CO2 is generated by the combustion reaction, when getting the energy from fossil fuel. If the carbon dioxide emissions increases more, the global warming problem will become more serious. CCS (carbon capture storage) needs to be developed for the prevention of this. When liquefied CO2 is transported, BOG (boil-off gas) is generated because of several problems. In the study, by injecting liquefied CO2 in two tanks which contains 40m3each, the amount of BOG and its composition were measured during 30 days when generating pressure changes and external heat, loading, unloading. In result, 16,040 kg of BOG was generated and the composition has been found out to be 99.95% CO2 and 0.05 % N2. Also, we conducted simulation process for reliquefaction of generated BOG with vapor compression cycle using the PRO/II with PROVISION version 9.2. As a result, the refrigeration cycle of the total circulation flow rate was 42.07 kg/h and the condenser utility consumption was 48.85 kg/h.
우리가 사용하는 대부분의 에너지는 탄화수소로 이루어진 화석연료(석유, 석탄, 천연가스 등)를 태워 나오는 열로 얻어지며 연소과정에서 탄화수소는 산소와 반응하여 이산화탄소와 물로 변한다. 즉 화석연료로부터 에너지를 얻으면 반드시 이산화탄소가 배출되게 된다. 지구온난화가 대두되기 이전 시기에는 발생된 이산화탄소가 지구식물자원의 선순환 구조에 의해 적절히 소화되어 균형을 이루었다. 그러나 급격한 화석연료 사용으로 그 균형이 깨져 온난화문제가 발생되었다. 화석연료 사용이 늘어나는 만큼 필수 불가결하게 이산화탄소의 배출량은 늘어날 것으로 판단되며 지구온난화를 방지하기 위해서는 이산화탄소 포집 및 저장기술(Carbon Dioxide Capture and Sequestration, CCS) 개발이 요구되고 있다.
즉, 이산화탄소를 대량발생원으로부터 포집한 후 압축, 액화 및 수송 등의 과정을 거쳐 육상이나 해양의 지중에 안전하게 저장하거나 유용한 물질로 전환함으로써 온실가스의 배출을 억제하려는 CCS가 온실가스 감축의 유용한 대안으로서 점차 부각되고 있다. CCS 기술은 이산화탄소가 대기 중에 배출되기 전에 회수를 한 후 수송하여 격리시키는 기술이며 크게 이산화탄소 포집기술과 이산화탄소 수송기술 및 이산화탄소 저장기술로 이루어져 있다[1].
이산화탄소 포집기술은 크게 연소공정을 거친 후 발생한 배기가스 내 포함되어 있는 이산화탄소와 질소를 분리하는 연소 후 포집기술과 화석연료로부터 수소와 일산화탄소 등의 합성가스를 제조한 후 수소의 수율을 높이고자 일산화탄소와 수증기를 이용한 수성 가스 전화 반응을 거치는 과정에서 발생한 이산화탄소를 분리하는 연소 전 포집기술이 있으며, 연소에 필요한 공기로부터 고순도 산소를 분리하여 연소기에 공급함으로써 연소효율 향상 및 연소과정 후 배출되는 가스 중 이산화탄소의 농도를 높여 회수가 용이하도록 하는 순산소 연소기술로 구분할 수 있다. 또한, 이산화탄소 수송기술은 회수한 이산화탄소를 격리 또는 저장하는 장소까지 수송하는 기술이다.
본 연구에서는 수송 중 여러 변수에 의해 지속적으로 발생하는 boil-off gas (BOG)를 측정하고 공정모사기를 이용하여 이를 처리하는 것을 목적으로 하였다[2].
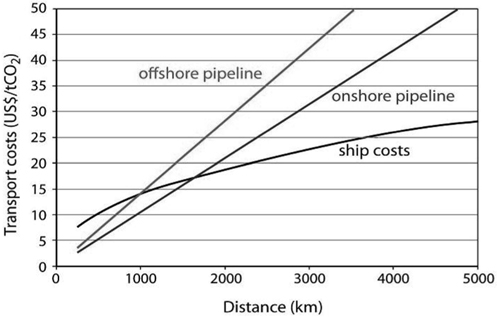
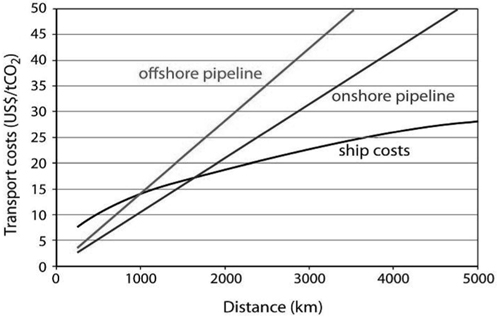
Figure 1은 이산화탄소를 수송 시 파이프라인과 선박을 이용할 경우에 대해 운반거리 대비 비용을 비교한 것으로, 이산화탄소 포집원으로부터 운반 거리가 길어질수록 파이프라인에 비해 운반선의 경제성이 점차 높아짐을 알 수 있다[3].
