process for estimating required area calculation.
Fundamentally, the calculation of area for the blocks is based on Little's law. Little’s law says that the long-term average number of customers in a stable system L is equal to the long-term average effective arrival rate, λ, multiplied by the average time a customer spends in the system, W. This is expressed algebraically as L = λW. This theorem can be applied to the area calculation of shipbuilding workstage. Little’s law is the relation between the time (W) and the number (L). Time corresponds with the block staying period at the work stage and the number corresponds with the required holding capacity of workstage. Also, arrival rate is the required production capacity per unit time. All the calculation of area for the blocks is following this formula.
>
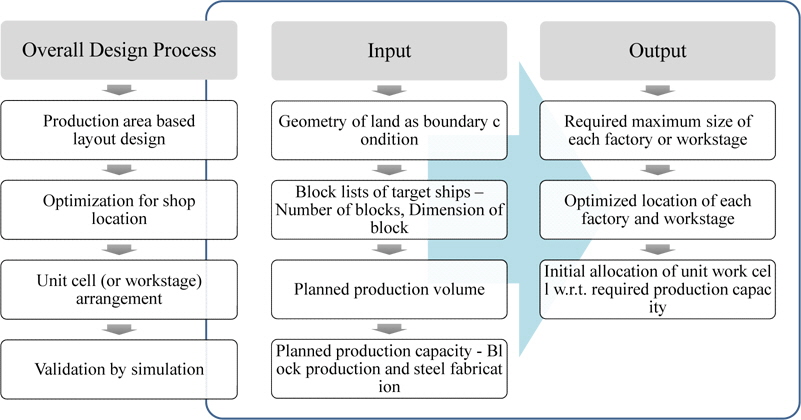
Optimization for production unit location
The next step of shipyard layout design after estimating workshop area is to locate each shop or factory with optimization, where shop or factory is dealt as the meaning of production unit. It is possible to mutual relation among each production unit though there is not detail information of facilities or work plan. Fig. 5 (Right) shows a detail process for optimizing a production units’ location. This process is repeated until the reasonable and acceptable results get by varying matrix setting, optimization algorithm, etc.
>
Unit cell (or workstage) arrangement
This work is optional for preliminary layout design. The object of this step is to design a detail work area and major equipment such as cutting machine, lifting crane inside a designed production unit. In this step, planned production capacity is considered for the computation of the size and the number of unit work area.
The validation process of the planned layout is conducted by layout simulation. Layout simulation with actual production planning data has to be conducted in order to eliminate an uncertainty caused by many assumptions of layout design.
CASE STUDY OF PRELIMINARY SHIPYARD LAYOUT DESIGN
One case study of preliminary shipyard layout design will be introduced. The detail calculation and analysis contents are already published in Song and Woo (2013). So, short summary of this research is presented in this paper
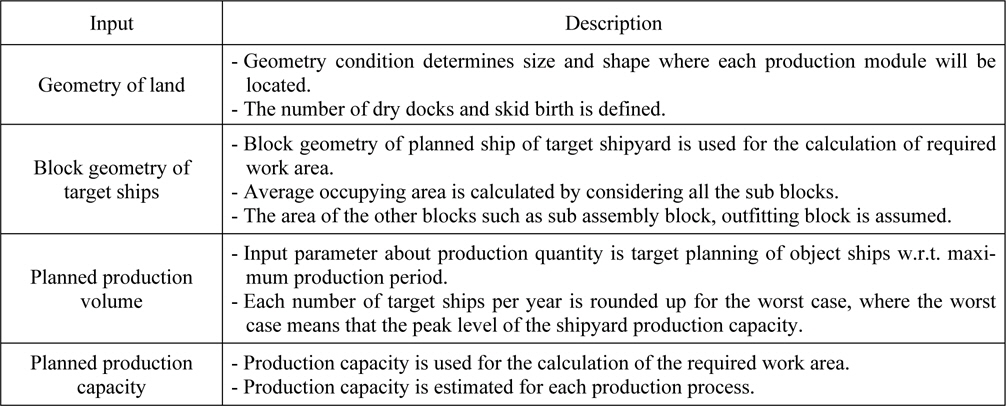
Firstly, required data and reasonable assumptions have to be defined such as geometry of land, block data of target ships, planned production capacity as shown in Table 4.
