건식 이산화탄소 흡수제를 사용하는 연소 전 이산화탄소 포집용 회수증진수성가스화(sorption enhanced water gas shift, SEWGS) 시스템을 개발하기 위해 이산화탄소 흡수제의 수력학 특성을 측정 및 해석하였다. 기포유동층 조건에서 시스템을 조업하기 위해 이산화탄소 흡수제의 최소유동화속도를 측정하였으며 조업변수의 영향을 해석하였다. 최소유동화속도는 압력과 온도가 증가함에 따라 감소하였으며 층직경이 증가함에 따라 감소하는 경향을 나타내었다. 연속적인 이산화탄소 흡 수-재생 조업조건을 결정하기 위해 고체순환속도에 미치는 조업변수의 영향을 측정 및 해석하였다. 고체순환속도는 10~65 kg/h 범위에서 변화시킬 수 있었으며 고체분사노즐의 유속, 재생반응기의 유속 및 고체층 높이가 증가함에 따라 증가하는 경향을 나타내었다.
환경 친화적 발전기술을 확보하고, 온실가스를 저감하면서도 발전효율을 향상시키기 위해 석탄가스화복합발전(integrated gasification combined cycle, IGCC)에 적용하기 위한 연소 전 이산화탄소 회수기술에 대한 연구가 활발하게 진행되고 있다[1]. 현재 IGCC의 이산화탄소 회수공정으로는 주로 습식저온공정 (심냉법, methyldiethanol amine (MDEA), selexol, rectisol)을 채택하고 있으나 2단 수성가스화 공정, 저온공정에 따른 합성가스 냉각, 회수된 이산화탄소의 수송을 위한 재압축 등에 의해 효율이 감소하고 발전원가가 증가되므로 이를 최소화 할수 있는 혁신기술이 필요하게 되었으며, 이러한 요구에 대응 하기 위한 기술의 하나로 연소 전 건식 이산화탄소 회수기술이 개발되고 있다[2,3].
일반적인 연소 전 건식 이산화탄소 회수기술은 1) 가스화공정, 2) 합성가스에 포함된 오염물질(H2S, COS)을 정제하는 공정, 3) 고온수성가스화(high temperature shift, HTS) 반응기, 열교환기 및 저온수성가스화(low temperature shift, LTS) 반응기로 구성된 수성가스화 공정 및 4) 이산화탄소 분리 공정의 4단계로 구성된다. 수성가스화 반응은 촉매가 존재하는 조건에서 식 (1)과 같이 진행되며 고온수성반응과 저온수성 반응의 두 단계로 일어나고 고온수성반응과 저온수성반응의 온도유지를 위해 오염물질 정제공정과 고온수성반응기 사이 및 고온수성반응기와 저온수성반응기 사이에는 각각의 열교환기가 설치된다[4].

수성가스화 반응을 거친 후에는 CO2 분리공정이 필요하며 흡착분리((압력스윙흡착(Pressure Swing Adsorption, PSA) 등), 심냉분리, 막분리, 흡수분리(습식, 건식) 등의 방법을 사용할 수 있다. 이와 같이 기존 공정은 전체 공정이 복잡하고, 각 세부공정에 대해 서로 다른 촉매 또는 흡수제가 필요하며, CO2 분리-회수 비용이 높은 단점이 있다.
이와 같은 단점을 극복하기 위한 새로운 연소 전 CO2 회수 시스템으로 수성가스화 촉매와 CO2 흡수제를 함께 이용하는 신개념의 회수증진 수성가스화(sorption enhanced water gas shift, SEWGS) 기술에 대한 관심이 증대되고 있다. SEWGS 시스템은 기존 기술의 세 가지 공정(고온수성가스화, 저온수성 가스화, CO2 분리)을 두 개의 공정(SEWGS, 재생)으로 대체 할 수 있다. SEWGS 반응기 내부에는 수성가스화 반응 촉매와 CO2 흡수제가 함께 장입되어 있다. SEWGS 반응기에서는 식(1)과 같이 합성가스에 포함된 CO와 수증기가 반응하면서 수소와 이산화탄소로 전환되며, 발생된 이산화탄소는 식 (2)와 이 반응기 내부에 촉매와 함께 존재하는 금속산화물(MO) 형태의 CO2 흡수제에 의해 금속탄산염(MCO3) 형태로 고체에 흡수된다. 이와 같은 반응에 의해 기체상태의 CO2 분압이 낮아지므로 식 (1)의 반응은 정반응(수소생산)이 더욱 우세해지며 수소수율을 향상시킬 수 있다. SEWGS 반응기에서 일어나는 반응의 총괄반응식은 식 (3)과 같으며 기체생성물은 수소와 미반응 수증기(excess steam) 뿐이므로 미반응 수증기를 응축하여 제거하면 별도의 분리 설비 없이 고농도의 수소를 얻을 수 있다.


where M : metal
재생반응기에서는 식 (4)와 같이 MCO3를 열에 의해 소성하여 MO로 다시 전환하여 SEWGS 반응기로 재순환시켜 반복적으로 사용하게 된다. 재생반응기에서 배출되는 기체는 열원으로 사용되는 수증기(또는 CO2)와 재생과정에서 발생하는 CO2 뿐이므로 수증기를 응축하여 제거하면 별도의 분리설비 없이 고농도의 CO2를 분리할 수 있다. 식 (3)과 식 (4)를 함께 고려하면 SEWGS 시스템의 총괄반응은 식 (5)와 같으며식 (1)에 표시된 수성가스화 반응식과 같아지게 된다.


결과적으로 SEWGS 시스템을 이용하면 SEWGS 반응기에서는 별도의 정제설비 없이 고농도의 수소를 얻을 수 있으며, 재생반응기에서는 별도의 CO2 분리설비 없이 고농도의 CO2를 얻을 수 있다. 또한 SEWGS 시스템의 경우 수성가스화 반응을 하나의 반응기에서 수행할 수 있으므로 한 종류의 촉매와 하나의 반응기만 필요하므로 경제성이 높다. 또한 PSA와 같은 다단 CO2 분리공정을 재생반응기로 대체할 수 있으므로 시스템이 컴팩트해지고 소요 부지면적도 감소하게 된다[2].
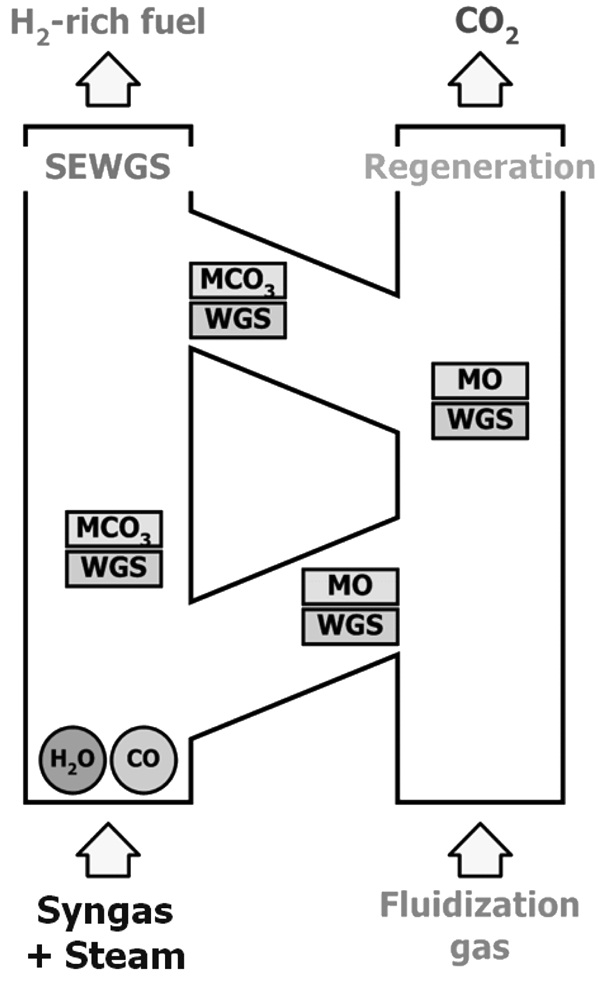
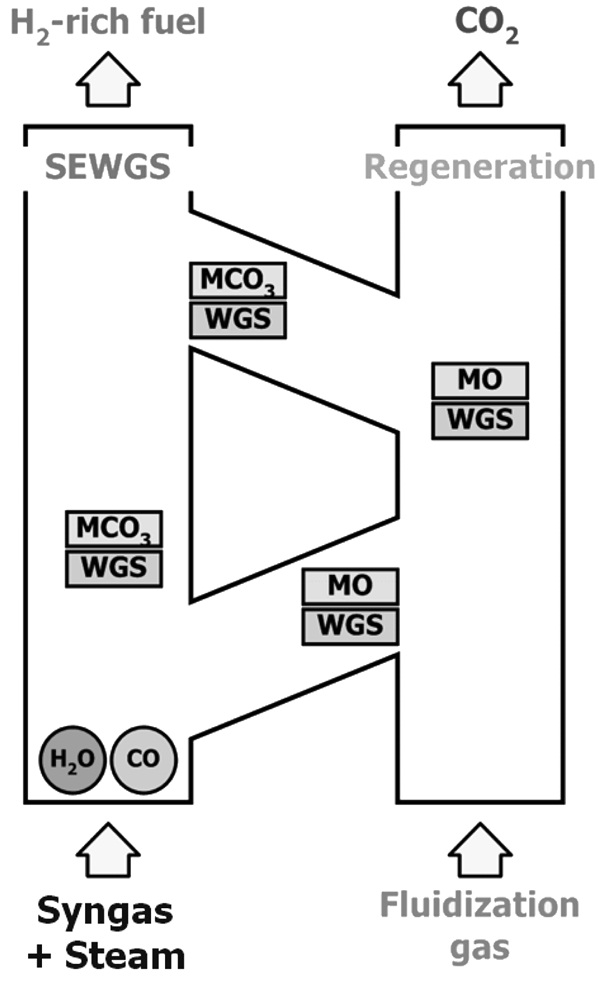
Figure 1에는 유동층 공정을 이용한 SEWGS 시스템의 개략도를 나타내었다. 그림에 나타난 바와 같이 왼쪽의 SEWGS 반응기에서는 WGS 촉매에 의해 CO가 H2로 전환되는 반응과, 이때 발생한 CO2가 흡수제에 흡수되는 반응이 함께 일어나며, 오른쪽의 재생반응기는 SEWGS 반응기보다 높은 온도에서 조업되고, CO2 흡수제를 재생시키는 역할을 하게 된다. 실제적으로 WGS 촉매는 SEWGS 반응기에만 존재하고, CO2흡수제만 선택적으로 재생반응기로 순환시켜 재생반응을 할수 있는 공정구성이 필요하지만 현재까지 개발된 유동층 SEWGS시스템의 경우 SEWGS 반응기에 WGS 촉매와 CO2 흡수제를 입자형태로 함께 장입하고 SEWGS 반응기와 재생반응기 사이를 두 입자(촉매, 흡수제)가 함께 순환하는 공정을 사용하고 있다[5,6].