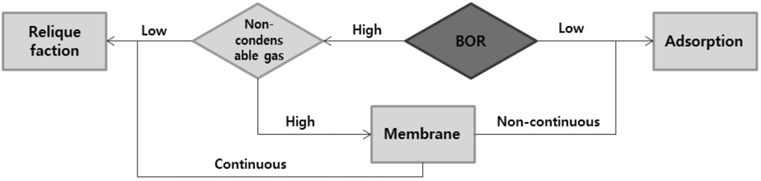
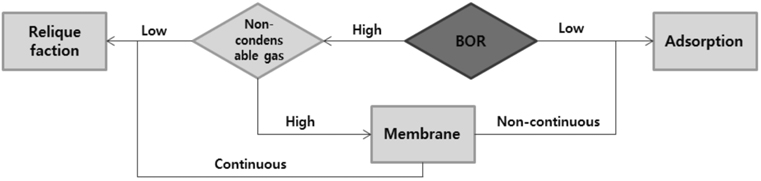
육상에서 액화공정을 거침으로서 불순물이 대부분 제거된 고순도의 액화 이산화탄소를 선박에 옮겨 실은 후 수일 내지 수십일 동안 항해하는 과정에서 선박의 진동에 의한 유체의 마찰이나 외부열의 침투 또는 선적, 하역으로 인해 지속적으로 BOG가 발생하는데 이를 방치할 경우 압력용기의 보호를 위해 대기 중으로 이산화탄소를 방출해야 하는 상황이 발생하게 된다. 따라서 Figure 2와 같이 보일-오프 레이쇼(boil-off ratio, BOR)에 값에 의해 적절한 처리공정을 결정할 수 있다 [4]. BOR 값이 크면 불응축 가스 여부에 따라 멤브레인과 재액화 공정으로 처리할 수 있으며, BOR 값이 작으면 흡수 또는 흡착 공정으로 처리할 수 있다.
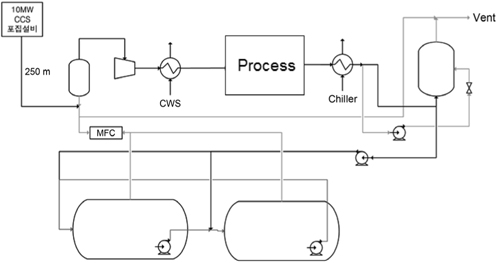
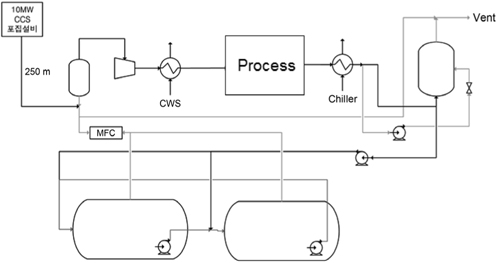
Figure 3은 운반선 CCS의 대략적인 공정도로써 아래쪽 section은 이산화탄소를 저장하는 탱크 즉 BOG가 발생하는 지점이며, 위쪽 section은 발생한 BOG의 양과 조성에 따라 효율적인 공정을 적용하여 처리하는 지점이다.