[Table 4] Input information for shipyard layout design.
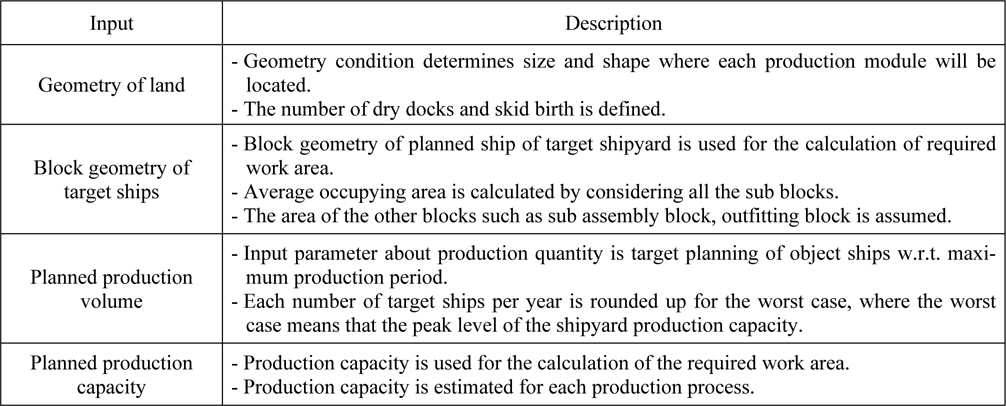
Input information for shipyard layout design.
The stock yard area is calculated considering required plate and profile volume, where the ground pressure that the stock area could stand has to be considered. Nextly, the area calculation of cutting and pretreatment shop is followed. Cutting lead time per plate is about 1
Most calculation is all about the bock workstage area calculation. Block workstage is where the any kinds of block is produced (assembly) or treated (painting, outfitting, etc.). Area calculation is being conducted using little’s law. The areas of painting, outfitting, sub assembly, unit assembly and fabrication are calculated by