Figure 1에 나타낸 바와 같은 유동층 SEWGS 시스템이 연속적으로 조업되기 위해서는 두 반응기 사이를 CO2 흡수제가 연속적으로 순환되어야 한다. 하나의 유동층 반응기에서 다른 유동층 반응기로 고체를 순환하기 위해서는 고속의 유체를 사용하여 고체를 이송시킬 수 있는 고속유동층이 주로 사용되며, 입자의 반응속도가 빠른 경우에는 고속유동층 자체를 반응기로 사용할 수도 있으나 반응속도가 느린 경우에는 별도의 고속유동층을 설치하거나 반응기 하부는 기포유동층 조건에서 조업하고 상부를 고속유동층 형태로 설계하는 방법이 사용될 수 있다[4-6]. 결과적으로 SEWGS 시스템의 공정선정을 위해서는 CO2 흡수제 및 수성가스화(water gas shift, WGS) 촉매의 반응성 해석에 의해 유동층의 흐름영역(기포유동층, 난류유동층, 고속유동층)을 결정해야 하며, 원하는 흐름영역에서 조업하기 위해서는 각 흡수제/촉매의 흐름영역 전이유속(최소유동화속도, 난류유동층 전이유속, 고속유동층 전이유속)에 대한 해석이 필수적이다. CO2 흡수제의 반응성 해석과 관련하여 Ryu et al.[5]은 SEWGS 시스템에 사용하기 위해 개발된 두 종류의 CO2 흡수제(PKM1-SU, P4-600)에 대해 흡수-재생 반복횟수, 스팀농도, 재생온도 및 압력의 영향을 측정 및 해석하였으며 두 흡수제 모두 흡수-재생 반응속도의 한계에 의해 흡수-재생반응기 모두 기포유동층 조건에서 조업해야 하는 것으로 보고하였다. 또한 WGS 촉매의 반응성과 관련하여 Ryu et al.[3], Kim et al.[6]은 상압 및 가압 기포유동층 반응기에서 WGS 촉매에 의한 CO 전환율에 미치는 유속, 온도, 스팀/CO 비, 압력의 영향을 측정 및 고찰하였으며 WGS반응 역시 기포유동층 조건에서 조업하는 것이 적합한 것으로 보고하였다. 결과적으로 SEWGS 반응기와 재생반응기 모두 기포유동층 조건에서 조업해야 하므로 기포유동층 조건의 시작 유속인 최소유동화속도에 대한 정보가 필요하다. 또한 CO2흡수-재생이 연속적으로 일어나기 위해서는 두 반응기 사이의 고체순환이 필수적이므로 고체순환속도에 미치는 조업변수의 영향을 해석하여 운전조건에 따라 고체순환속도를 적절하게 변화시킬 수 있어야 한다. 따라서 본 연구에서는 CO2 흡수제 및 흡수제/촉매 혼합물을 유동화 입자로 사용하여 최소유동화속도에 미치는 조업변수의 영향을 측정 및 고찰하였으며, 고체순환속도에 미치는 조업변수의 영향도 함께 해석하였다.
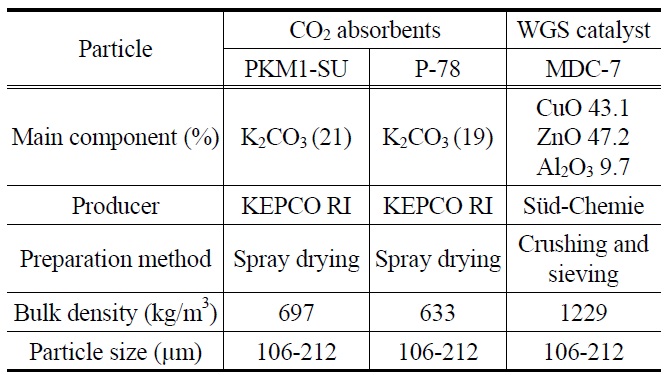
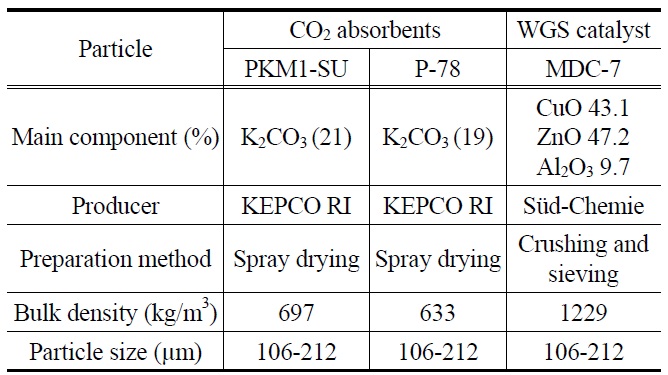
SEWGS 시스템에 적용하기 위한 CO2 흡수제로는 한전전력연구원에서 공급된 PKM1-SU 입자와 P-78 입자를 사용하였다. PKM1-SU 입자는 K2CO3 함량 21%, P-78 입자는 19%로 분무건조법에 의해 제조되었으며 입자의 형상은 구형이고 입자의 대량생산이 용이한 특징이 있다. WGS 촉매로는 Süd-Chemie 社 (현재는 Clariant 社)에서 제조한 상용 WGS 촉매인MDC-7 (상품명 ShiftMax 210으로도 사용됨)을 사용하였다. MDC-7 촉매의 주성분은 CuO, ZnO, Al2O3이며, 직경 0.0032m, 높이 0.0032 m의 원기둥 형태를 갖고 있다. 유동층 반응기에서
[Table 1.] Summary of CO2 absorbents and WGS catalyst characteristics
Summary of CO2 absorbents and WGS catalyst characteristics
사용하기 위해 분쇄기(MF10 Basic Microfine grinder, IKACo.)로 분쇄하여 체 분리를 통해 입자크기 106~212 μm인 입자형태로 준비하였다. 각 입자의 주성분, 생산자, 제조방법, 벌크밀도 및 입자크기를 요약하여 Table 1에 함께 나타내었다. 입자의 벌크밀도는 메스실린더를 이용하여 측정하였으며 5회 측정 후 최대값과 최소값을 제외한 3회 측정값의 평균값을 사용하였다.
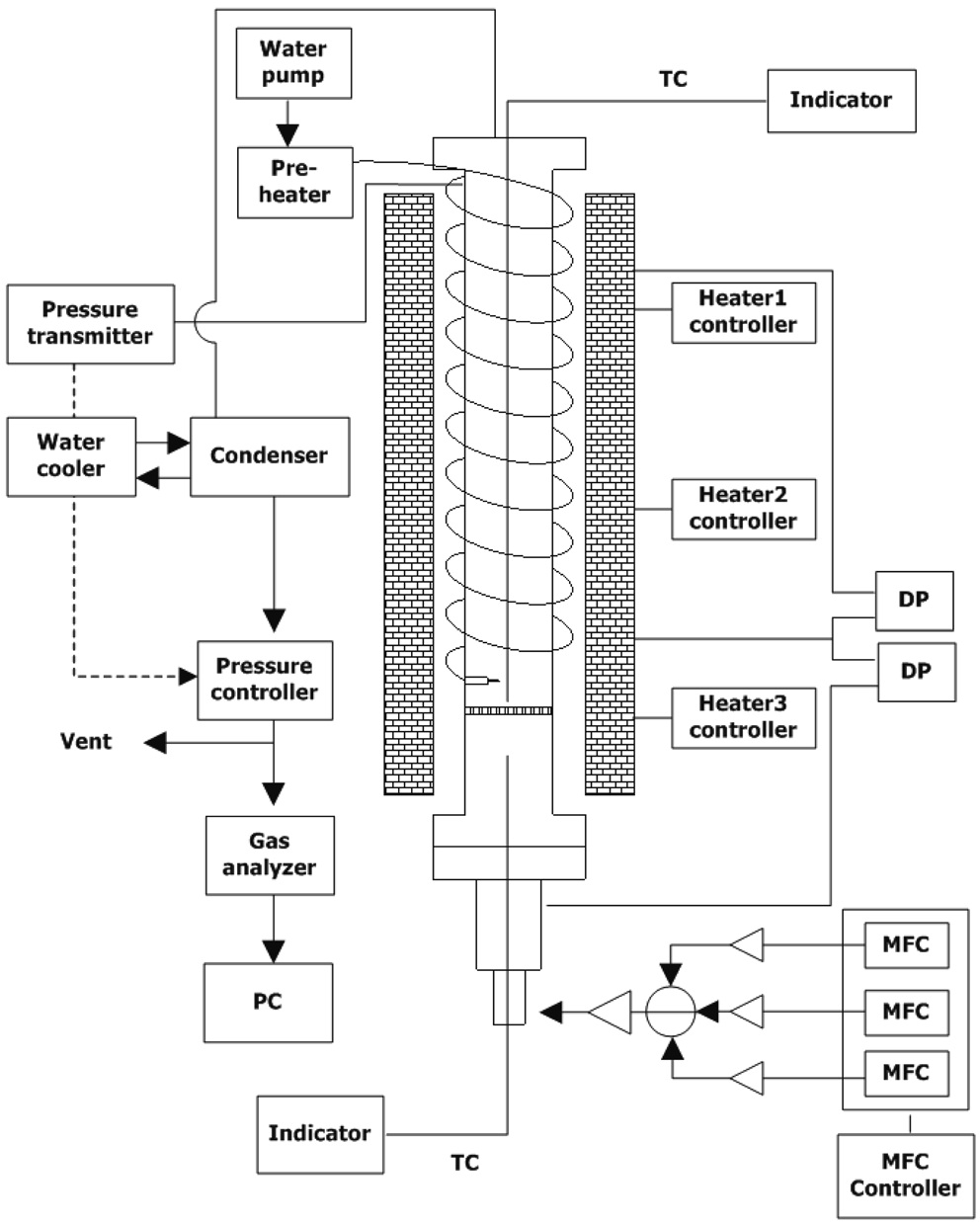
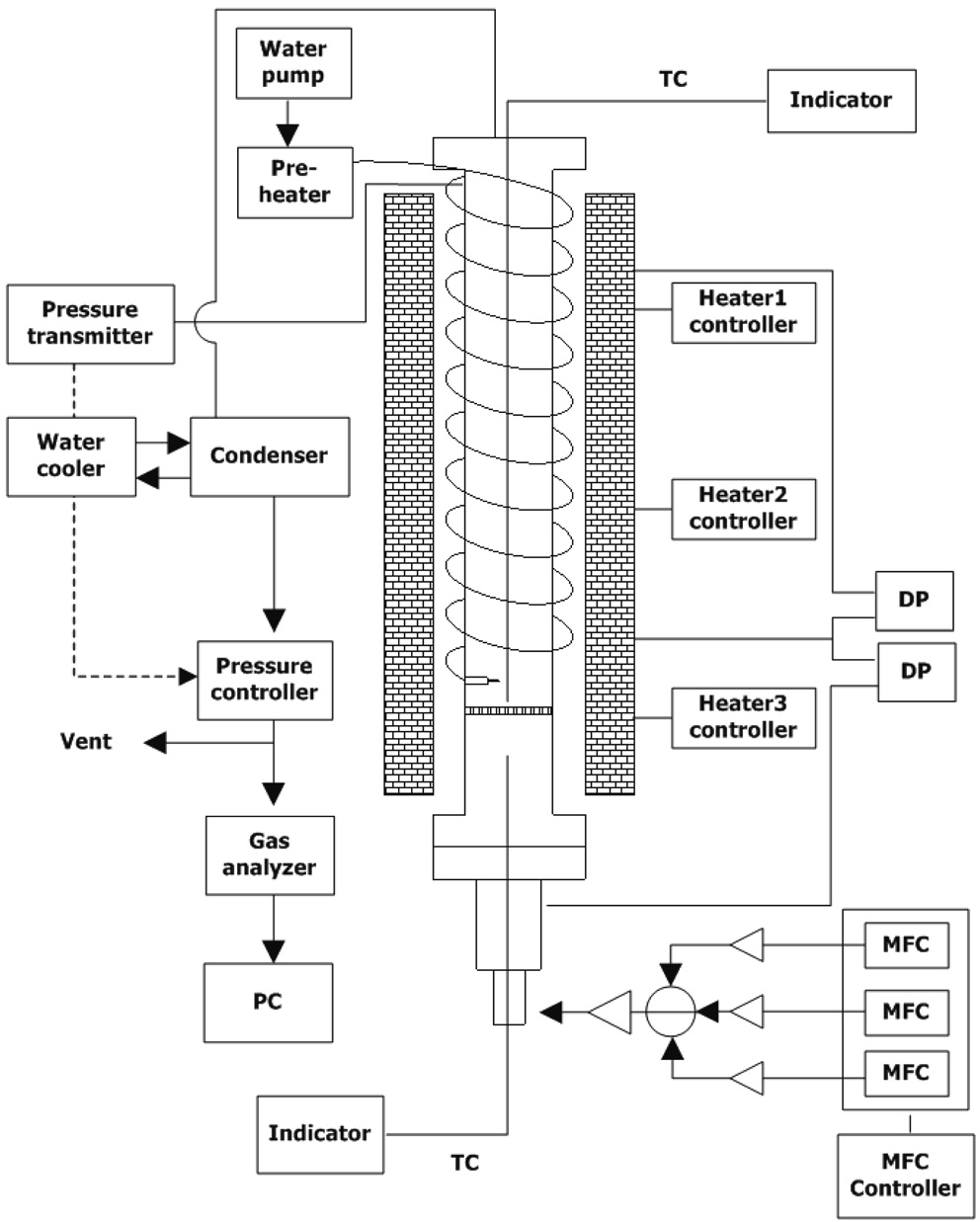
Figure 2에는 CO2 흡수제의 최소유동화속도 측정에 사용된 직경 2인치(0.054 m)인 유동층 반응기의 개략도를 나타내었다. 반응기는 기포유동층 형태의 주반응기, 반응기체 주입을
위한 질량유량계(MFC 5850E, Brooks instruments)와 질량유량계 제어장치 등의 기체 주입장치, 반응기 내부온도제어를 위한 3개의 전기히터 및 온도조절기, 반응기 내부온도 측정을 위한 열전대와 온도표시기, 유동층의 압력강하 측정을 위한 차압형 압력 변환기와 압력표시기, 반응기로부터 배출된 기체에 포함된 수분의 응축을 위한 냉각장치, 반응기 내부 압력 제어를 위한 압력측정기 및 압력조절밸브, 전체 반응기의 제어 및 데이터 수집을 위한 컨트롤러 및 컴퓨터 등으로 구성되어 있다. 주 반응기인 기포유동층은 내경 0.054 m, 두께 0.0095m, 총 높이 1.64 m의 인코넬(inconel)로 제작하였으며, 같은 재질로 제작된 플레넘(plenum)은 내경 0.054 m, 두께 0.0033m, 높이 0.14 m이다. 플레넘과 기포유동층 사이에 위치하는 기체분산판은 기포유동층 내부로 삽입되도록 하였다. 결과적으로 분산판으로부터 기체 출구까지의 높이는 1.1 m이다. 유동화 기체는 가스미터로 보정된 질량유량계(MFC 5850E, Brooks instruments)와 질량유량계 제어장치(GMATE 2000, LOKAS automation Co.)를 통해 분산판으로부터 0.45 m 아래에 위치한 수평관을 통해 주입하였다. 기체분배기는 0.005 m의 구멍이 사각피치로 21개 뚫려있는 다공판 형태로 설치하였다. 분산판을 기준으로 하부 0.45 m와 상부 0.01 m에 위치한 압력탭을 이용하여 분산판 압력강하를 측정하였으며 분산판 상부0.01 m와 0.99 m에 위치한 압력탭을 이용하여 유동층 내부의압력강하를 측정하였다. 분산판과 유동층의 압력강하는 차압형 압력변환기를 이용하여 측정하였다. 유동층 내부의 온도는 반응기 상부에서 열전대(K-type)를 삽입하여 분산판으로부터 높이 0.03 m에서 측정하였다. 가압조건에서 유동층 내부의 압력조건을 유지하기 위해 압력조절밸브(VM-4100, YTC Co.) 를 사용하였으며, 반응기 상부에 설치된 압력측정기로부터 측정된 압력을 기준으로 밸브를 조절하여 반응기 내부 압력이 일정하게 조절되도록 하였다.
