Conductive polymer composites (CPCs) have been finding more and more industrial as well as strategic applications since the 1950s in the fields of electromagnetic interference (EMI) shielding [1-3], electrostatic discharge dissipation [4,5], pressure-sensing [6-8], selfheating [9,10] and electrode systems [11,12].
Carbon fibers (CFs) in continuous form have for decades been used in general to fabricate lightweight advanced composite materials like CF reinforced plastics (CFRPs) [13,14]. Discontinuous CFs such as short, chopped or milled CFs are also widely employed to yield various CPCs though high speed processing methods including injection molding. Because the performance enhancement in CPCs is largely dependent on the aspect ratio of the incorporated filler, discontinuous CFs with higher aspect ratio are desirable as fillers for CPCs. It is known that the high cost of CFs has limited wider use of CFRPs in many demanding applications. One promising way to reduce the cost of CF reinforced CPCs is to use a hybrid filler, in which some part of the CF is replaced with cheaper powdered filler like carbon black [15,16]. The use of conductive powder in combination with CFs is expected to achieve cost reduction or even balanced properties of the resulting composites. Indeed, the use of a ferromagnetic metal powder like Ni has been found to increase the magnetic permeability of polymer composites [17,18]. As a consequence, the resulting CPCs may possess enhanced EMI shielding effectiveness, which is a critical property for EMI shielding materials [19].
In this connection the purpose of the present paper is to elucidate the effects of nickel powder (Ni) on the electrical conductivity(or resistivity) and thermal coefficient of resistance (TCR) of polyethylene film filled with short CF-Ni hybrid filler.
High density polyethylene (HDPE, Grade M850, MI = 4.7 g/10 min) in powder form from Yuhwa Hiden Co. (Korea) was used as the polymer binder. The average size (diameter) of the utilized polymer particles was less than 0.2 mm. The chopped (length of 1.5 mm) CF sized with epoxy (Grade TZ-307) from Tae Kwang Co. (Korea) and Ni (Type 255) from INCO (Canada) were employed as filler materials. Ni particles have nearly spherical shape, with average diameter of about 3 mm.
CF/HDPE composite films were prepared using so-called electron-ion technology in accordance with the scheme described previously [20]. Flat steel plates (200 × 200 × 3 mm) with Teflon coating were used as an intermediate technological substrate. A thin polymer binder layer, called a sublayer (thickness of 80-100 μm), was applied to the substrate using a vibrospreading apparatus; resulting specimen became molten in an oven at a temperature of 453 K for 10 min. Then, chopped CFs were subsequently deposited onto a molten polymer sublayer using a special fiber-feeding apparatus with brush screws under high intensity DC electric field at a field strength of about 3 kV/cm. The density of the formed aligned CF layer was about 25-30 g/m2. Ni powder was added to previously deposited CF using the vibrospreading apparatus. Ni concentration in the hybrid filler system was in the range of 0 to 20 wt%. Total filler content in all fabricated composite films was fixed at 20 wt%. The composite film was obtained by compression molding (Tetrahedron Press, USA) at 453 K under pressure of 0.3 MPa for 2 min with preheating for 3 min and cooling on the substrate in ambient condition. In the compression molding, anti-adhesion Teflon film was used for easy demolding. The thickness of the composite films was varied from 140 to 545 μm.
The volume resistivity of the conductive film samples (length 140-150 mm, width 20 mm) was evaluated using the 4-probe method according to ASTM D 991-89. DC voltage current standard (Yokogawa Electric Works Ltd., Japan), a 6512 electrometer (Keithly, USA) with very high internal resistance, and a 3466A digital multimeter (Hewlett-Packard, USA) were used as the stabilized power supply, voltmeter and milliammeter, respectively. This experimental setup ensures highly accurate determination of the volume resistivity for electrically conductive materials. Temperature dependence of the resistivity of composite films was measured in the temperature range of 295-353 K at a heating rate of 0.5 K/min. The resistivity and TCR were averaged out from the values for 4-6 samples. Optical microscopic analysis was carried out using a polarized microscope (Optiphot 2-Pol, Nikon, Japan). The tensile strength of the films was determined on standard test specimens according to ASTM D 638-89 using an MTS 45/G Testing Machine (MTS, USA) at the deformation rate of 10 mm/min.