application of little’s law with the calculated time and numbers of the blocks, which is a same procedure with the calculation of the grand block assembly area.
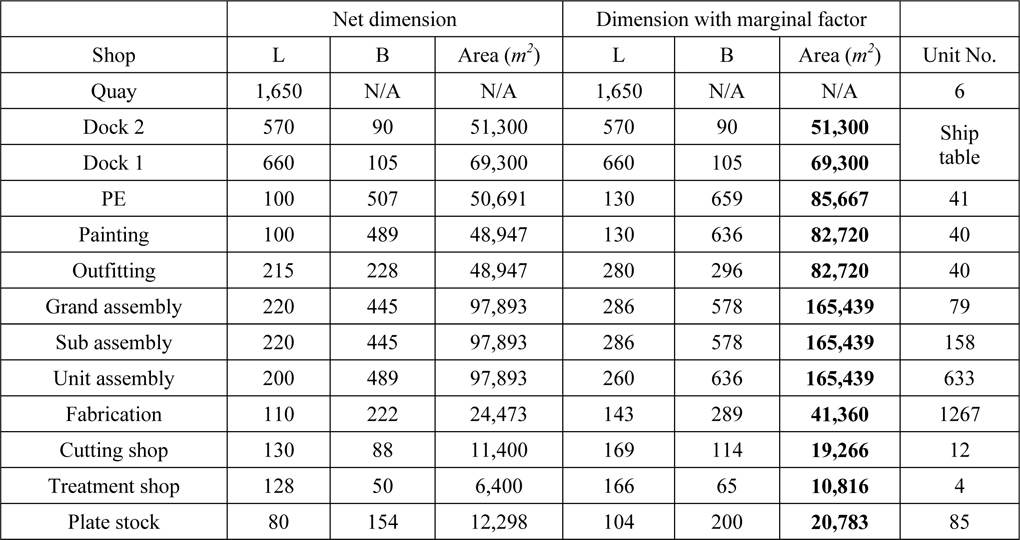
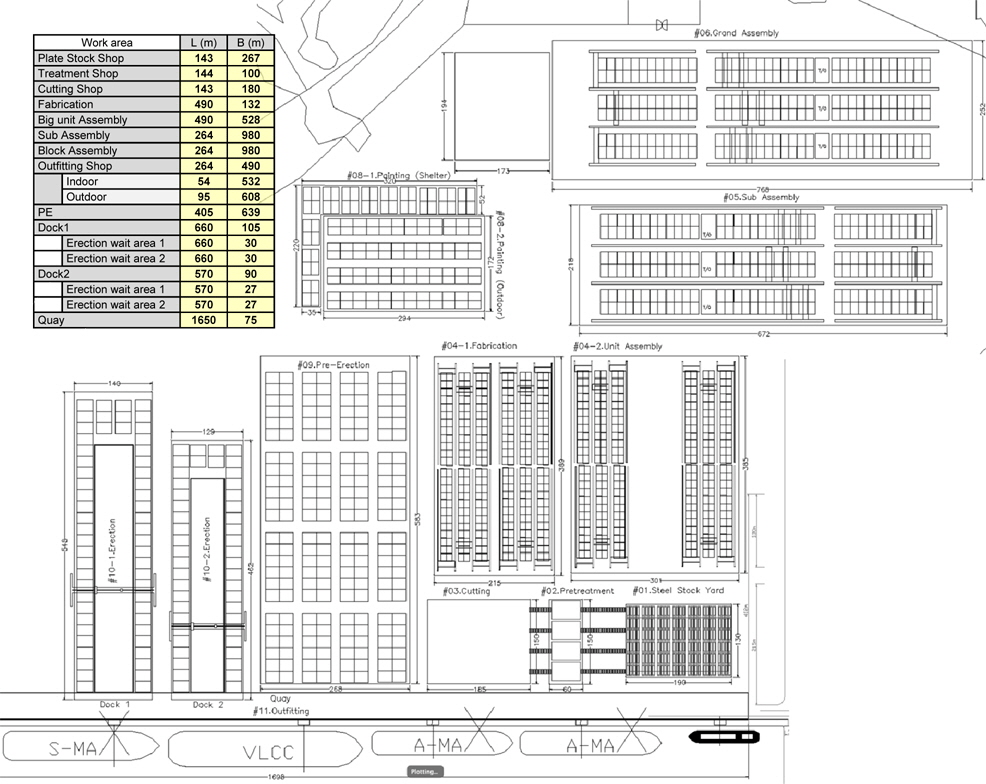
Table 5 is a summary of all the work stages with appropriate marginal factor in length. This value is for the consideration of the additional required area such as road, utility, etc. The unit number is required for the design of the small division of each work stage. These numbers are calculated reversely by dividing a final calculated area by the average size of the plate of the block.
[Table 5] Shipyard area calculation summary.
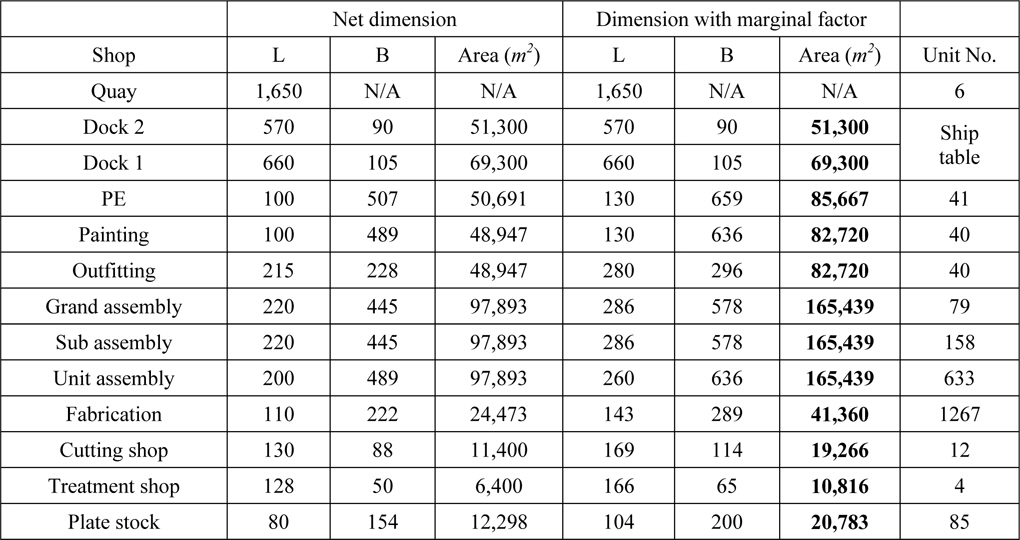
Shipyard area calculation summary.