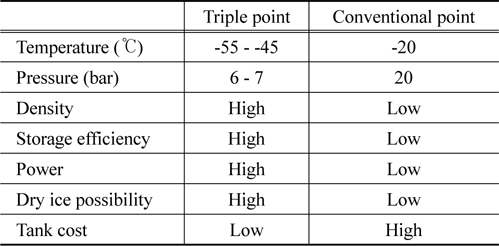
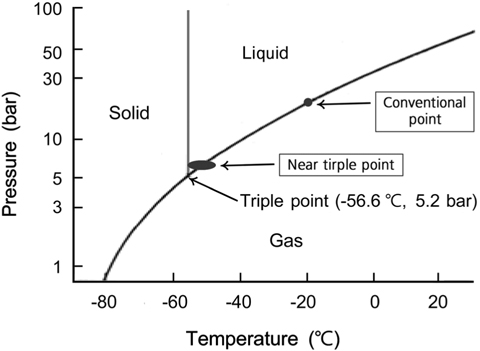
실험에 앞서 저장 탱크의 운전 조건을 Figure 4와 같이 이산화탄소 상평형 그래프를 이용하여 설정하였다. 여기서 컨벤셔널 포인트는 저장과 운반 시 통상적으로 이용하는 운전 조건이며, 니어 트리플 포인트는 삼중점 근처 조건이며 Table 1과 같이 두 지점을 비교하였다.
[Table 1.] Comparison of the triple point and conventional point
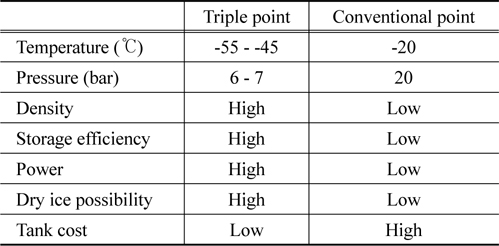
Comparison of the triple point and conventional point
삼중점 지점은 비교적으로 온도가 낮아 밀도가 올라가게 된다. 때문에 부피당 저장할 수 있는 양이 많아지게 되고, 압력이 상대적으로 낮아 저장탱크의 비용을 줄일 수 있는 장점이 있다.
하지만 온도를 약 −50 ℃까지 낮추기 위해서는 그만큼의 많은 동력이 필요로 하게 되며, 삼중점 근처이기 때문에 dry ice 생성 가능성이 증대하게 되는 단점이 있다[5].
따라서 2개의 포인트 사이에서 기술적/경제적인 측면을 고려하여 효율적인 운전 조건을 설정해야 한다. 하지만 두 포인트 사이의 모든 조건에서 한 번에 실험하는 것은 상당히 어렵기 때문에 우선 컨벤셔널 포인트 주위에서 운전 조건은 −25 ~ −18 ℃, 16 ~ 20 bar 운전 시간은 30일로 하여 실험을 수행하였다.
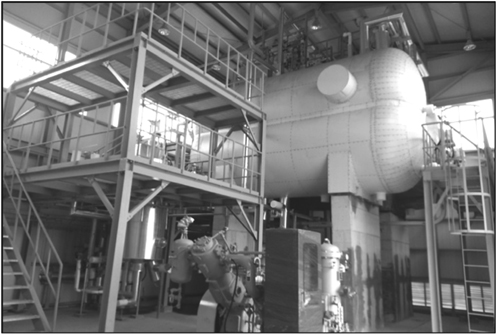
Figure 5는 실제로 사용한 실험 장치이며, 2대의 tank로 이루어져 있으며, 각각 용적은 40 m3이다.
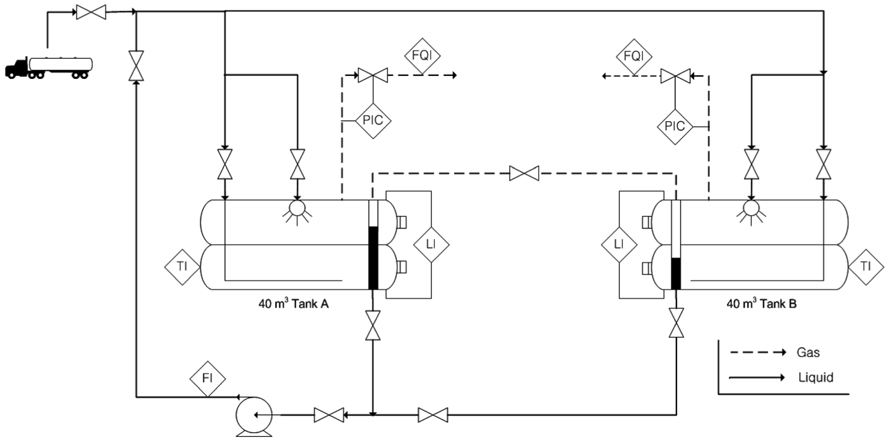
