As industry continually evolves, urgent demands are made to improve the properties of materials. Therefore, many studies have been focused on developing new materials with superior strength and attributes. Among these, the development of materials using the concept of composite materials has long been of much interest [1].
Epoxy is used mainly as an insulation material for heavy electric equipment because the epoxy resin provides essential electrical, thermal, and mechanical properties. Therefore, epoxy resin is used to insulate molded transformers, current transformers,potential transformers, metering outfits, and gas-insulated switchgear [2].
Recently, the new field referred to as nanoscience and nanotechnology has emerged, in line with notable research advances that revealed new physical phenomena and improved material properties in the nano-sized ultra-micro region [3]. In particular,a key focus has been research into various nanocomposite materials by developing nanocomposite insulation materials.
Epoxy-resin nanocomposites could have better breakdown characteristics than non-nanofiller epoxy resin [4]. However,the DC breakdown strength of epoxy nanocomposite does not linearly results [5]. In addition, nanofiller insulation material
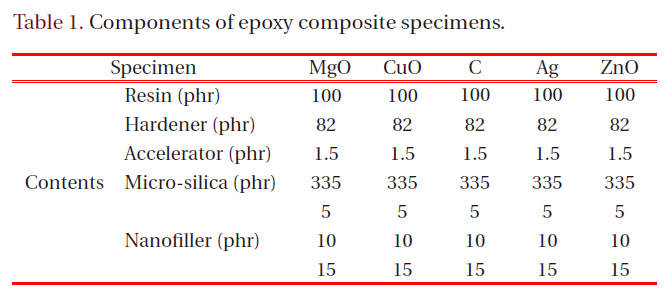
[Table 1.] Components of epoxy composite specimens.
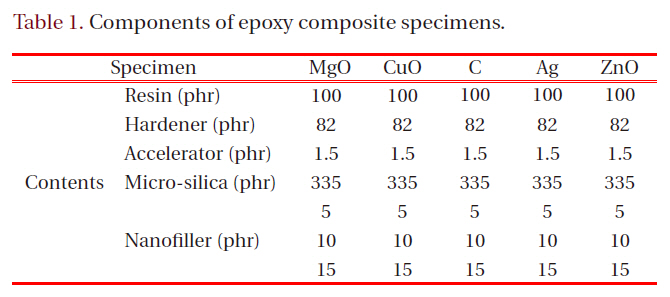
Components of epoxy composite specimens.
changes the morphology of the resin and increases the Tg (glass transition temperature) and the mechanical and thermal properties of the nanocomposites [6].
Various measures have been attempted to improve certain characteristics by decreasing the voltage tolerance, wear resistance,cure shrinkage, thermal response, and thermal expansion coefficient and by increasing electrical conductivity, mechanical strength, and thermal conductivity by applying the concept of composite materials to the epoxy resins of molded transformers[7,8].
A nanocomposite is a multiphase functional material in which different materials are combined physically and chemically. It is a kind of composite material, but the surface-to-volume ratio of its inorganic material, which is a mixture of nanoscale inorganic material with several phr (parts per hundred of resin), is better than that of microscale inorganic components at levels of several phr [9].
Nanocomposites are considered to be an important research area because their advantages, such as high strength and heat resistance, set them apart from conventional polymers with their various limitations, and because the flexibility of their properties can be maximized by addition of nanofiller with specific magnetic characteristics to create a new field of material application [2].
To obtain an epoxy resin with enhanced thermal and mechanical properties, epoxy nanocomposite and epoxy nanomicrocomposite were manufactured by mixing several kinds of mineral additives of nanoparticle size. Under the premise that the epoxy would be used as an insulating resin for molded transformers in a domestic large-scale electric utility, it was measured and reviewed for AC insulation breakdown strength, thermal conductivity, and thermal expansion coefficient.
A total of 15 different specimens were manufactured to perform the tests of AC dielectric breakdown strength, thermal conductivity, and thermal expansion coefficient for various types and contents of fillers in the nanocomposites. As shown in Table 1, these 15 specimens were prepared with an insulating resin used in commercial molded transformers and with varying contents of main material, hardener, reinforcement and micro filler,while five kinds of nanofillers were manufactured with three different compositions. Nano-ordered powder made by Nanostructured& Amorphous Materials Inc. was used for the nanofillers,while the nanocomposite was obtained from nanopowder consisting of magnesium oxide (MgO) with 20-nm particle size,cupric oxide (CuO) and carbon (C) with 30-nm particles, and silver(Ag) and zinc oxide (ZnO) with 50-nm particles.