CO2 흡수제의 최소유동화속도에 미치는 층직경의 영향을고려하기 위해 내경 0.151 m인 유동층 반응기도 함께 사용하였으며 장치 구성은 Figure 2에 나타난 내경 0.054 m인 유동층 반응기와 유사하다. 주 반응기인 기포유동층은 내경 0.151m, 두께 0.0071 m, 총 높이 1.22 m의 SUS310S로 제작하였다. 유동화 기체는 반응기 하부에서 0.008 m 높이에 삽입된 분산관(sparger)을 통해 주입하였다. 반응기 바닥을 기준으로 상부 0.05 m와 1.15 m에 위치한 압력탭을 이용하여 유동층 내부의 압력강하를 측정하였다.
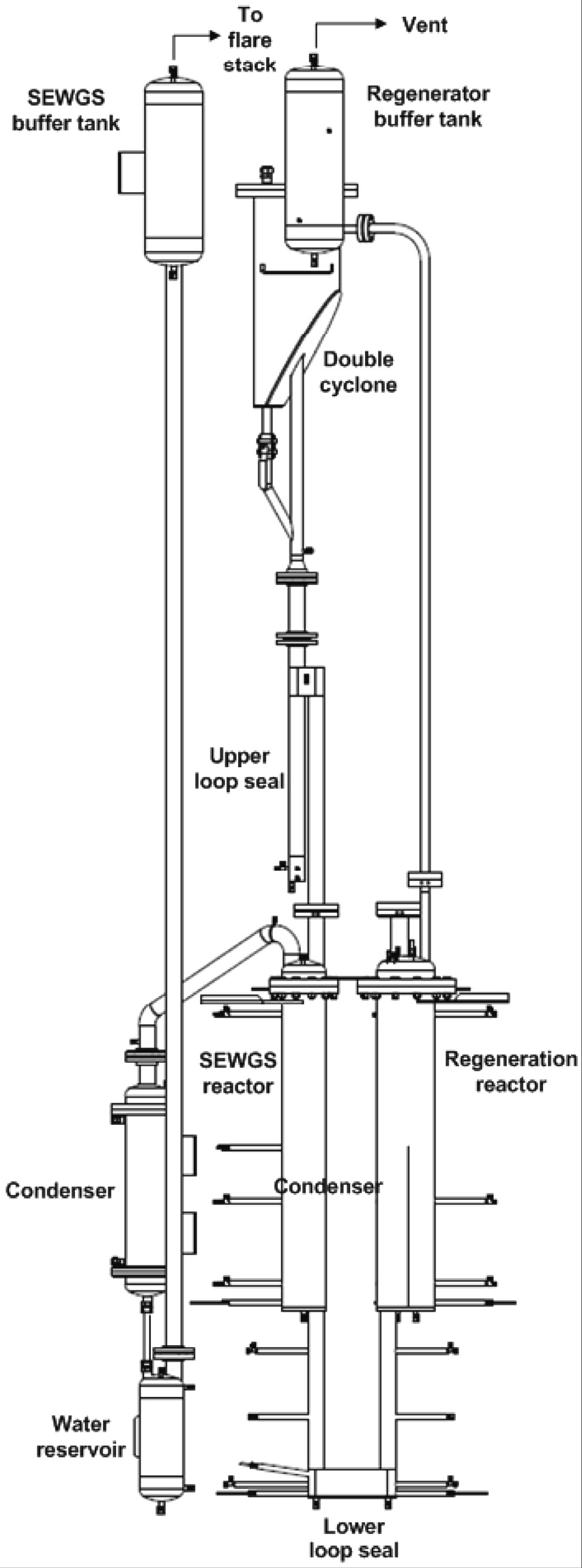
Figure 3에는 CO2 흡수제 및 흡수제/촉매 혼합물의 고체순환속도 측정을 위해 사용된 고온-고압 연속식 SEWGS 시스템의 개략도를 나타내었다. WGS 반응 및 CO2 흡수가 일어나는 SEWGS 반응기와 CO2 흡수제의 재생이 일어나는 재생반응기가 주 반응기이며 CO2 흡수제의 순환과 두 반응기 사이의 기체누설방지를 위한 상부 루프실 및 하부 루프실, 비산된 고체입자의 포집 및 재순환을 위한 이중 사이클론, SEWGS에 주입된 스팀의 응축을 위한 응축기, 응축수의 포집을 위한 응축수 보관 용기, 마모손실된 고체입자 및 미응축 수분의 제거를 위한 버퍼탱크, 고압상태에서 반응기의 압력조절을 위한
컨트롤 밸브, 반응에 필요한 기체주입을 위한 질량유량계등으로 구성되어 있다. 반응기의 온도는 외부 가열식 전기히터에 의해 조절되었으며 주입되는 기체의 예열을 위해 외부가열식 프리히터를 설치하였고, 반응에 필요한 스팀은 물펌프와 스팀발생기를 거치면서 고압의 스팀이 생성되어 반응기로 주입되도록 하였다.
전체 시스템의 주 반응기는 SUS310S로 제작되었으며 SEWGS반응기는 내경 0.151 m, 높이 1.62 m이고 반응기 하부에 위치한 분산관을 통해 기체를 주입할 수 있도록 하였다. 재생반응기는 내경 0.191 m, 높이 1.62 m이며 반응기 내경을 0.101 m, 0.087 m로 분할할 수 있는 격벽(높이 0.4 m)을 설치하여 고체입자의 흐름방향을 전환시킬 수 있도록 하였다. 하부 루프실은 내경 0.055 m, 높이 0.7 m이며 상부 루프실은 내경 0.055m, 높이 0.9 m로 설치하였다.
반응기 내부온도는 전기히터와 온도조절기를 이용하여 제어하였으며 반응기 내부온도는 열전대와 온도표시기를 사용하여 측정하였다. 유동층의 압력강하 측정을 위해 차압형 압력 변환기와 압력표시기를 사용하였으며 반응기 내부 압력제어를 위해 압력측정기와 압력조절밸브를 사용하였고, 배출기체의 농도분석을 위해 온라인 기체분석기를 사용하였다. 전체 시스템은 컨트롤러와 컴퓨터를 사용하여 제어하였으며 전체 운전 데이터를 수집하였다.
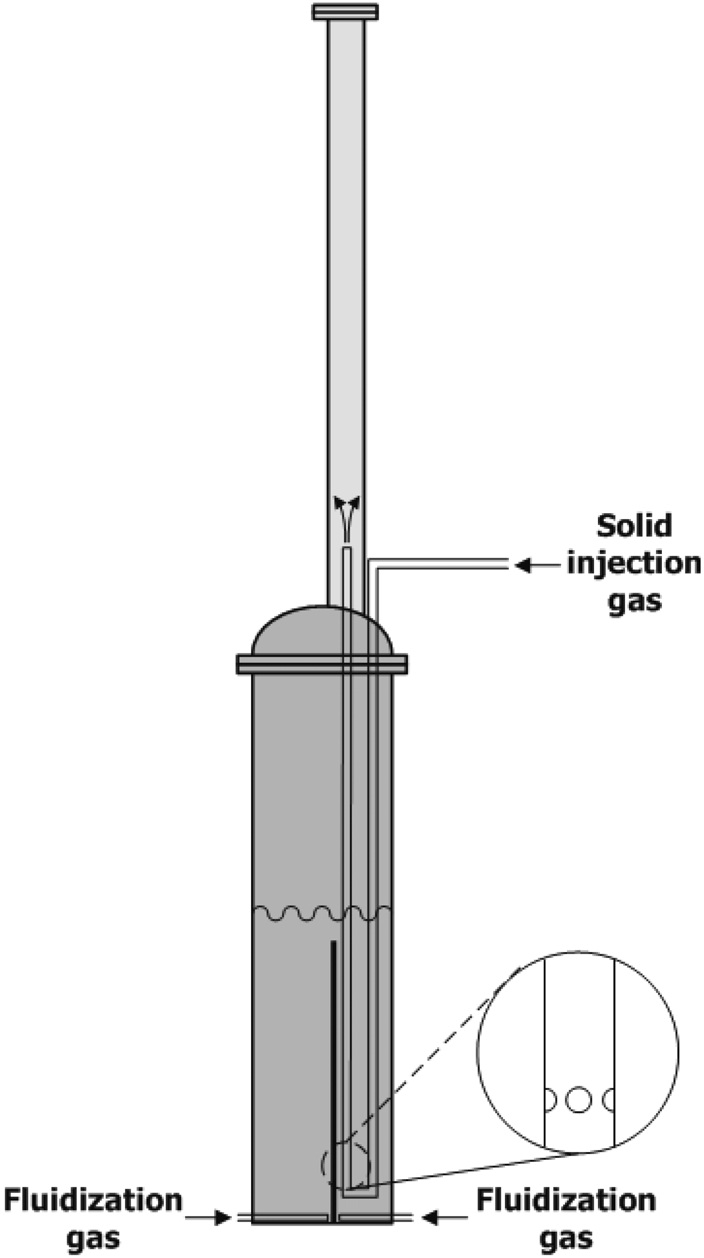
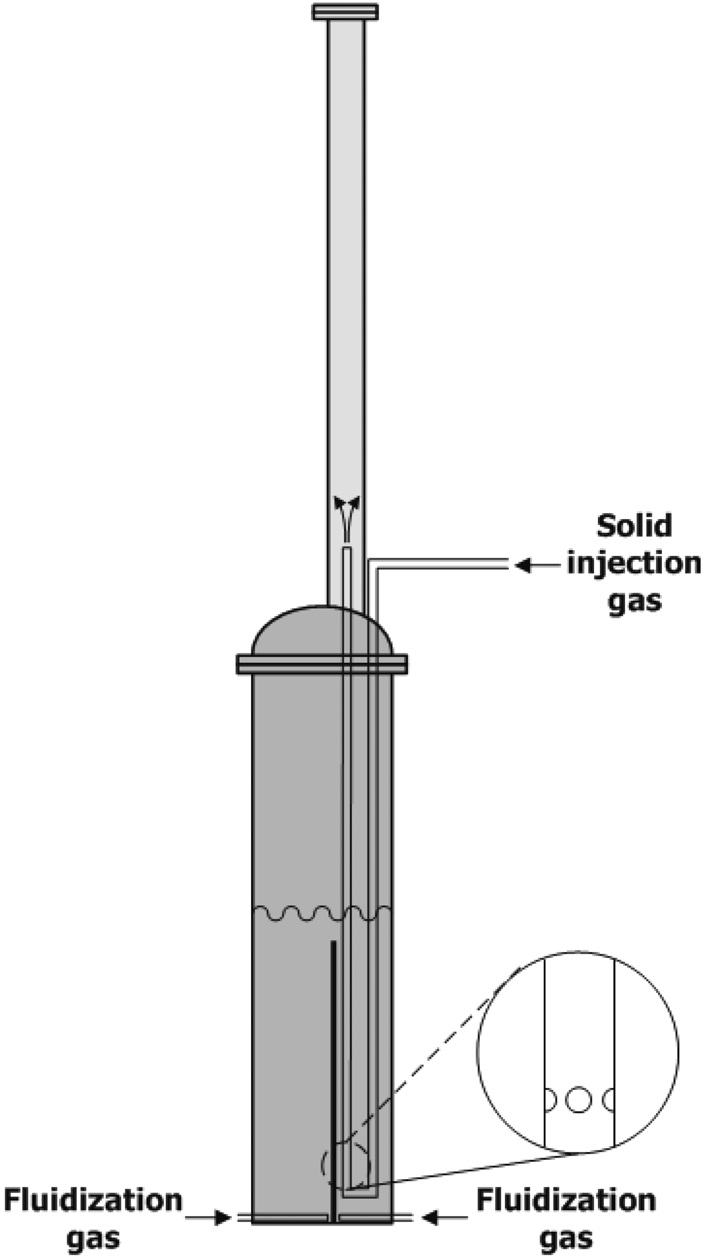
고체입자의 순환은 재생반응기 내부에 설치된 고체분사노즐에 의해 시작되며, 자세한 내부구조를 Figure 4에 나타내었다. 재생반응기는 기포유동층 조건에서 조업되며, 재생반응기상부에는 재생반응기의 직경(0.191 m)보다 작은 직경(0.0213m)을 갖는 상승관(riser)이 연결되어 있다. 상승관 내부에는 고체분사관의 끝단이 삽입되어 있다. 재생반응기 내부의 고체가유동화되면 고체입자들은 유체와 같은 흐름특성을 나타내며, 고체분사관의 하부에 뚫려있는 고체유입노즐을 통해 고체분사관에 유입되며, 고체분사관의 한쪽에서 고체분사용 기체를 추가적으로 주입하면, 고체분사관을 통해 상부로 이동하여 상승관에 도달하게 된다. 재생반응기 내부의 유속은 기포유동층 조건의 낮은 유속이지만 상승관의 직경이 재생반응기 직경에 비해 매우 작으므로 상승관에서는 고속의 기체흐름이 발생하여 고체분사관을 통해 상승관에 도달한 고체를 상부로 이송시킬 수 있다. 고체분사관을 이용한 고체순환방법은 기존 보고[7-9]에 자세하게 나타나 있다. 결과적으로 고체입자는 재생반응기, 상승관, 이중사이클론, 상부 루프실, SEWGS 반응기, 하부 루프실을 거쳐서 재생반응기로 재순환된다.