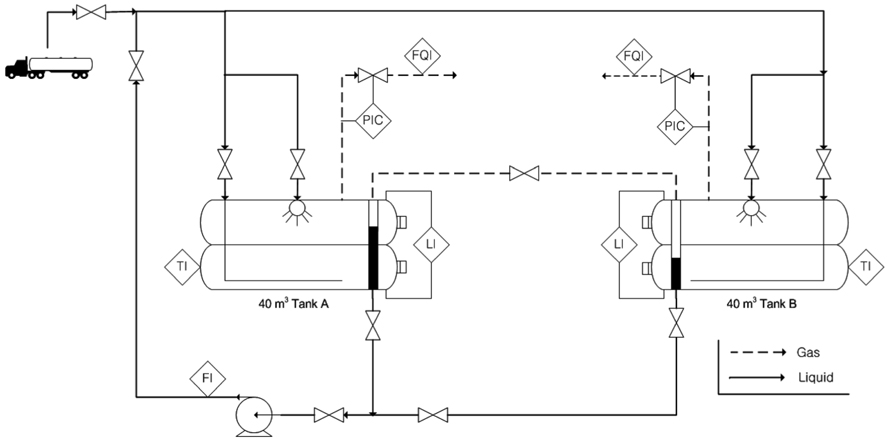
Figure 6은 실험 장치의 공정도이다. 용량이 20 ton인 tank lorry 2대를 이용하여 이산화탄소 99.95 vol%에 질소와 수분이 미량 포함된 액화 이산화탄소 38 ton을 A Tank에 주입하였다. 이때 비례적분제어기(proportional-integral controller, PIC)로 압력을 20 bar로 설정하여 충분히 안정화 시킨 뒤, B Tank에 레벨게이지가 약 10% 즉 4 ton을 트랜스퍼하여 두탱크의 온도와 압력이 같아지도록 이퀄라이징을 하였다. 이렇게 양 탱크가 안정화 될 때까지 발생하는 BOG를 유량기(flow quality indicator, FQI)을 이용하여 측정하였으며, 안정화가 되면 압력을 조금씩 변화하여 유체 마찰에 의한 BOG 발생량도 측정하였다.
또한 선적, 하역의 상황을 가정하여 그때 발생되는 BOG를 측정하였는데, A Tank에 있는 액화 이산화탄소 대부분을 B Tank로 이동하였으며, 이때 A Tank는 하역 B Tank는 선적으로 보고 그때 발생되는 BOG의 양을 측정하였다.
Tank의 상황을 실시간으로 모니터링 하면서 매 2시간마다 각 tank에서 발생한 BOG 양과 압력 및 높이에 따른 온도를 excel을 이용하여 기록하였다. 또한 실험 중 발생한 BOG를 sampling한뒤 Agilent 7890A GC를 이용하여 분석하였다. 검출기는 열전도성 검출기(thermal conductivity detector, TCD)를 사용하였으며, 분석 회수는 각 tank 당 14회 씩 총 28회 분석하였다.
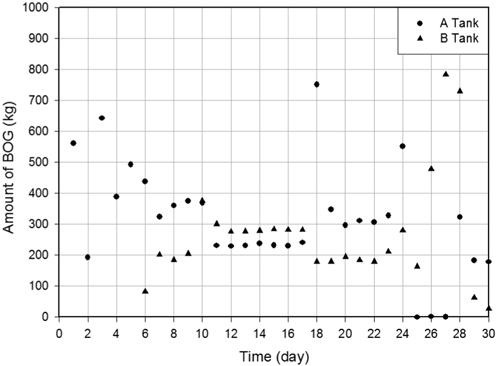
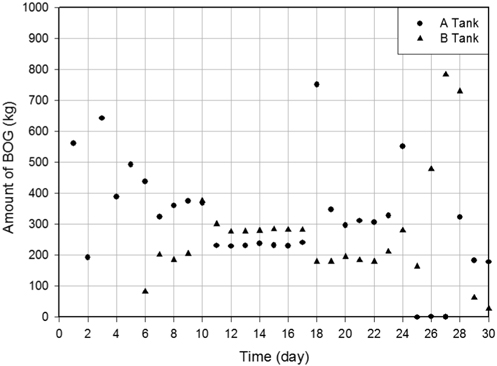
따라서 30일간 측정한 BOG 발생량을 탱크별로 Figure 7과 같이 나타내었다.