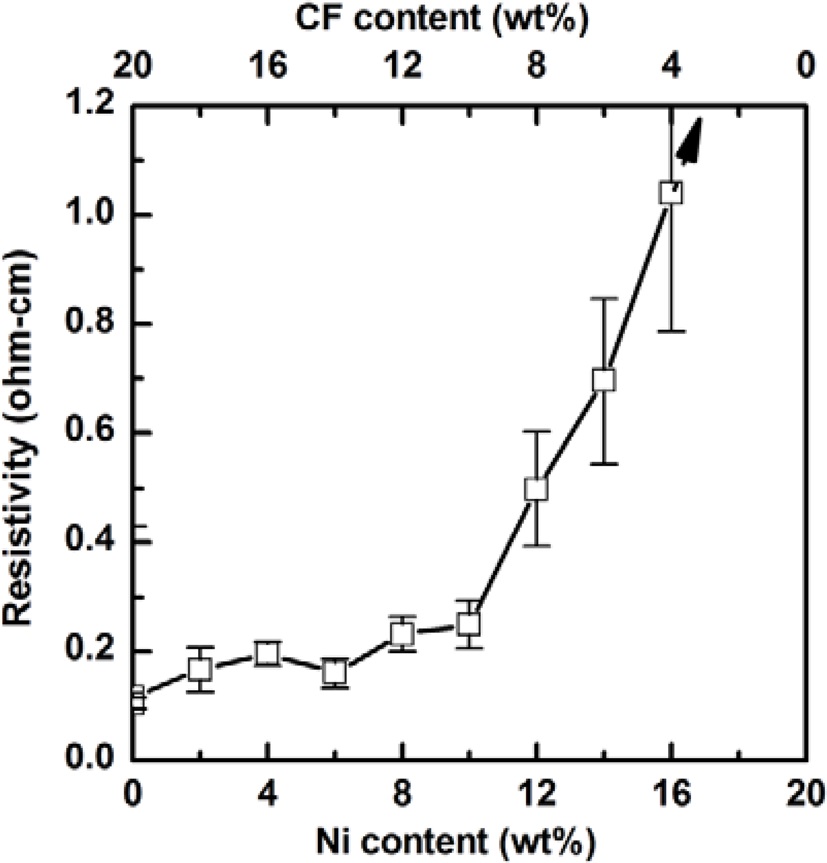
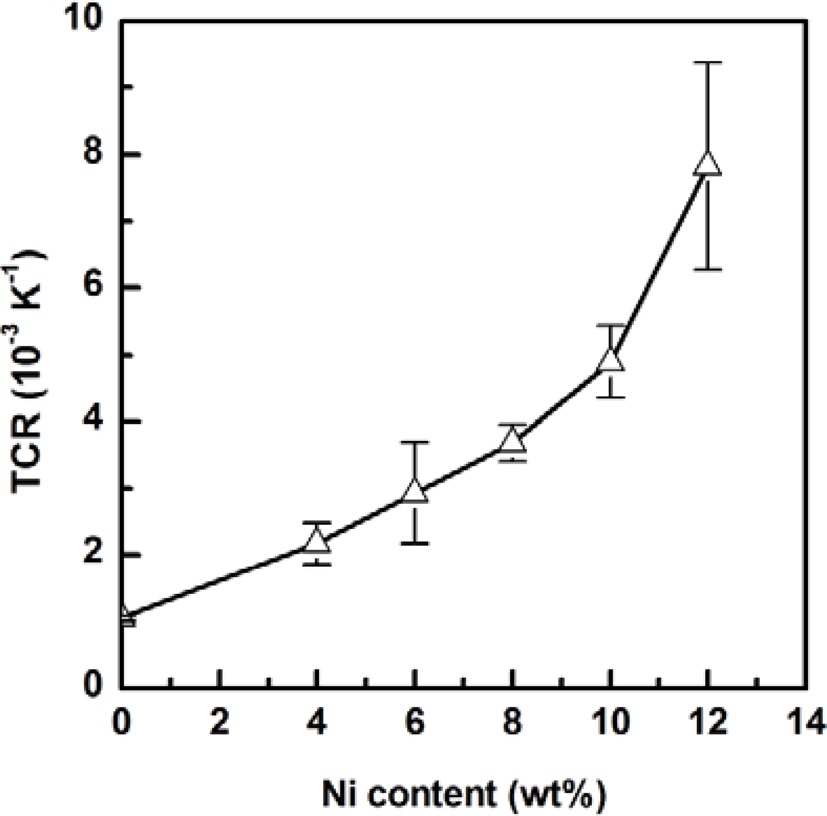
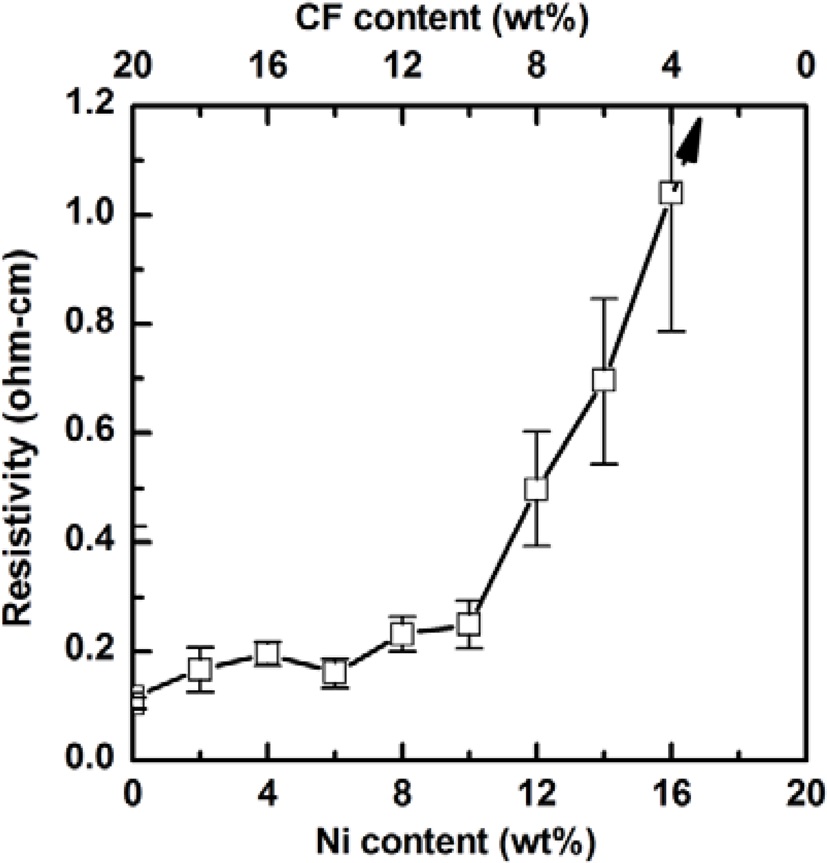
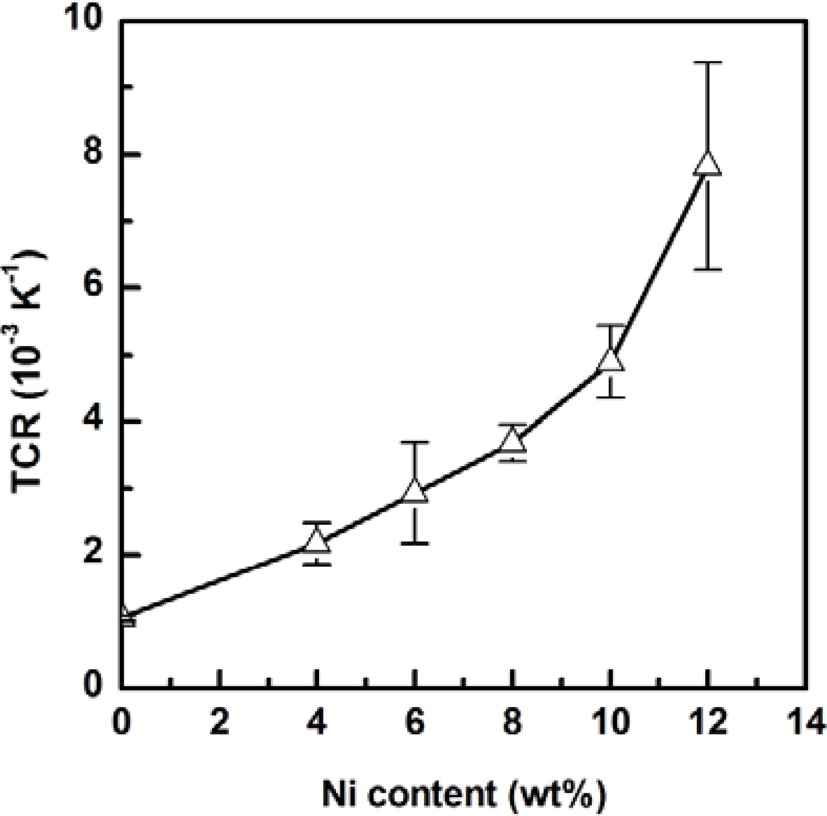
The dependence of the volume resistivity of the composite film on the Ni concentration at a given hybrid filler content of 20 wt% is presented in Fig. 1. It can be seen that the resistivity of the composite film increased from 0.11 to 0.25 W·cm with increasing Ni concentration up to 10 wt% in the hybrid filler. Increasing the Ni concentration to 16 wt% causes a rapid increase of the resistivity of about 4 times (up to 1.04 Ω·cm). At an Ni concentration of 20 wt%, the resistivity of the composite film increased more