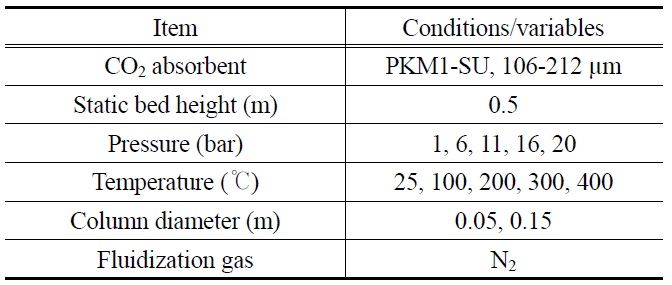
본 연구에서는 먼저 유동화 고체로 연소 전 건식 CO2 흡수제인 PKM1-SU 입자를 사용하여 온도, 압력 및 반응기 직경변화에 따른 최소유동화속도를 측정 및 해석하였으며 실험조건을 요약하여 Table 2에 나타내었다. 106-212 μm의 입도분포를 갖는 입자를 사용하였으며, 고체층 높이 0.5 m에서 실험하였고 온도는 상온과 SEWGS 반응온도 및 재생반응온도를 고려하기 위해 25, 100, 200, 300, 400 ℃로 변화시켰다. 압력은 1, 6, 11, 16, 20 bar로 변화시켰으며 반응기 직경을 영향을 고려하기 위해 내경 0.05, 0.15 m를 갖는 두 개의 가압유동층 반응기를 사용하였다.
먼저 PKM1-SU 입자를 회분식 유동층 반응기 내부에 0.5m 높이로 장입한 후 유동화기체로 질소를 사용하여 유동화상태에서 온도와 압력을 실험조건에 맞도록 조절하였다. 다시 기체유속을 최소유량으로 낮춘 후 유속을 증가시키면서
[Table 2.] Summary of operating conditions for minimum fluidization velocity measurement
Summary of operating conditions for minimum fluidization velocity measurement
층의 압력강하를 측정하였으며, 유속변화에 따른 층의 압력강하 변화 값을 바탕으로 최소유동화속도를 결정하였다.
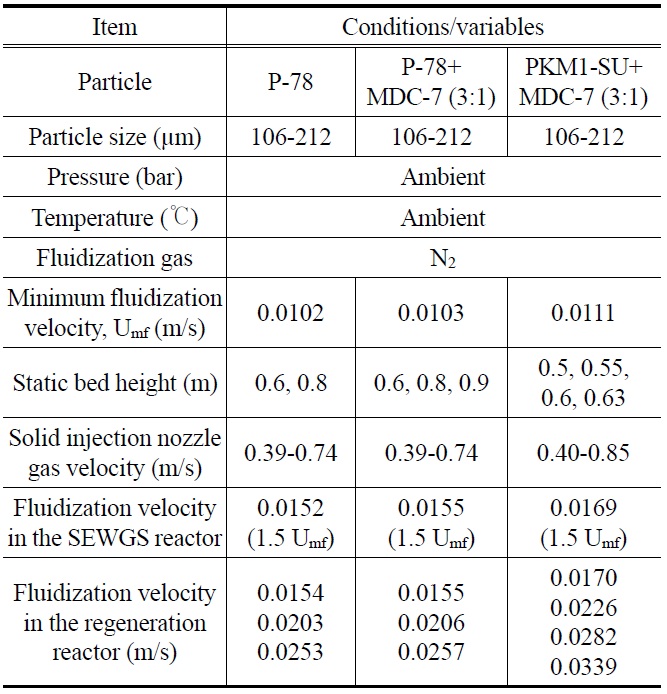
고체순환속도는 Figure 3에 나타난 고온-고압 연속식 SEWGS시스템에서 측정하였으며 상온, 상압조건에서 수행하였고 자세한 실험조건을 요약하여 Table 3에 나타내었다. 유동화 기체로는 질소를 사용하였으며 P-78 CO2 흡수제, P-78흡수제와 MDC-7 촉매 무게비 3:1 혼합입자, PKM1-SU 흡수제와 MDC-7 촉매 무게비 3:1 혼합입자의 세 가지 입자에 대해 실험하였다. 먼저 각 입자에 대해 상온, 상압조건에서 최소 유동화속도를 측정하였으며(Table 3), SEWGS 반응기의 유속은 최소유동화속도의 1.5배를 유지한 조건에서 재생반응기의 유속을 최소유동화속도의 1.5, 2.0, 2.5, 3.0배로 변화시키면서 고체순환속도를 측정하였다. 또한 고체분사노즐의 유속과 고체층의 높이도 함께 변화시켰다.