The procedures for making nano-epoxy composite specimens are explained in detail below.
Resin, hardener, accelerator, and micro-silica were mixed us-
ing an agitator for 30 minutes at 500 rpm at 60°C. Five kinds of nanoparticulate fillers were then mixed for 20 minutes at 1,000 rpm using a planetary centrifugal mixer to obtain a dispersion effect. The mixed solution was then poured into a mold frame and a vacuum oven used to remove air bubbles for 20-30 minutes at 10-3 torr.
Finally, the nano-epoxy specimens were obtained by curing at 80°C for 4 hours and 130°C for 16 hours and then cooling the specimens slowly while casting. This process yielded diskshaped specimens with a diameter of 100 mm and a thickness of 1 mm. In addition, the surfaces of the specimens were polished to remove surface roughness and to reduce secondary errors.
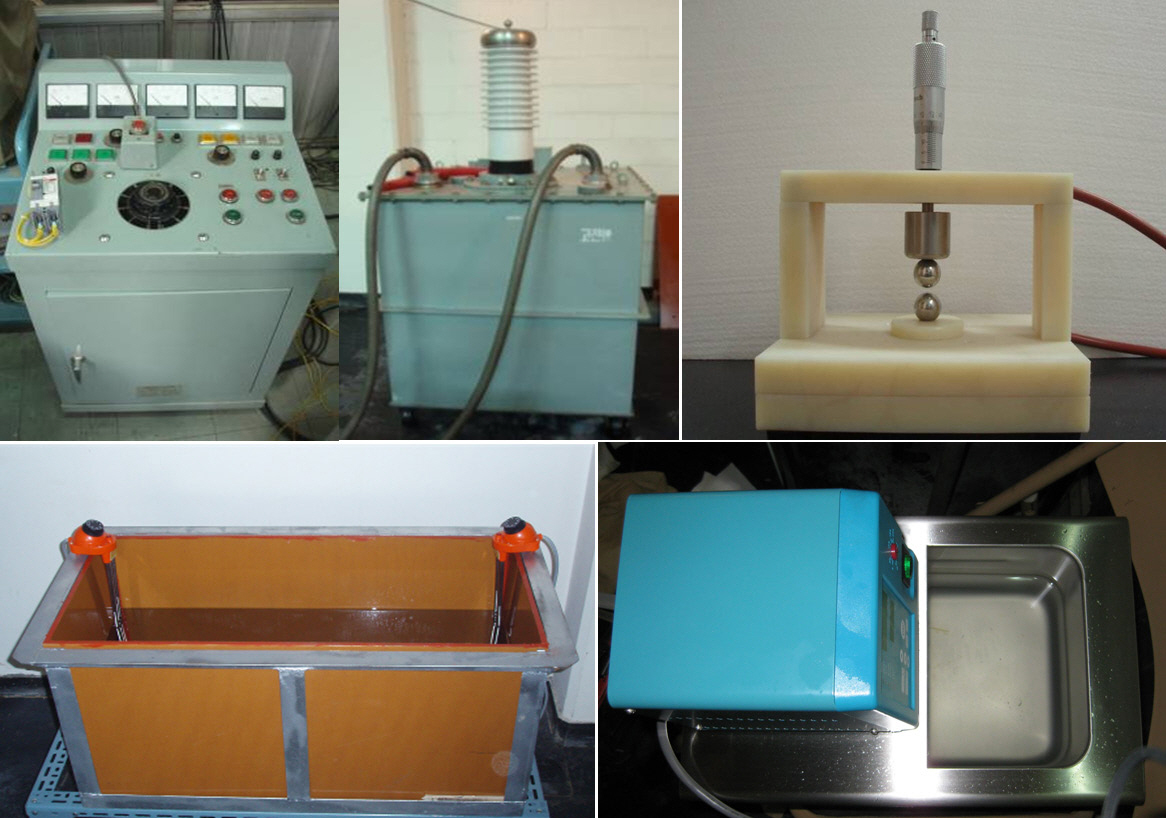
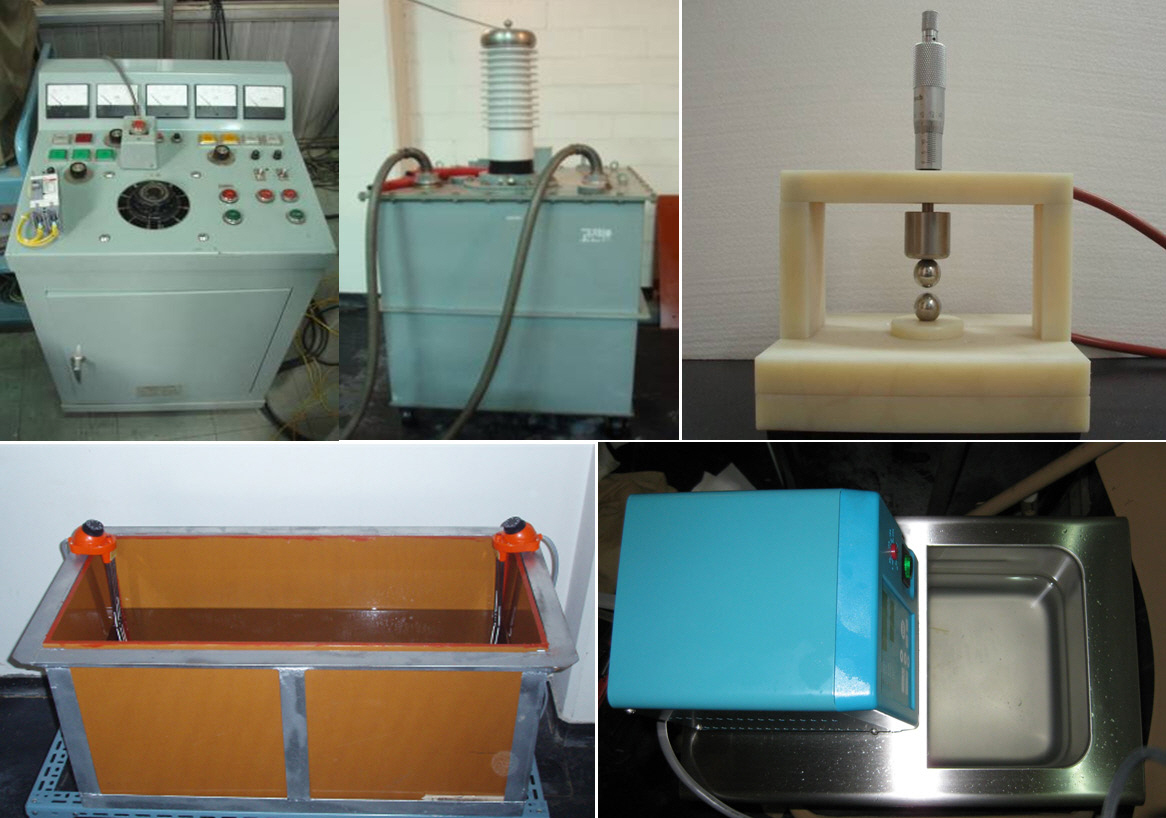
To measure AC breakdown in nano-epoxy specimens, some special devices are required: a high-voltage generator, a sphereto-sphere electrode, an insulated tank, and temperature-controlled circulation equipment, as shown in Fig. 1.
The electrode used for the measurements is a stainless-steel sphere-to-sphere electrode with a diameter of 15 mm, which can simulate the breakdown characteristics of a uniform field. The diameter of the sphere was, in accordance with International Electrotechnical Commission specifications, 10 times greater than the thickness of the specimen. The breakdown strength was measured at 25°C, 80°C (which is below Tg) and 100°C (which is above Tg). To maintain a constant temperature, an insulation-oil circulating pump was used. To test breakdown strength, the voltage was raised at the rate of 0.5 kV/sec uniformly over the specimen with a diameter of 100 mm and a thickness of 1 mm. Five specimens were tested in this manner. The measured data for breakdown strength were analyzed using the Weibull probability distribution, which is widely used in the high-voltage insulation material field. Through this procedure, scaling parameters were identified to perform Weibull plotting.
2.3 Measurement of thermal conductivity
To measure thermal conductivity, the prepared specimens were reprocessed to a size of 30 × 70 mm using TC-30 equipment from Mathis. The reference materials used in the experiment were Lexan, Pyroceram, titanium, and Hastalloy. The measurement time, start time, and cooling time were 10 seconds, 4 seconds,and 5 minutes respectively. The measurement temperature was 30 ± 2°C. The measurement was made three times, and an average value was computed. The standard curve based on the above samples was compared with that obtained using calibration standard material on the basis of ASTM C-518.