than 109 Ω·cm, implying that the composite film is nearly insulating. As with the resistivity, one of the significant characteristics of CPC, such as TCR, is also found to increase
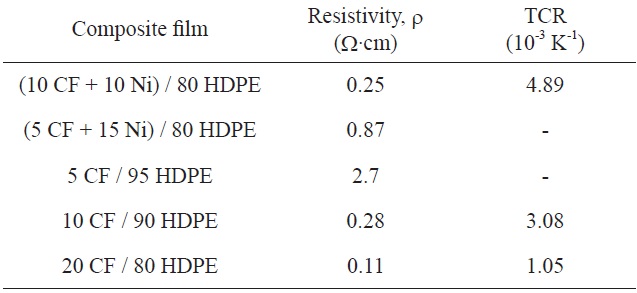
[Table 1.] Electrical properties of composite films filled with hybrid filler and CF only
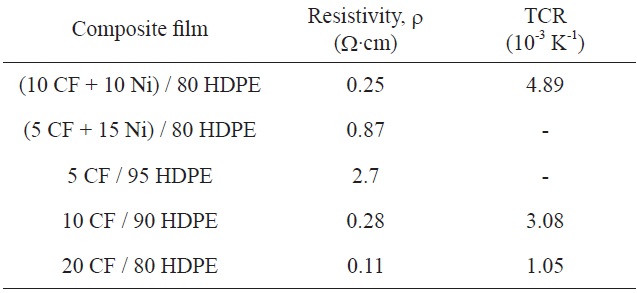
Electrical properties of composite films filled with hybrid filler and CF only
with increasing Ni concentration in the hybrid filler as can be seen in Fig. 2.
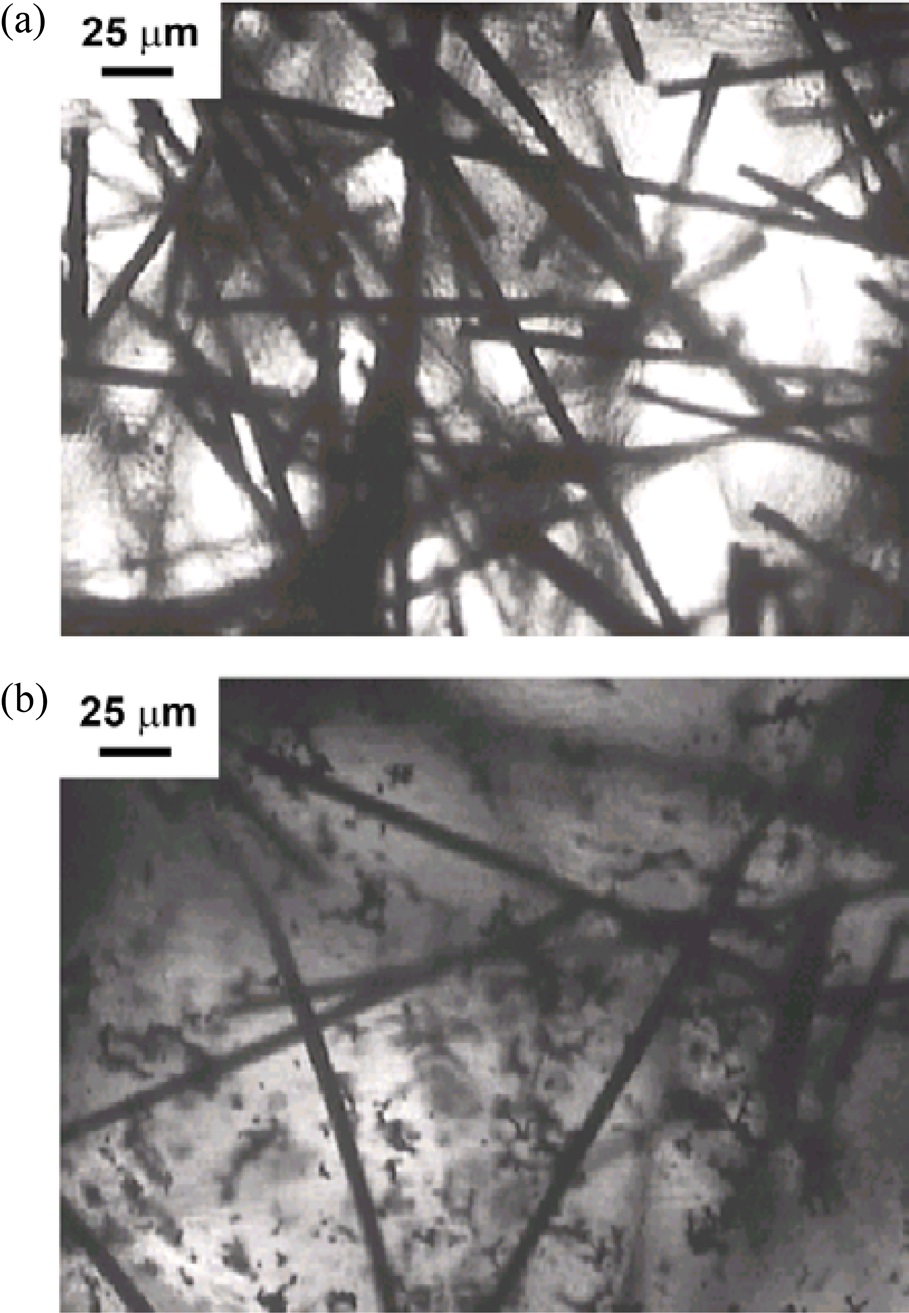
The electrical properties of the composite films filled with hybrid filler and with CF only are presented in Table 1 for comparison. From Table 1, the difference in the resistivity of the composite films filled with hybrid filler and those with CF only is pronounced when the CF content decreased from 10 to 5 wt%. The reduction of the CF concentration at a given hybrid filler content leads to an increase of the Ni concentration. According to the literature [17], the critical concentration of powdered Ni in thermoplastics, at which a sharp drop of the resistivity occurs, lies in the range of 5-20 vol% (or about 30-65 wt%), depending on the shape or the aspect ratio of the Ni particles. Therefore, the amount of Ni in the hybrid filler is sufficiently low to create a continuous conductive network in the bulk polymer matrix. This is well confirmed by microphotographs of the composite film filled with CF only (Fig. 3a) and those filled with hybrid filler (Fig. 3b). The composite film filled with hybrid filler shows that Ni particles are distributed in the interfiber space in the form of either separated particles or agglomerates. Obviously, the connectivity of the CF conductive network would be reduced when Ni powder is introduced to replace CF. From this aspect, it is possible to assume that the role of Ni powder is to improve the electrical contact between the fibers. This is also equivalent to an increase of the extent of interfiber contacts in the CF conductive network.