10일째는 처음으로 A tank보다 B tank에서 BOG가 더 많이 발생하는 것을 알 수 있다. 이는 A → B tank로 이동된 지점이며 대부분의 액화 이산화탄소가 B tank로 옮겨졌기 때문인 것을 알 수 있다. 그리고 18일째에는 포인트가 다시 역전되는 것을 알 수 있는데, 그 이유는 B → A tank로 다시 이동되었기 때문이다. 또한 26일 이후로는 압력을 조금씩 변화시켜 그때 발생하는 BOG를 측정하였으며, 4일간 A tank는 3 bar, B tank는 4 bar를 감소시켰다. 그 결과 불규칙적으로 상당히 많은 BOG가 발생하였으며, B tank에서 약 800 kg/day로 1일 기준 BOG가 가장 많이 발생하였다.
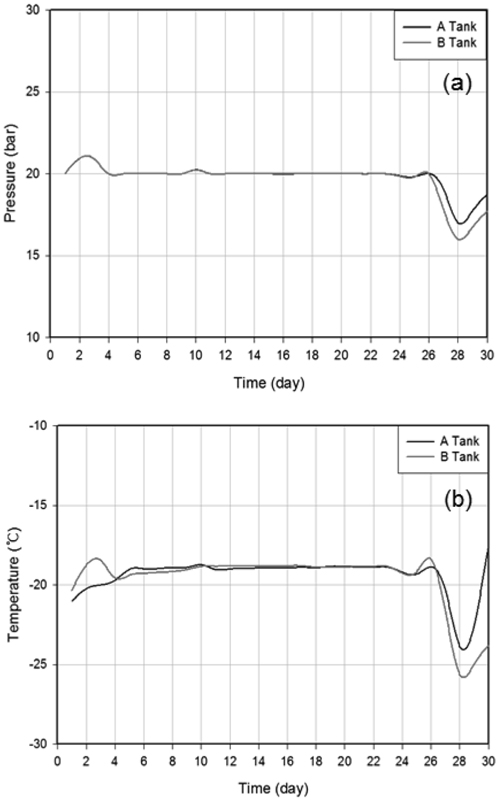
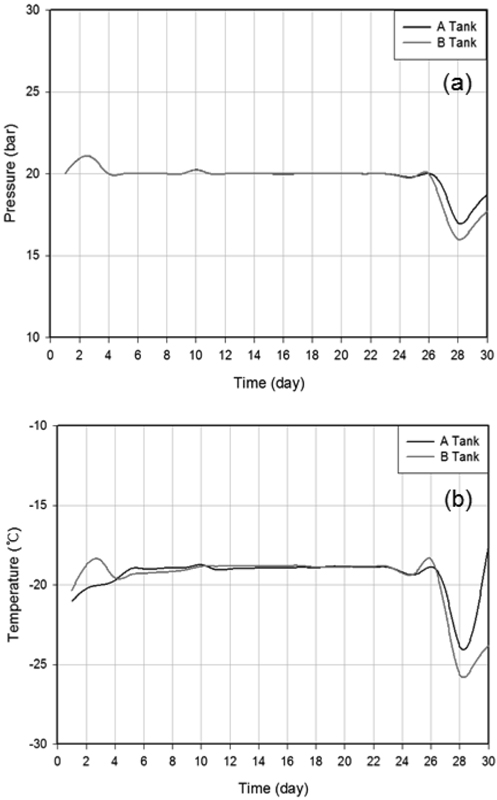
Figure 8은 시간에 따른 온도, 압력 변화를 나타낸 그래프로써 양 탱크를 계속 이퀄라이징하면서 실험하였기 때문에 온도, 압력 모두 변화가 없는 것을 알 수 있다. 하지만 26일 이후인 임의로 압력 변화를 줄때는 압력 변화에 따라 온도도 같이 변동하는 것을 알 수 있다.
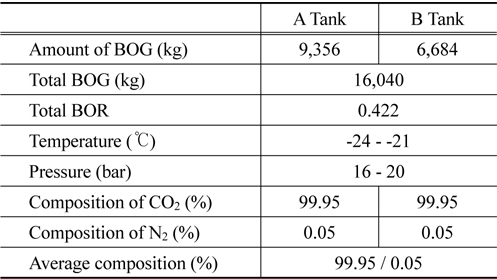
실험 결과는 Table 2와 같이 내었으며, 전체 BOG는 16,040 kg 배출하였다. 또한 BOR은 0.422이며 분석 결과 이산화탄소의 조성이 모두 99.9%이상 포함되었고, 평균 조성은 이산화탄소는 99.95%, 질소는 0.05%인 것을 알 수 있었다. 따라서 BOR이 42.2%로 높았으며, 불 응축가스인 질소가 매우 미량이었기 때문에 재액화 공정을 처리 공정으로 결정하였다.