[Table 3.] Summary of operating conditions for solid circulation rate measurement
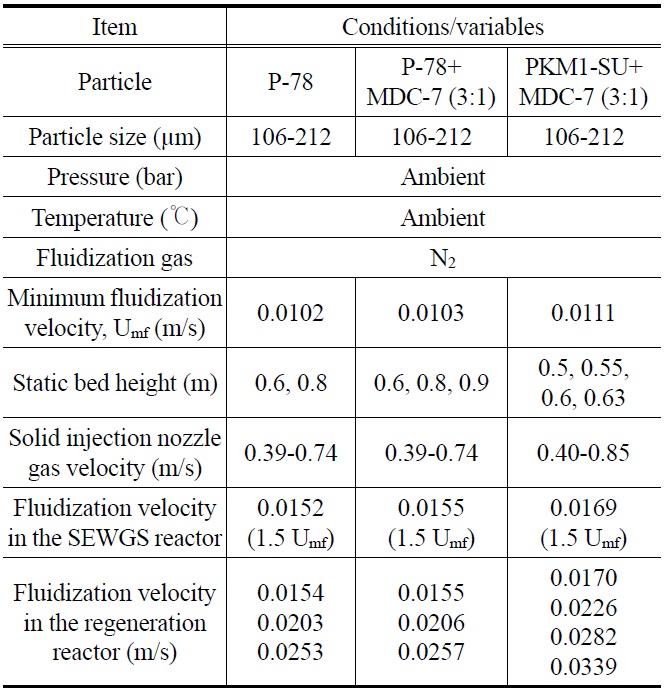
Summary of operating conditions for solid circulation rate measurement
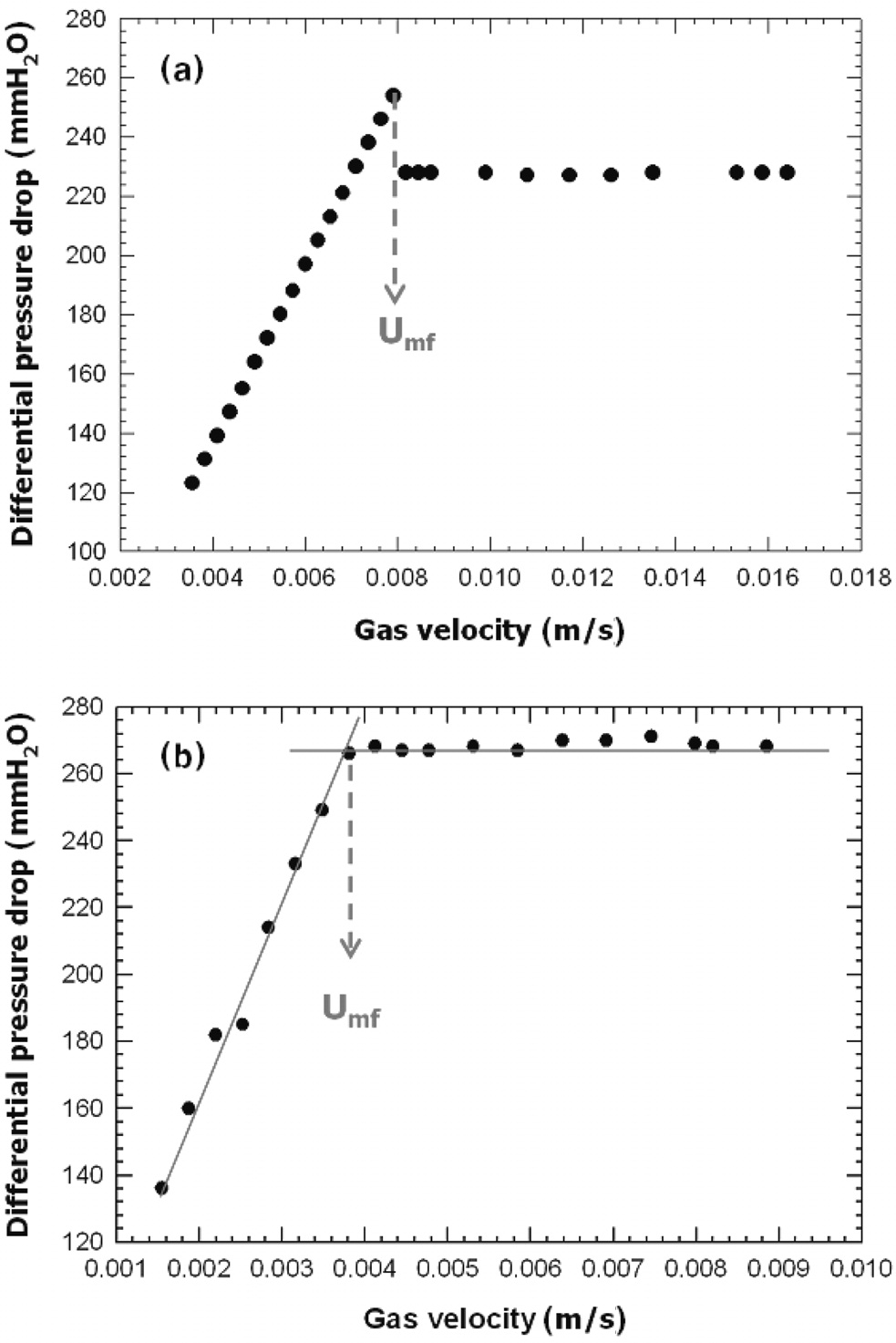
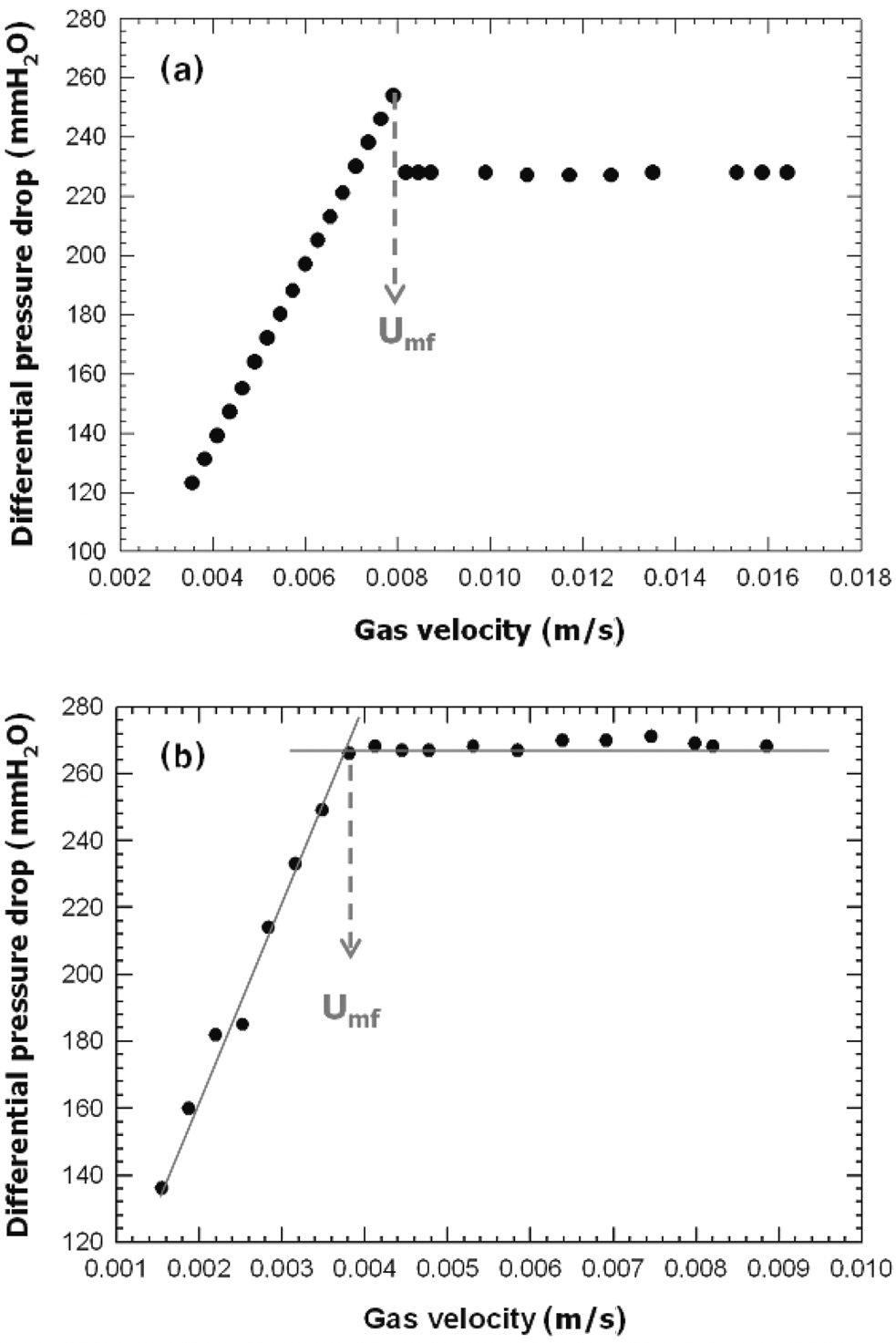
Figure 5(a)와 (b)에는 대표적으로 내경 0.15 m의 가압 회분식 유동층 반응기를 사용하여 25 ℃, 1 bar 및 400 ℃, 20 bar 조건에서 유속변화에 따라 측정한 유동층 내부의 압력강하 변화를 나타내었다. 초기에 층의 압력강하는 유속이 증가함에 따라 증가하였으며, 임의의 속도 이상에서 층의 압력강하가일정해지는 상태에 도달되었다. 최소유동화속도의 정의에 따라 층의 압력강하가 일정해지기 시작하는 최소속도를 최소유동화속도(minimum fluidization velocity, Umf)로 결정할 수 있으며, Figure 5(a)와 같이 최대 압력강하 값을 나타낸 후 급격히 압력강하가 감소한 후 일정해지는 경우에는 최대 압력강하 값을 나타내는 유속을 최소유동화속도로 결정하였고 Figure 5(b)와 같이 압력강하 값이 증가한 후 점진적으로 일정해지는 경우에는 압력강하가 증가하는 구간과 일정해진 구간의 접선을 그어 교차하는 점을 최소유동화속도로 결정하였다.
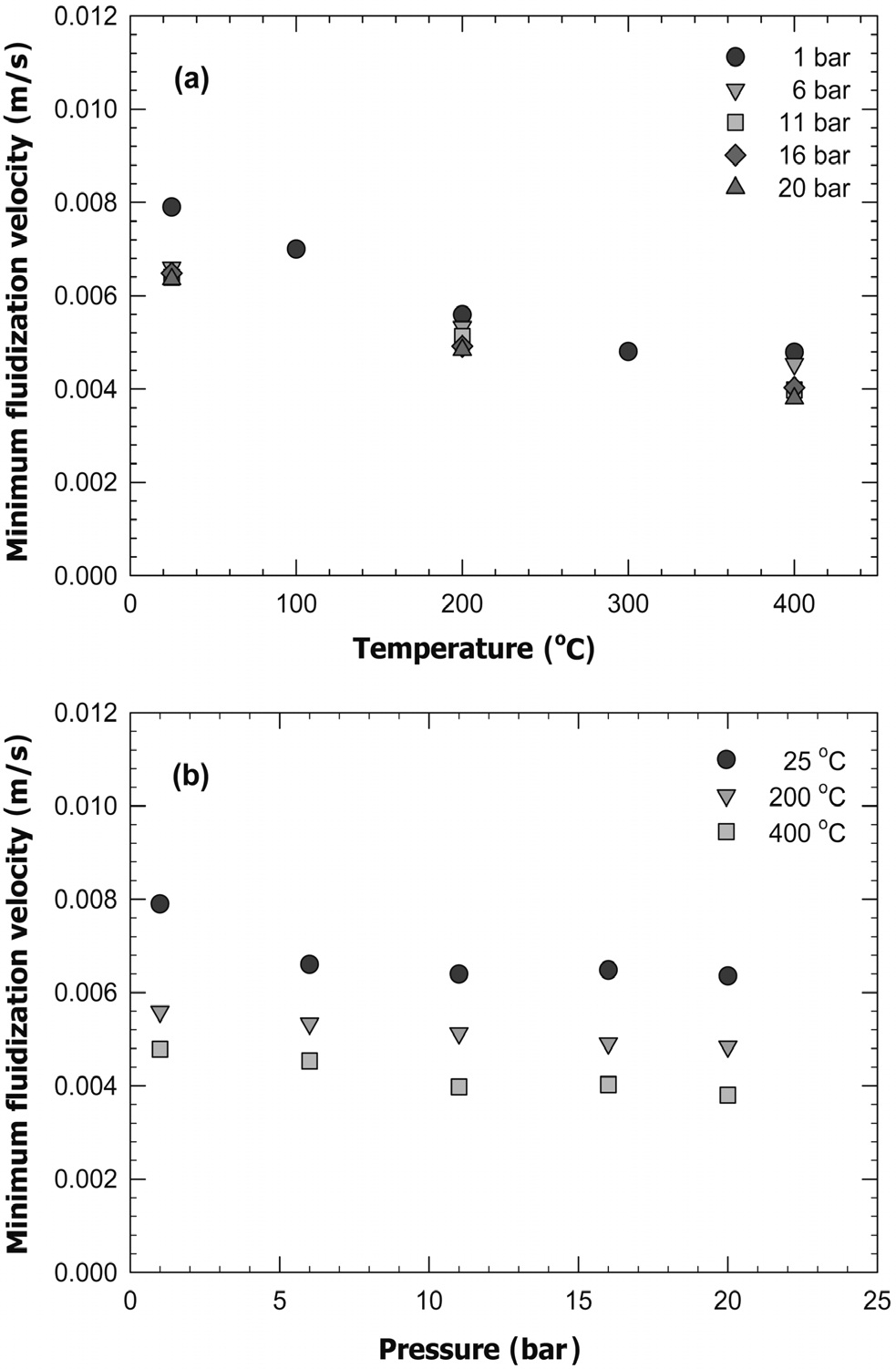
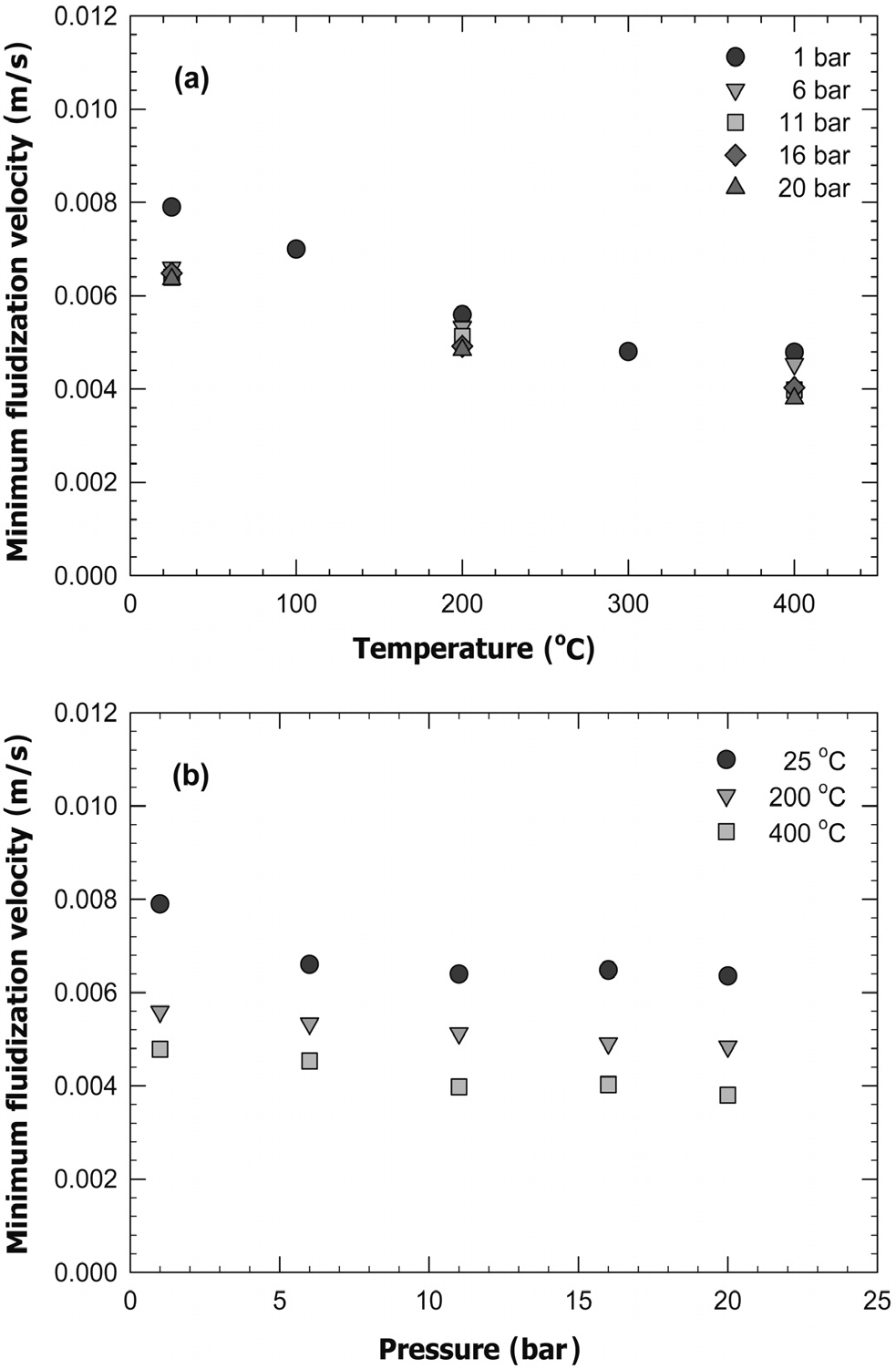
Figure 6에는 내경 0.15 m의 가압 회분식 유동층 반응기에서 측정한 최소유동화속도에 미치는 온도와 압력의 영향을 나타내었다. 그림에 나타난 바와 같이 온도와 압력이 증가함에 따라 최소유동화속도가 감소하는 일반적인 경향을 나타내었다. 이는 Botterill and Teomann[10], Botterill et al.[11]의 보고를 이용하여 해석할 수 있다. 지금까지 여러 연구자들에 의해 최소유동화속도를 예측하기 위한 상관식이 제시되어 왔다. 실질적으로 이러한 상관식의 대부분이 Ergun[12]과 Wen and Yu[13]에 의한 상관식을 기초로 하고 있다[14]. Ergun[12] 식의 각 항은 모두 무차원 군으로서, 간단히 표시하면 다음의 식 (6)과 같다.