>
Optimization and unit cell arrangement
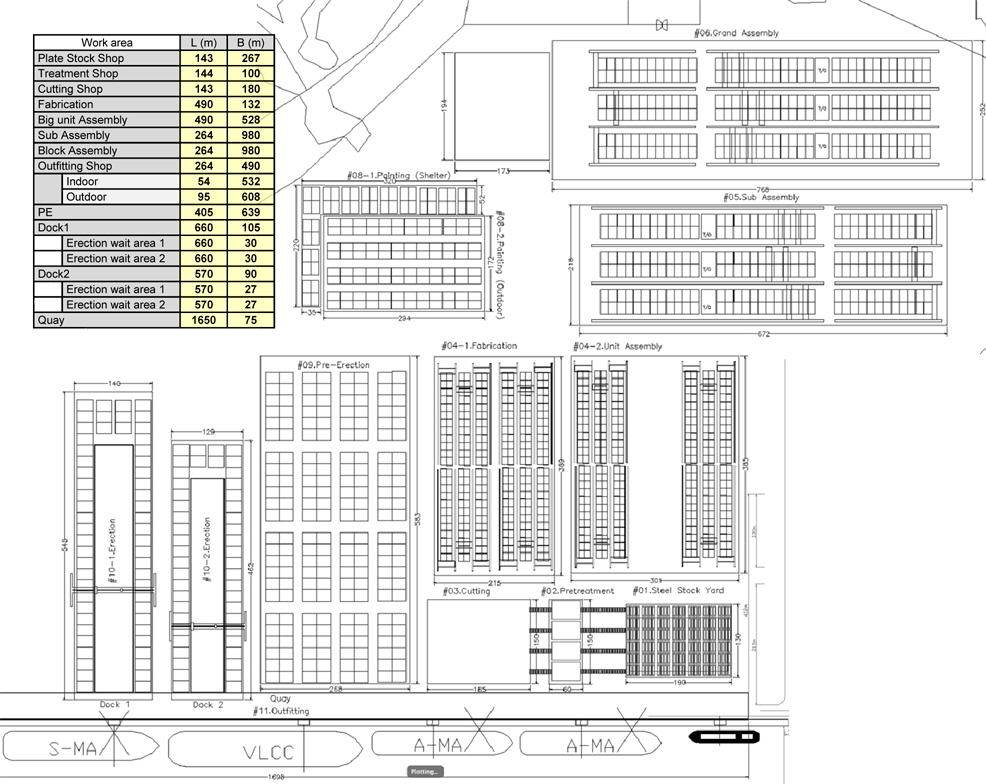
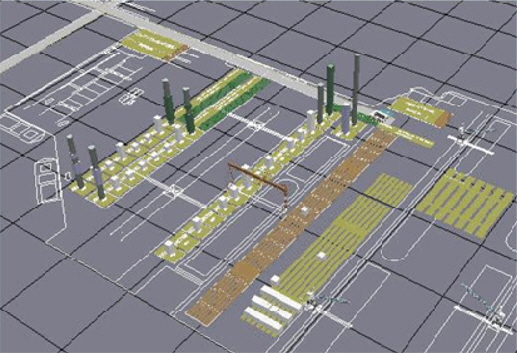
In this paper, the detail calculation for optimization and unit cell arrangement are omitted and final layout is shown in Fig. 6. The detail information about the optimization and unit cell arrangement can be found in previous paper of Song and Woo (2013).