[Table 2.] The result of experiment during 30 days
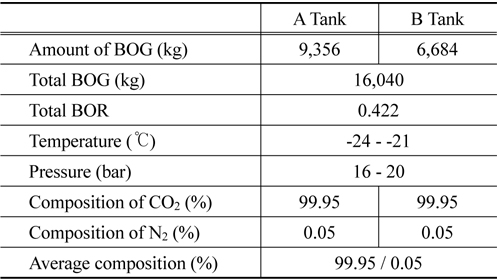
The result of experiment during 30 days
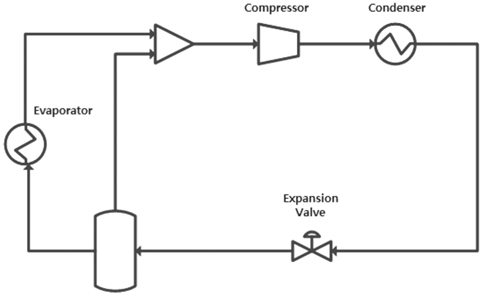
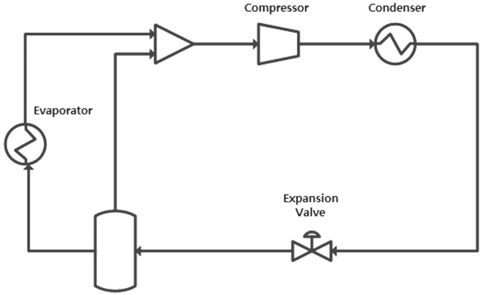
재액화를 위해서는 냉매를 사용해야 한다. 공정상에서 냉매의 온도를 낮추는 방법 중 하나인 Joule-Thomson 팽창 밸브를 사용하여 냉동 사이클을 적용할 수 있다. Figure 9는 압축, 응축, 팽창, 증발 총 4개로 구성된 증기 재압축 냉동사이클의 개요도이다.
냉매에는 여러 종류가 있지만 수송선에서 새로운 냉매를 사용하면 별도의 냉매용 탱크를 제작해야 하기 때문에 친환경냉매인 이산화탄소를 직접 작동유체로 활용하여 냉동사이클 공정모사를 수행하였다.
액화하고자 하는 원료는 BOG가 가장 많이 배출된 지점(800 kg/day → 33.4 kg/h)을 기준으로 하였으며 그 이유는 30일간 수송 시 최소 필요한 시설과 동력을 알아보기 위함이다.
또한 액화 공정을 통해 온도를 −40 ℃까지 낮추어 모두 액화시키는 것을 목적으로 하였는데 그 이유는 온도를 너무 낮추면 dry ice의 생성 가능성이 높아지기 때문이다.
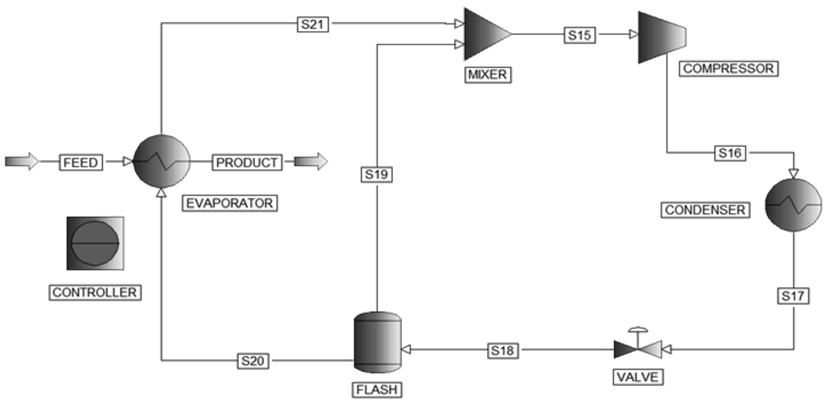
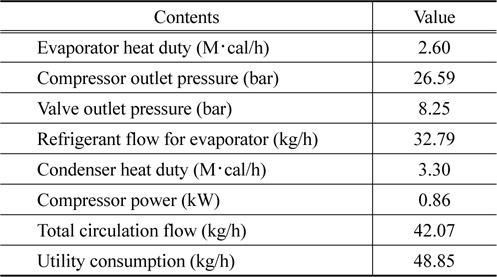
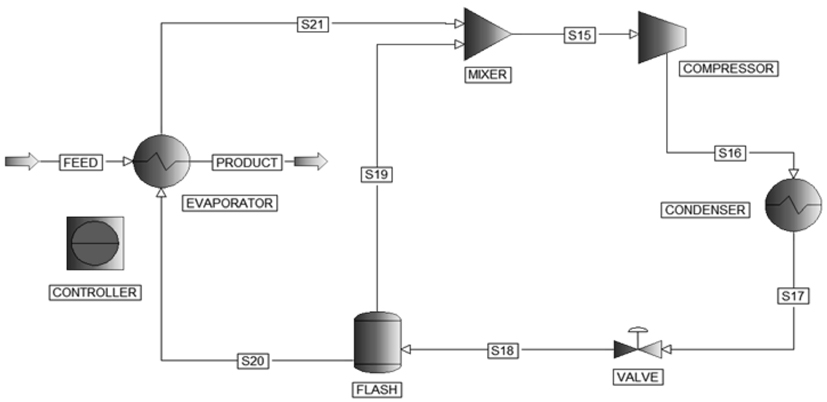
Figure 10은 상용모사기인 PRO/II with PROVISION version 9.2를 사용하여 증기 재압축 냉동사이클을 공정모사 한 것이다. 압축기는 −10 ℃에서의 기포점 압력으로 설정하고, 효율은 70%로 가정하였다. 또한 응축기는 시설인 이산화탄소에 의해 모두 액화되어야 하기 때문에 액체의 조성을 1로 설정하고, 밸브는 −45 ℃에서의 이슬점 압력으로 설정하였다.