여기서 k1과 k2는 입자구형도(particle sphericity, φs)와 최소유동화상태에서 층의 공극률(εmf)만의 함수이며, Wen and Yu [13]는 상온에서 여러 종류의 입자를 이용하여 실험한 결과를 이용하여 k1과 k2의 값(k1 = 24.5, k2 = 1650)을 결정하였고 일반적으로 고운 입자계에 많이 적용되는 상관식을 제시하였다. Botterill and Teomann[10], Botterill et al.[11]은 본 실험의 측정범위와 같이 Remf ( = pUmfρg/μ)가 20보다 작은 경우에는 식(6)의 좌변의 두 번째 항인 점성력항이 지배적으로 작용하고, 식 (6)을 아래의 식 (7)과 같이 표현할 수 있다고 보고하였다.

여기서 dp는 입자크기, ρp는 입자밀도, ρg는 기체밀도, g는 중력가속도, μ는 기체의 점도를 의미한다. 식 (7)에서 기체밀도는 고체밀도의 1/1,000 정도의 값을 나타내므로 기체점도에 비해 최소유동화속도에 미치는 영향이 적으며, 기체점도는 온도가
증가할수록 증가하므로 온도가 증가함에 따라 최소유동화속도가 감소하는 것으로 사료되었다. 또한 압력이 증가함에 따라 기체점도는 일정하지만 기체의 밀도가 증가하기 때문에 식 (7)의 분자가 감소하여 최소유동화속도가 감소하는 것으로 사료되었다.
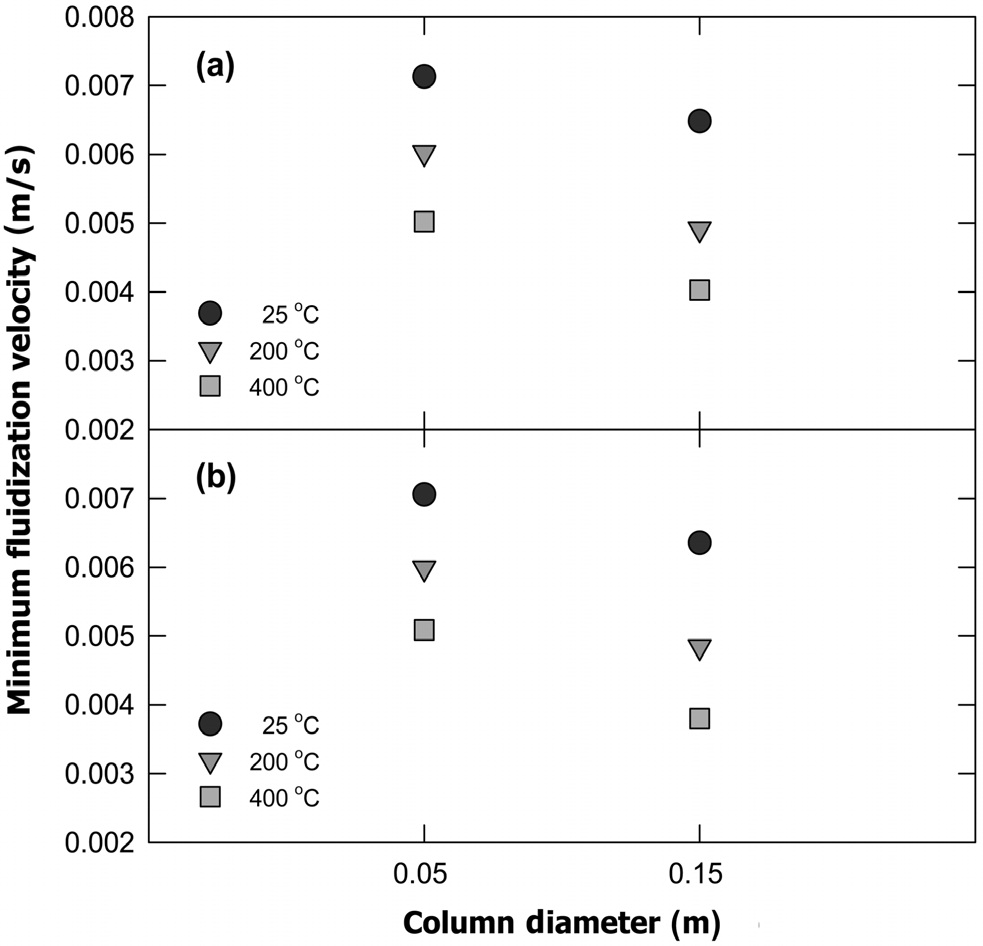
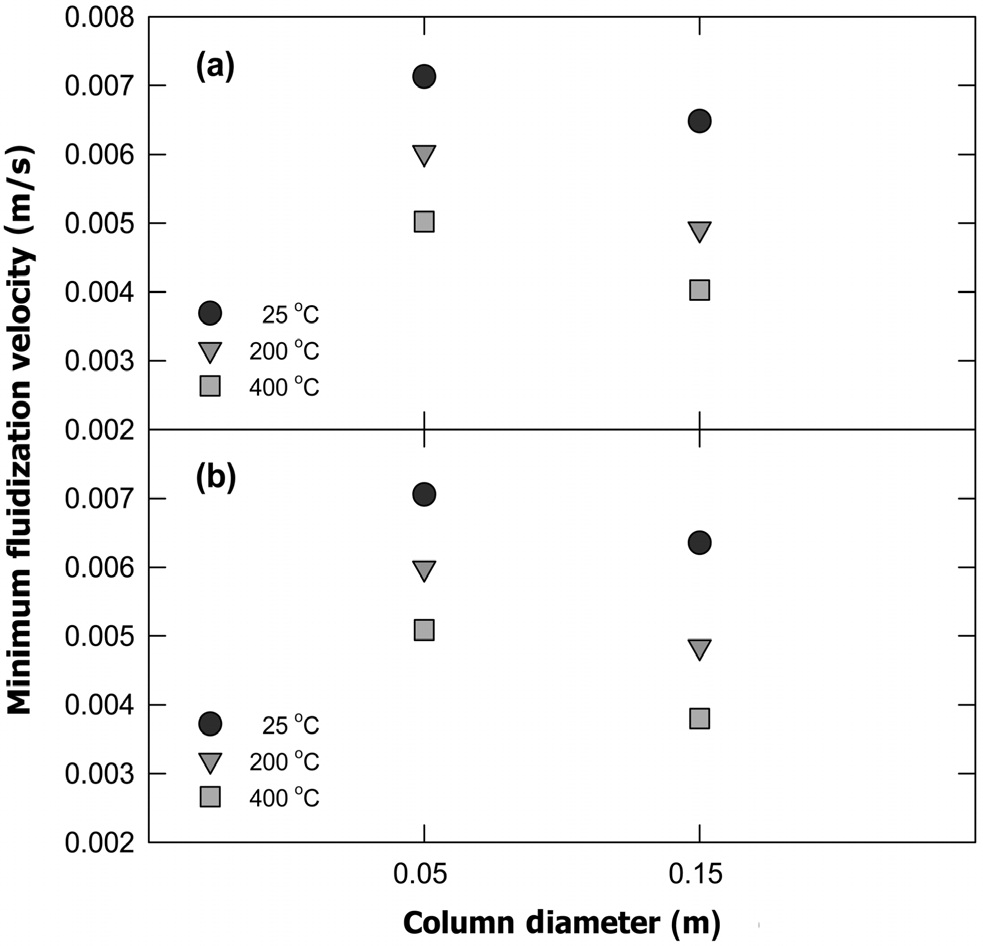
Figure 7에는 압력 16 bar 및 20 bar, 온도 25, 200, 400 ℃에서 반응기 직경 변화에 따라 측정된 최소유동화속도를 비교 하여 나타내었다. 그림에 나타난 바와 같이 반응기의 직경이 증가함에 따라 최소유동화속도가 감소하는 경향을 나타내었는데, 이는 흡수제 입자와 반응기 벽과의 마찰력으로 해석될 수 있다. 즉, 반응기 직경이 증가함에 따라 전체 흡수제 중에 반응기 벽과 접촉하는 단면이 감소하므로 반응기 벽과의 마찰력이 감소하며 이에 따라 더 낮은 유속에서 유동화가 가능한 것으로 사료되었다.
결과적으로, 본 연구에 의해 CO2 흡수제의 최소유동화속도에 미치는 온도, 압력 및 층직경의 영향을 해석할 수 있었으며 이를 바탕으로 기포유동층 조건으로 조업하기 위한 최소유속을 결정할 수 있었다.