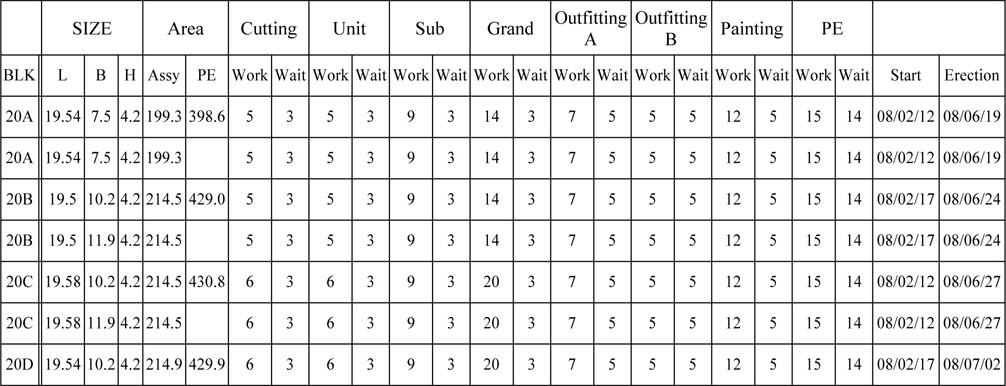
The preliminary shipyard layout design in this paper is conducted with assumptions and average data of target ships. So, the simulations which can guarantee the feasible layout should be conducted. For the validation of the designed layout, the production planning data is used as shown in Table 6.
[Table 6] Simulation input data.
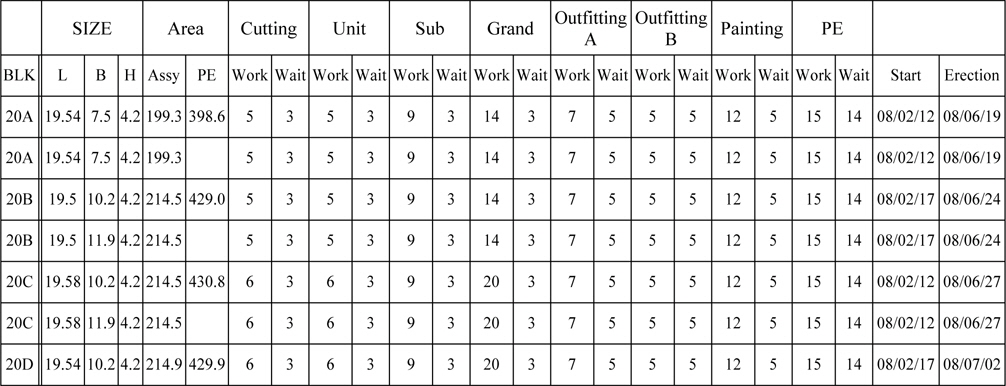
Simulation input data.