또한 플래시 드럼을 이용해 단순히 기상과 액상을 분리하였다. 증발기는 냉매가 열을 흡수하여 모두 기화된다고 가정하여 액체의 조성을 0으로 설정하였다. 컨트롤러를 사용하여 원료가 모두 액화되기 위해 필요한 값을 설정하였다. 공정모사 결과를 Table 3을 이용하여 정리하였다.
[Table 3.] Results of process simulation based on 33.4 kg BOG per hour
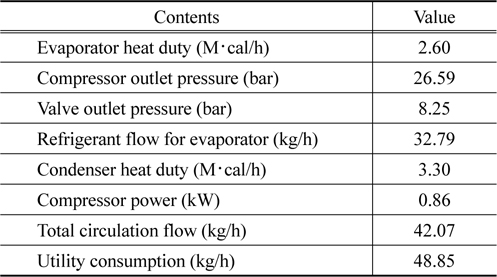
Results of process simulation based on 33.4 kg BOG per hour
그 결과 냉매의 총 순환유량은 42.07 kg/h가 나왔으며 압축기의 소요동력은 0.86 kW, 응축기의 시설 소모량은 48.85 kg/h가 나오는 것을 알 수 있었다.
본 연구에서는 CCS 기술 중 운반선으로 액화 이산화탄소를 수송 시 저장탱크 내에서 발생하는 BOG의 양과 조성을 측정하였다. 그 결과를 이용하여 BOG를 처리하기 위해 재액화 공정 중 하나인 증기 재압축 냉동사이클을 적용하여 대부분 회수하는 것을 연구하였으며, 결과는 다음과 같다.
1) 38 ton 액화 이산화탄소를 −19 ℃, 20 bar 조건에서 30일간 BOG의 양을 측정한 결과 16,040 kg이 발생하였다. 2) BOG의 조성은 GC를 이용하여 분석한 결과 이산화탄소: 99.95%, 질소: 0.05%인 것을 알 수 있었다. 3) BOG가 가장 많이 발생한 지점인 800 kg/h를 기준으로 냉동사이클을 적용하여 공정모사 하였으며, 그 결과 냉매의 총 순환유량은 42.07 kg/h가 나왔으며 압축기의 소요동력은 0.86 kW, 응축기의 시설 소모량은 48.85 kg/h가 나오는 것을 알 수 있었다.

![Phase equilibrium graph of CO2[5].](http://oak.go.kr/repository/journal/13186/CJGSB2_2014_v20n1_1_f004.jpg)