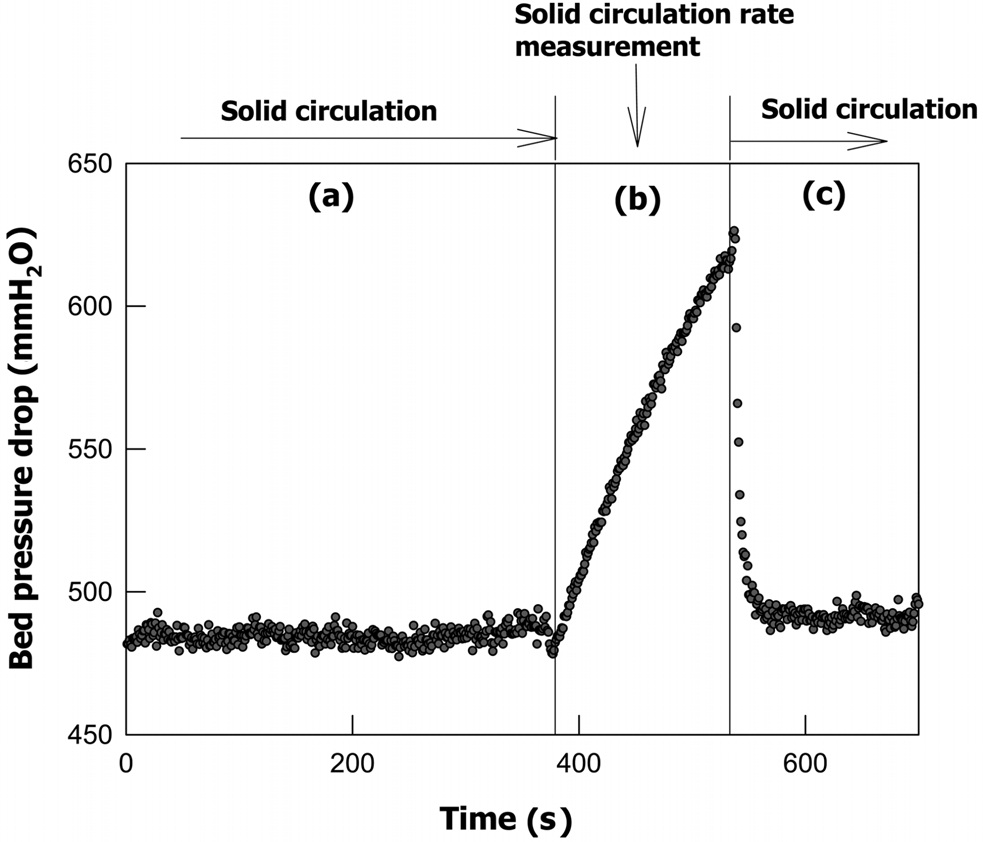
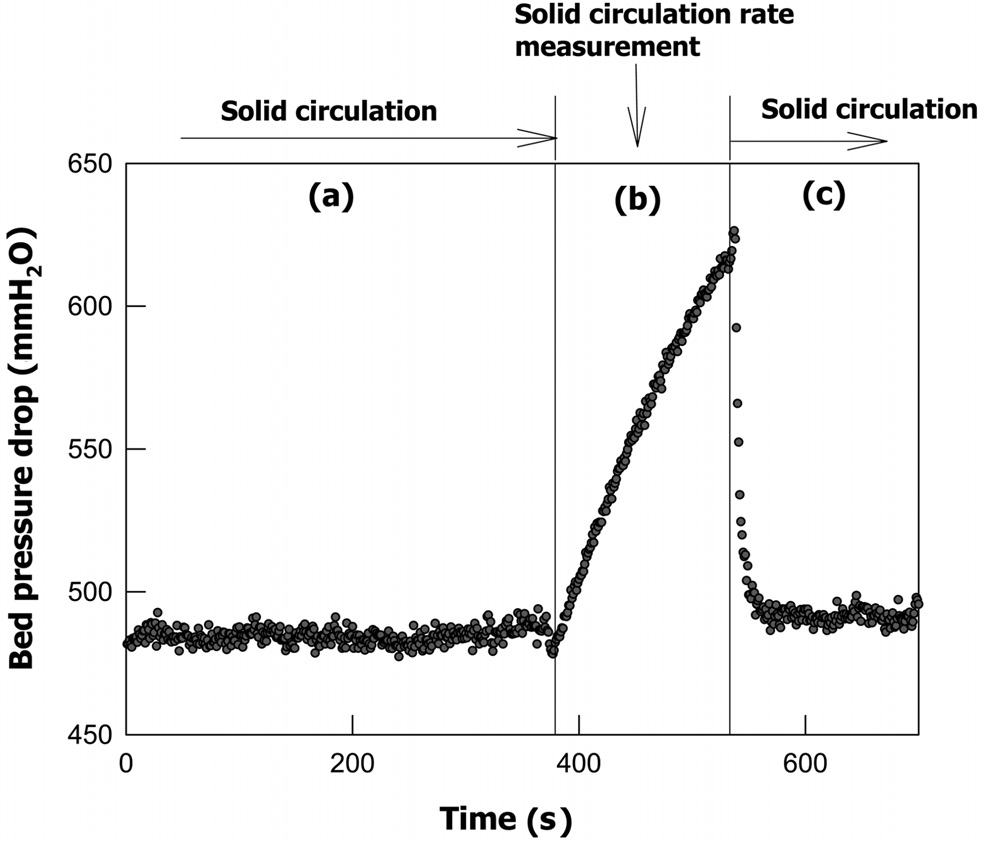
Figure 8에는 고온-고압 SEWGS 시스템에서 원활한 고체순환이 일어나는 정상상태 조건 및 고체순환속도를 측정하는 동안에 SEWGS 반응기의 압력강하 변화를 대표적으로 나타내었다. Figure 3에 나타낸 고온-고압 SEWGS 시스템에서 고체분사관을 통해 기체를 주입하여 고체가 순환되도록 하여 원활한 고체순환이 일어나는 경우 그림의 (a) 영역과 같이 층의 압력강하는 거의 일정한 값을 나타낸다. 이 상태에서 하부루프실의 유동화를 위한 기체주입을 중지하여 하부 루프실을 고정층 상태로 변화시키면 고체입자는 재생반응기와 이중사이클론, 상부 루프실을 거친 후 SEWGS 반응기에 도달하게 되며,
하부 루프실이 고정층 상태이므로 재생반응기로는 재순환되지 않게 된다. 이와 같은 조건에서 시간변화에 따라 SEWGS 반응기에는 고체입자량이 증가하게 되므로 그림의 (b) 영역과 같이 SEWGS 반응기의 압력강하가 증가하게 된다. SEWGS반응기의 고체층 높이가 계속적으로 증가하면 SEWGS 반응기의 장치 높이 이상으로 고체층 높이가 증가할 수 있으므로 이 층높이에 도달하지 않는 범위에서 하부 루프실의 유동화 기체를 다시 주입하면 하부 루프 실이 유동화 되면서 SEWGS반응기에 높게 쌓여있던 고체가 재생반응기로 순환되고 SEWGS 반응기와 재생반응기의 고체층 높이가 유사해지는 조건에서 층의 압력강하가 그림의 (c) 영역과 같이 안정화 된다.
주어진 조업조건에서 고체순환속도를 계산하기 위해 그림의 (b) 영역에서 증가한 압력강하값과 층직경, 고체입자의 벌크밀도를 기준으로 SEWGS 반응기에 유입된 고체입자의 무게를 계산하였으며, (b) 영역의 시간을 계산하여 단위시간당 고체순환량, 즉 고체순환속도를 계산하였다.
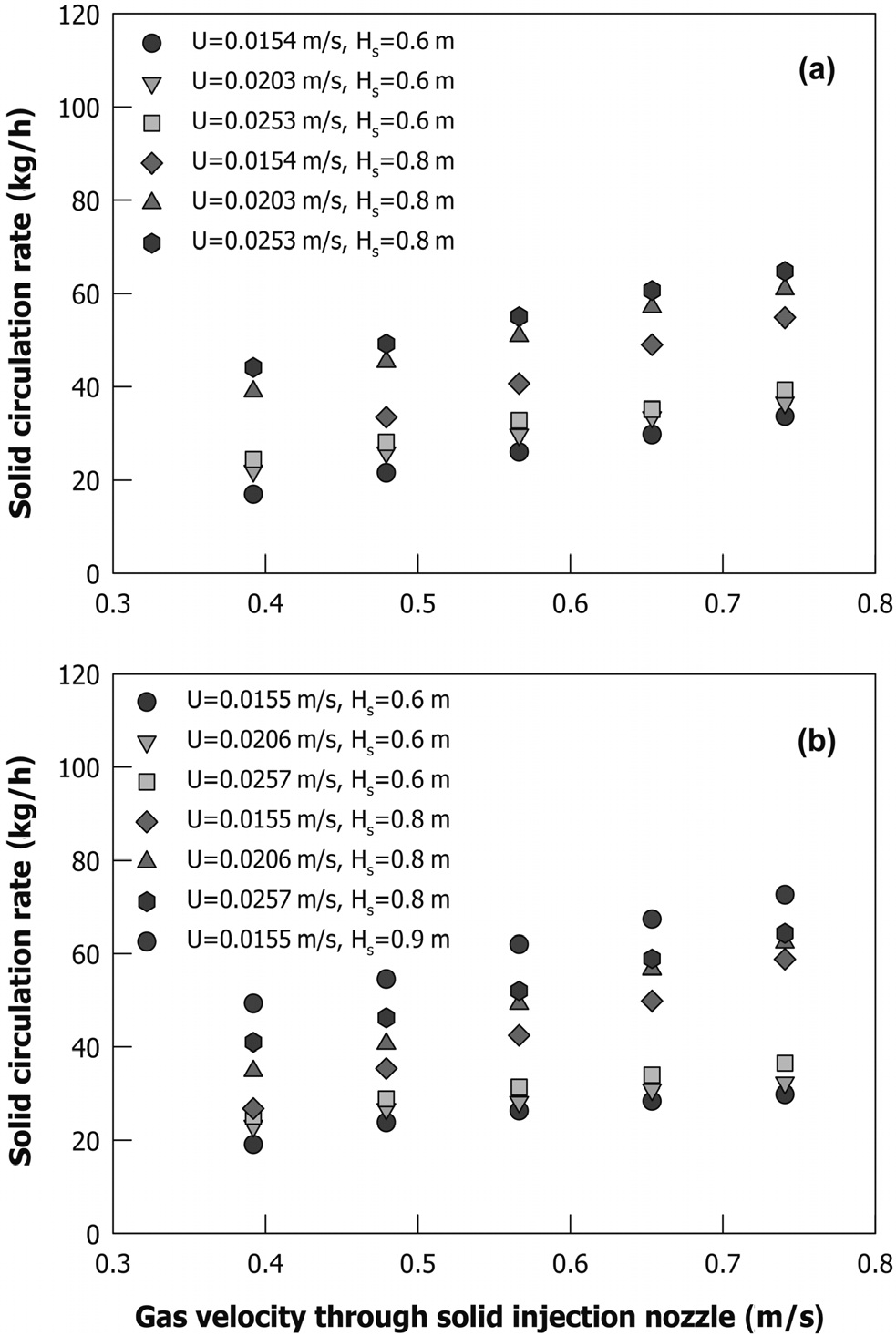
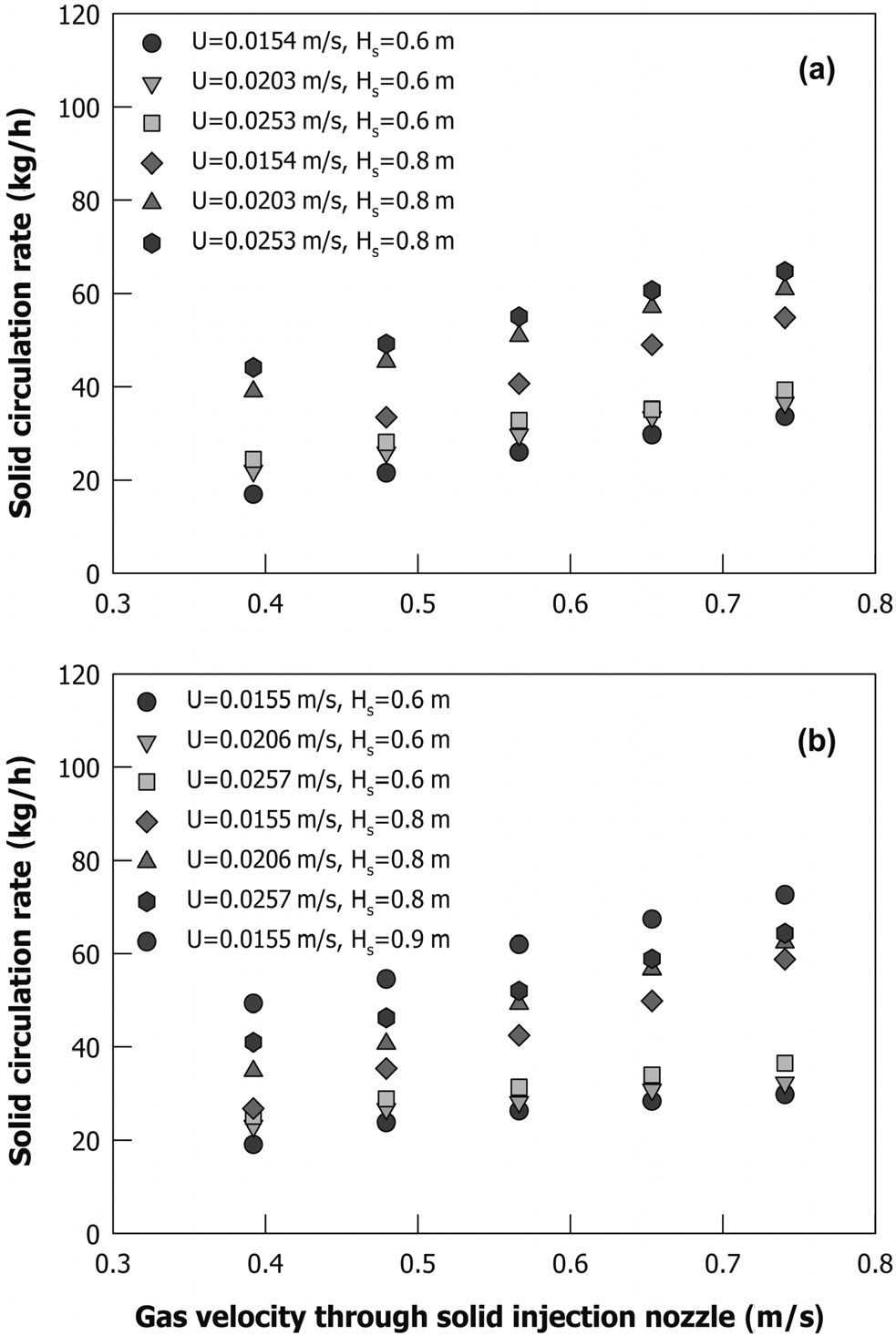
Figure 9에는 유동화 고체로 PKM1-SU 흡수제와 MDC-7촉매를 무게비 기준으로 3:1로 혼합한 입자를 사용하였을 때
고체분사노즐을 통한 기체유속, 재생반응기의 유속(U) 및 고체층 높이(Hs)의 변화에 따라 측정된 고체순환속도의 변화를 비교하여 나타내었다. 그림에 나타난 바와 같이 측정된 고체순환속도는 고체분사노즐의 유속이 증가함에 따라 증가하는 경향을 나타내었다. 이와 같은 결과는 고체분사노즐의 유속이 증가함에 따라 고체분사노즐을 통해 이송할 수 있는 고체량이 증가하고, 상승관에서의 유속도 함께 증가하여, 고체이송능력이 증가하기 때문으로 해석할 수 있다. 또한 재생반응기의 기체유속이 증가함에 따라 고체순환속도가 증가하는 경향을 나타내었는데 이는 재생반응기의 기체유속이 증가함에 따라 고체입자의 움직임이 활발해져 고체분사노즐 내부로 유입될 수 있는 고체량이 증가하기 때문으로 사료되었으며 Ryu et al.[7,8]의 결과와 유사하였다. 한편 Figure 9(b)에 나타난 바와 같이 측정된 고체순환속도는 재생반응기의 고체층 높이가 증가함에 따라 증가하는 결과를 나타내었으며 이와 같은 경향은 고체분사노즐의 고체유입구 상부에 존재하는 고체층 높이가 증가함에 따라 아래 방향으로 작용하는 압력이 증가하므로 고체유입구를 통한 고체유입속도가 증가하기 때문으로 사료되었으며 Ryu et al.[7,8]의 결과와 유사하였다.