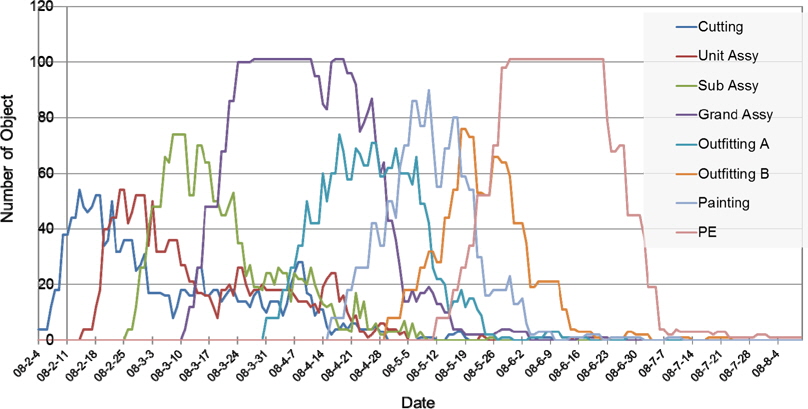
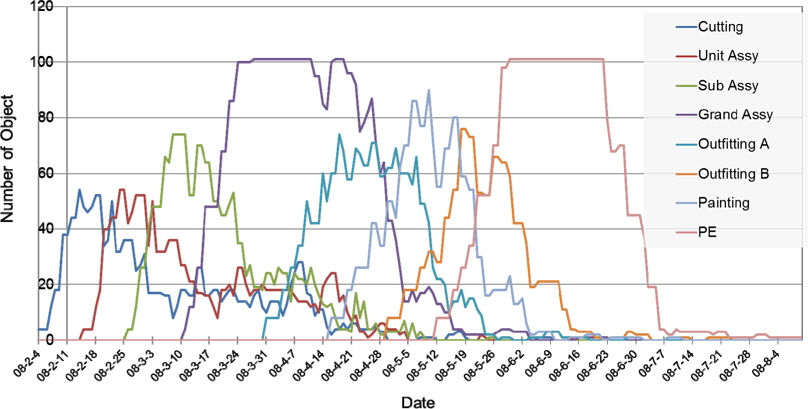
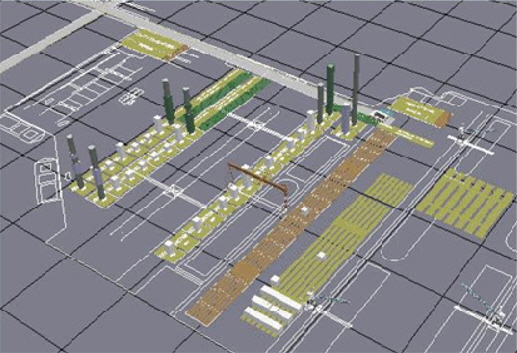
Macro simulation is to perform an entire shipyard simulation in order to validate the overall behavior of the shipyard w.r.t. given product and planning data. For this purpose, the simulation model with low level of detail is implemented as shown in Fig. 8. The simulation results could be got with the input data Table 6. This result is shown in Fig. , where the utilization of grand assembly and PE is bottleneck process. So, the micro simulation of grand assembly process, between these two production processes, is going to be conducted as a micro simulation at next subsession.
Micro simulation means that more detail modeling is performed compared with macro simulation model, and this level of simulation includes additional information such as production process rule and more detail level of product data. In this paper, the target of micro simulation is block assembly factory.
Assembly process has an important meaning in that this process determines the overall production capacity of the shipyard, and also the estimation of required lead time for the assembly process is a starting point of the entire shipbuilding production scheduling. Also, the assembly capacity is met with a shipyard strategy, which means that the assembly capacity determines whether the shipyard selects indoor production strategy of outsourcing by considering of the production capacity balancing between the assembly capacity and the erection capacity. Meanwhile, the newly constructed shipyard commonly concentrates on the secure of the stable production at the assembly factory. This works consume much time because the worker need a time to learn given task by repeating and enough master data of production records is accumulated with a time frame. The capacity of assembly process is determined by the turnover ratio of each workstages. This turnover ratio is dependent on the assembly lead time, block allocation planning and the inserting order. The problem is that these kinds of determination are finished before enough information is gathered. Especially, newly constructed shipyard is liable to committing of trial and error during a initial stage of its production because there are not enough master data.