In order to prove the claims made above, we use the fiber contact model [21] to consider the effect of fiber-fiber contact; we were able to determine that the model is in good agreement with the experimental data. According to this model, the electrical resistivity of the discontinuous fiber polymer composite in the longitudinal direction, for example, is given by the following formula:

where

is a parameter that depends on the number of contacts, m, for each fiber. The minimum number of contacts is

Assuming unknown parameters
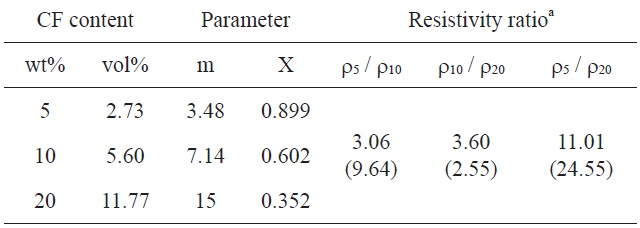
The comparison of calculated and experimental results shows that the calculated value of 3.60 is relatively close to the experimental value of 2.55 only for the ratio ρ10/ρ20. In other cases, calculated values significantly differ from experimental values. Therefore, the effect of Ni powder will be evaluated only for CF content of 10 wt%. Based on the additional contribution of Ni powder to the resistivity of the films, the parameter X for the hybrid filler may be given as XB = X10 + ΔX, where X10 is value calculated for the composite film with CF concentration of 10 wt%. Then, using Eq. (1) the ratio of the resistivity of (10 CF + 10 Ni) / 80
[Table 2.] Values of calculated parameters in fiber contact model
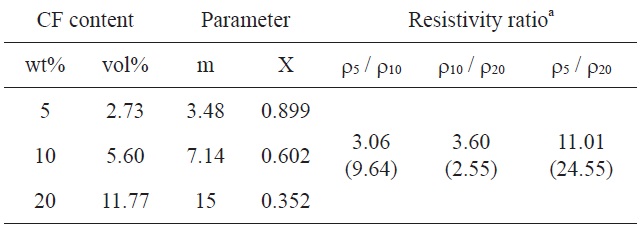
Values of calculated parameters in fiber contact model
HDPE film (ρB) to resistivity of 20 CF / HDPE film (ρ20), ρB / ρ20, can be obtained as follows:
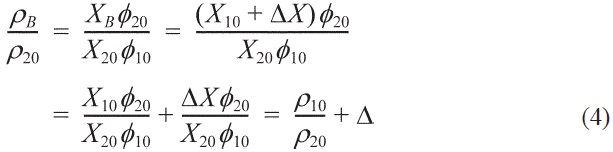
From this, it follows that Δ, the difference between the ratio ρB / ρ20 and the ratio ρ10 / ρ20, can be expressed as:

By rearranging Eq. (5), we obtain:

After substituting the experimental value of the parameters in Eq. (6), we obtain Δ
Tensile strengths of 32.5 and 22.5 MPa were measured for the 10 CF / 90 HDPE and (10 CF + 10 Ni) / 80 HDPE films, respectively, indicating that the addition of Ni powder resulted in a decrease of the tensile strength of the composite films, probably due to a rise in the number of defects in the polymer matrix and a reduction of the CF-HDPE bonding. Generation of defects in the structure can cause an increase of the coefficient of thermal expansion (CTE) in the film [22] and can be a main reason for the TCR change. The TCR of the composite films filled with hybrid filler increased when compared with the TCR of the composite films filled with CF only. The increase of TCR with increasing Ni powder in the hybrid filler (Fig. 2) was due to the reduction of the CF content and the decrease of the CF reinforcing effect in the polymer matrix, which leads to increases of the CTE and of TCR, simultaneously.
The effects of the amount of nickel powder in a Ni-CF hybrid filler system on the conductivity (resistivity) and TCR of filled HDPE were studied. The resistivity of the composite film at a given hybrid filler content of 20 wt% increased from 0.11 to 0.25 Ω·cm with increasing Ni concentration, to 10 wt% in the hybrid filler. The insignificant increase indicated that the role of Ni powder is to improve the electrical contact between CFs, which is also equivalent to an increase of the extent of interfiber contacts in the CF conductive network. However, increasing the Ni concentration to 16 wt% causes a rapid increase the resistivity of about 4 times (to 1.04 Ω·cm); also, the resistivity of the composite film increased more than 109 Ω·cm at an Ni concentration of 20 wt%, implying that the high concentration of Ni powder in the hybrid fillers was inefficient. Using the fiber contact model, it was shown that the addition of Ni powder in a concentration range lower than the critical one increases the electrical conductivity of the CF reinforced film, mainly due to the improvement of electrical contacts in the conductive network and reduction of the CF contact resistance. An increase of TCR with increasing amount of Ni powder in the hybrid filler was observed; this increase was attributed to the reduction of the CF content and the decrease of the CF reinforcing effect in the polymer matrix, which phenomena lead to increases of the CTE and TCR, simultaneously.