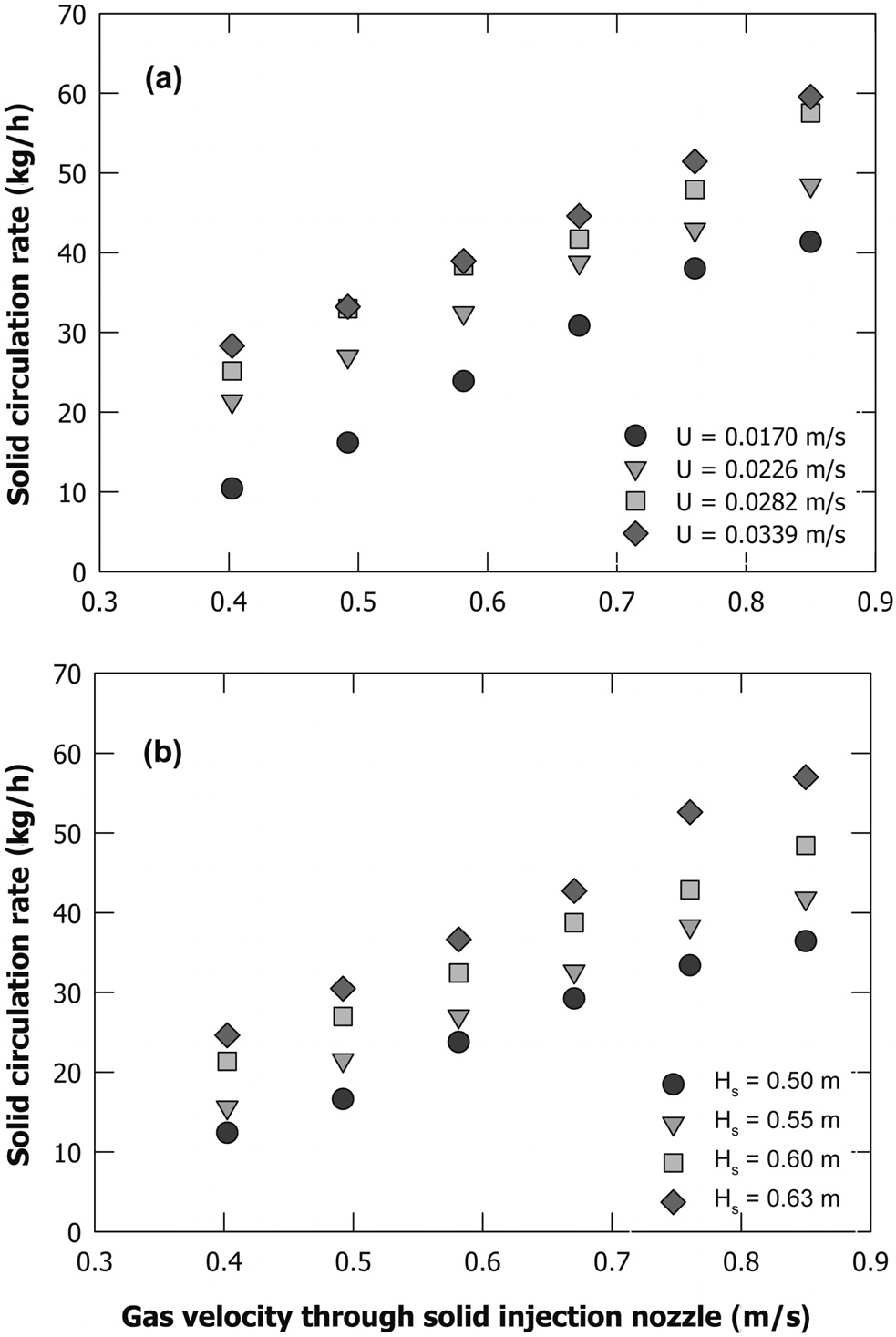
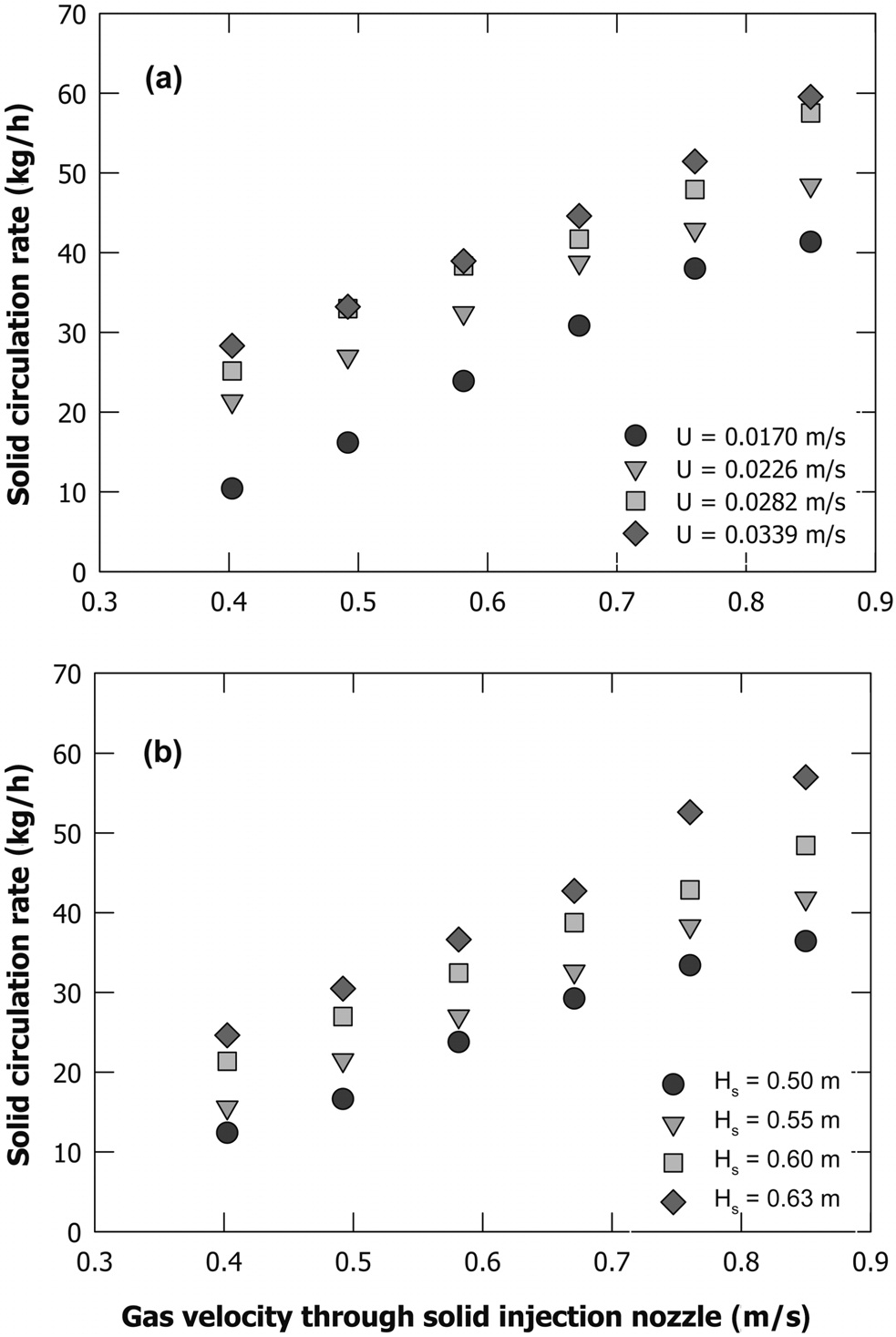
Figure 10에는 유동화 고체로 P-78 흡수제를 사용하였을 때와 P-78 흡수제와 MDC-7 촉매를 무게비 기준으로 3:1로 혼합한 입자를 사용하였을 때 고체분사노즐을 통한 기체유속, 재생반응기의 유속 및 고체층 높이의 변화에 따라 측정된 고체순환속도의 변화를 비교하여 나타내었다. Figure 9에 나타낸 PKM1-SU 흡수제와 MDC-7 촉매 혼합물의 경우와 마찬가지로 고체분사노즐의 유속과 재생반응기의 유속이 증가하고 재생반응기의 고체층 높이가 증가함에 따라 고체순환속도가 증가하는 경향을 나타내었다.
본 연구의 실험범위 내에서 고체순환속도는 10~65 kg/h 범위에서 변화시킬 수 있었으며 고체분사노즐의 유속, 재생반응기 유속, 고체층 높이를 변화시키는 방법으로 고체순환속도를 제어할 수 있다. 한편, 고체분사노즐의 유속, 재생반응기의 유속을 높이는 경우 재생반응기에 필요한 기체량이 증가하므로 전체 시스템의 경제성을 높이면서 고체순환속도를 증가시키기 위해서는 고체층의 높이를 증가시키는 것이 유리하지만 고체층의 높이를 너무 높이게 되면 반응기 내에서 기포가 성장하여 슬러그(slug)를 형성할 수 있으므로 주의가 필요하다.
두 개의 유동층 반응기 사이를 순환하면서 연속적으로 CO2흡수-재생 반응을 거치는 SEWGS 공정을 개발하기 위한 초기 연구로서 흡수-재생 반응속도가 낮은 CO2 흡수제를 기포유동층 조건에서 운전하기 위한 경계유속으로 최소유동화속도를 측정 및 해석하였으며 최소유동화속도에 미치는 조업변수들의 영향도 함께 고찰하였다. 또한, CO2 흡수반응기와 재생반응기 사이의 원활한 고체순환조건 선정을 위해 조업변수 변화에 따른 고체순환속도의 변화범위 및 조업변수의 영향을 측정 및 고찰하였다. 본 연구를 통해 얻어진 결론은 다음과 같다.
1) PKM1-SU 흡수제를 사용하여 두 개의 가압 유동층 반응기에서 최소유동화속도에 미치는 압력, 온도 및 반응기 직경의 영향을 측정 및 해석하였다. 최소유동화속도는 압력과 온도가 증가함에 따라 감소하는 경향을 나타내었으며 반응기 직경이 증가함에 따라 감소하는 경향을 나타내었다.
2) 가압 연속식 CO2 흡수-재생 시스템에서 P-78 흡수제에 대해 고체순환속도의 변화범위 및 고체순환속도에 미치는 고체분사노즐의 유속, 재생반응기 유속 및 고체층높이의 영향을 측정 및 해석하였다. 고체순환속도는 10~65 kg/h 범위에서 변화시킬 수 있었으며 고체분사노즐의 유속, 재생반응기의 유속 및 고체층 높이가 증가함에 따라 증가하는 경향을 나타내었다.