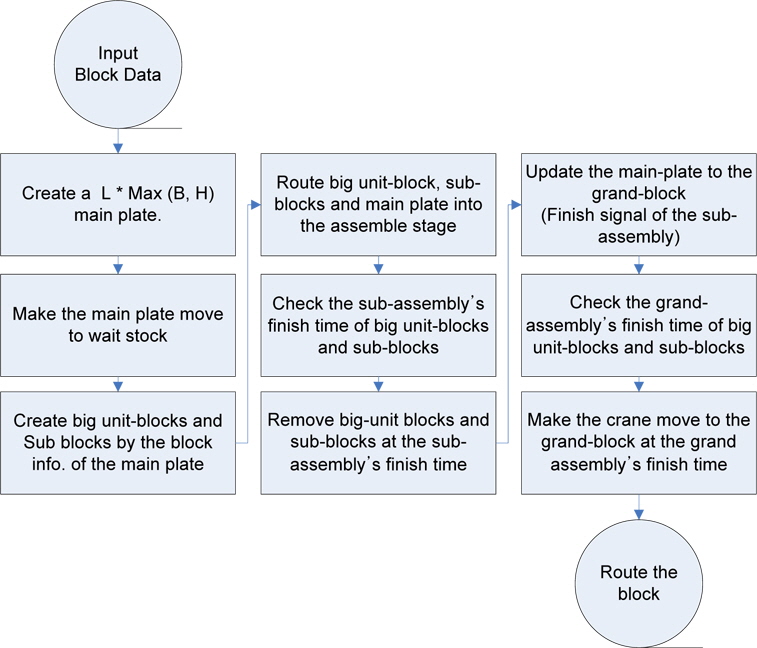
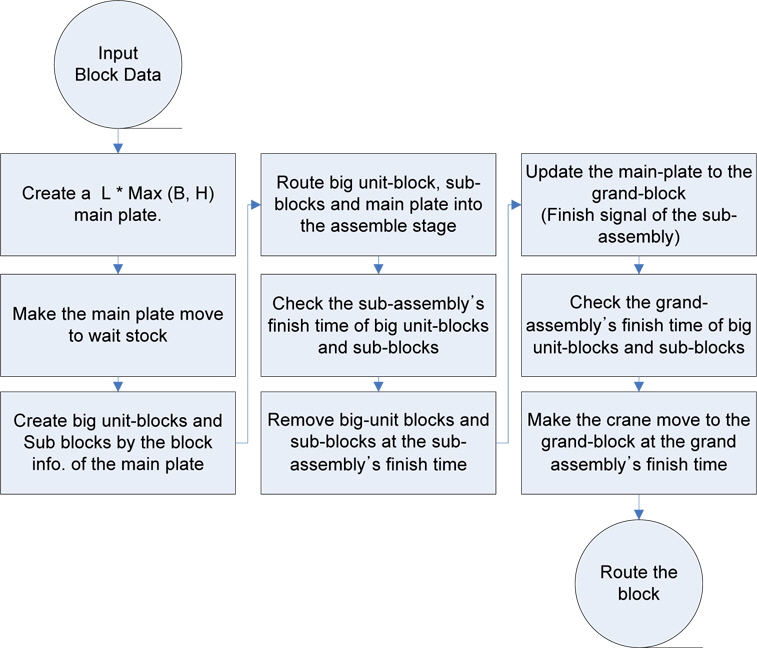
In this subsection, the detail simulation of the grand assembly process is conducted by implementing and conducting of micro simulation for the purpose of getting the master data. The resources of the grand block assembly factory are workstages and overhead cranes. The crane modeling considered the actual operation logic with the block weight and shape, and the assembly workstages are modeled by considering the spine road for the transporters. The simulation logic is designed so as to be able to calculate the ship block data and the resource (workstages, overhead crane) quantity of demand (Fig. 9).
Also, the assembly cycle time is calculated by considering the fitting time of each part that compose a block, and the sequence order of block assembling follows a infinite batch logic, which could simulate reasonable result by searching the all the cases of the block piling.
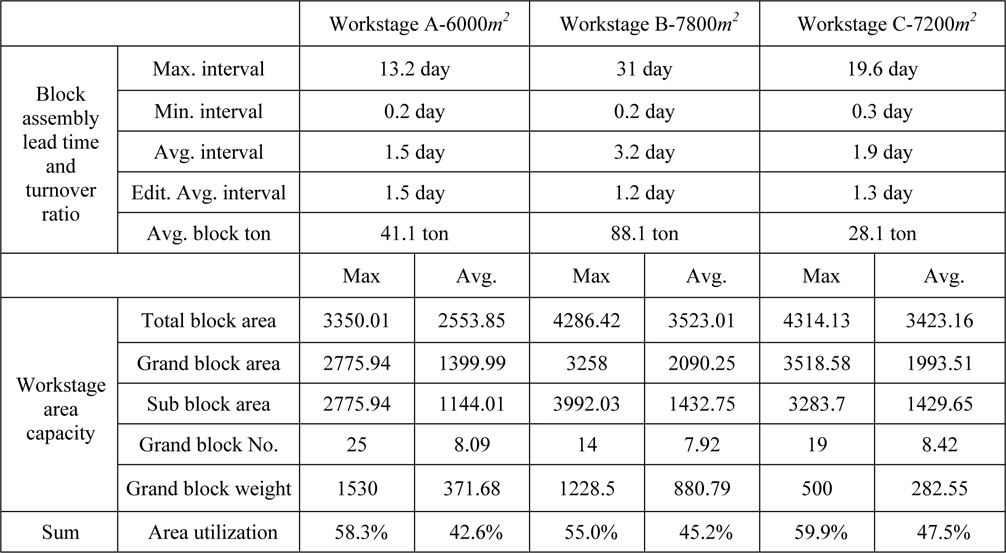
Through the simulation, the grand block assembly number and weight are calculated, and the workstages turnover ratio is calculated by analyzing of the time interval of assembly completion. Also, the area utilization of each workstages is calculated by considering of the maximum, minimum and average value (Table 7). Problem is that most area utilization is under 60% as shown in Table 7.
[Table 7] Simulation results for grand assembly process.
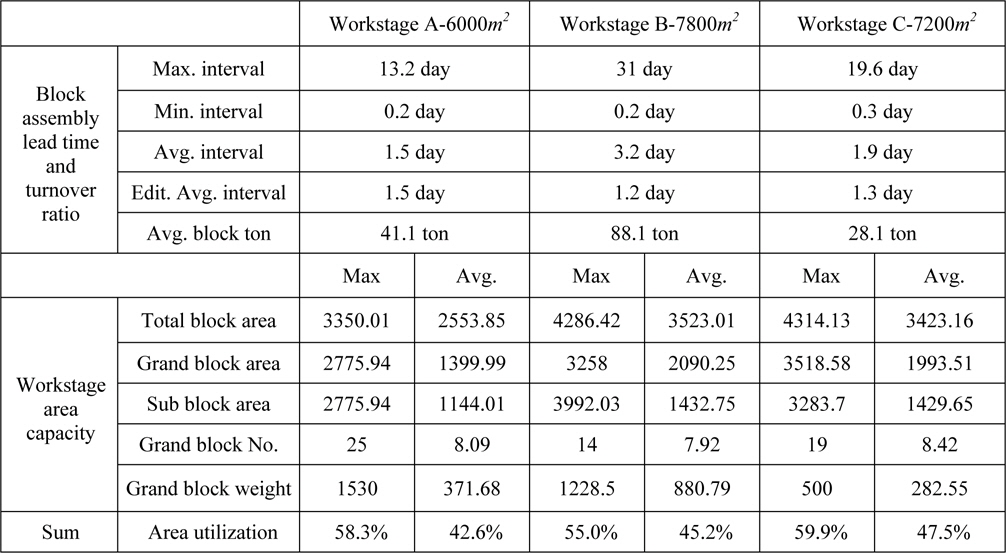
Simulation results for grand assembly process.
This results from the micro simulation measn that there are errors of grand assembly layout or assembly operation strategy. The resolve of this problem is out of the range of this paper, which will be treated at next research.
Paradigm shift of the global shipbuilding industry is being accelerated in these days. New shipbuilding business models have to be investigated in order to sustain a current competitiveness. One of the new opportunities is an engineering service about the new shipyard construction.
Previous methods or research cases about the shipbuilding layout was not suitable for the professional target because there were little considerations about the actual product data and the actual operation time data. Also, there were lacks of the commercial business requirements. In this paper, the shipyard layout design method is introduced based on the actual product data and the actual operation time with a reasonable calculation procedure. Also, the commercial requirements from the customer are reflected with an appropriate engineering consideration.
Lastly, the case study about the actual green field project is conducted for the preliminary phase. Also, the results are validated through the macro and the micro simulation.