2.4 Measurement of thermal expansion coefficient
The difference between the thermal expansion coefficients of the metal and of the epoxy insulation material in a transformer that has been in operation for a long period of time causes the generation of voids at the interface between the two materials,thereby eliminating the insulating properties when these voids become numerous [8]. Therefore, it is critical to align the thermal expansion coefficient of the insulating material with that of the metal.
The device used to measure the thermal expansion coefficient was the thermomechanical analyzer (TMA 2940; TA Instruments.,USA), and for this measurement, the specimens were resized to 1 mmΦ. The measurement temperature was set to increase by 2°C per second from 30°C to 150°C.
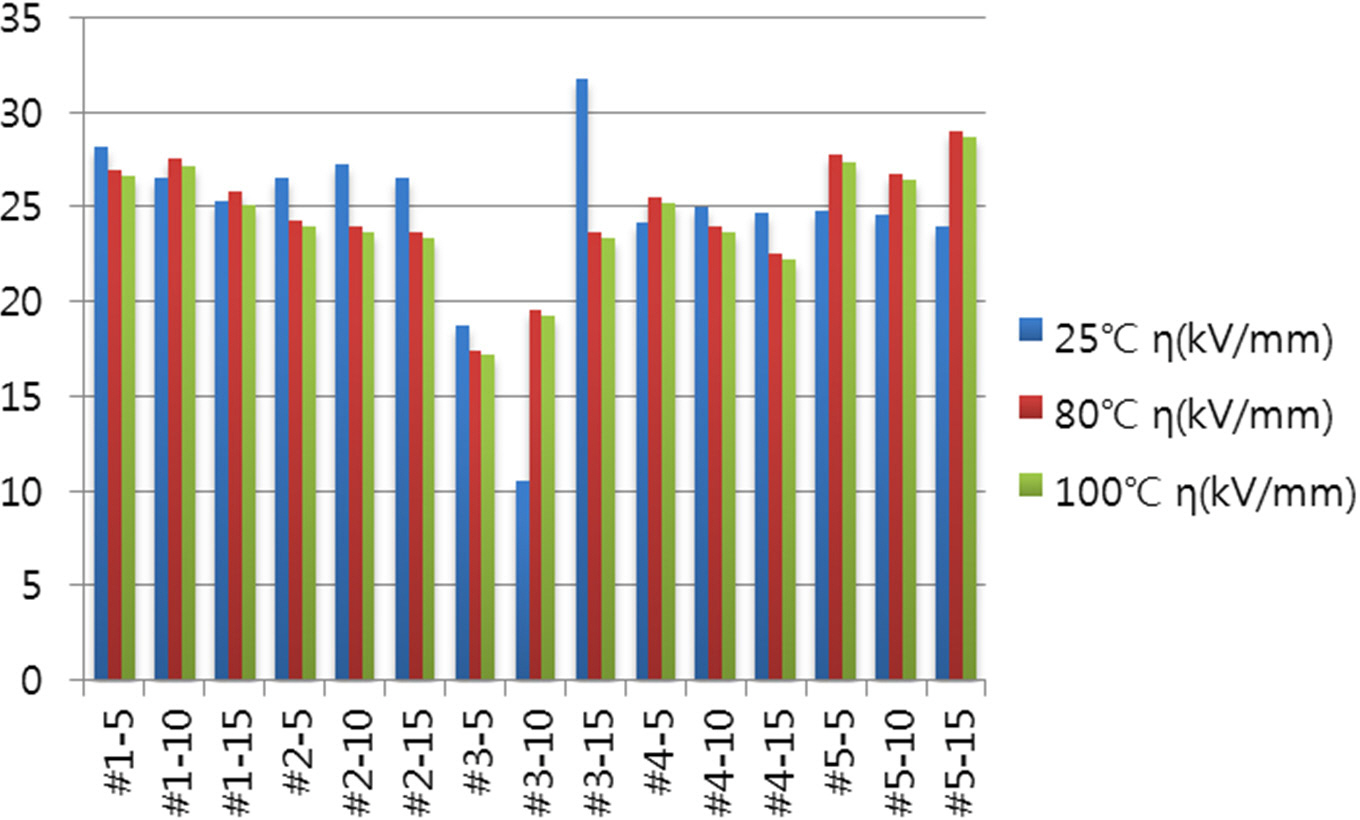
The data obtained from testing for AC breakdown 10 times in total against each specimen was plotted based on average breakdown strength using scaling parameters obtained through Weibull plotting analysis.
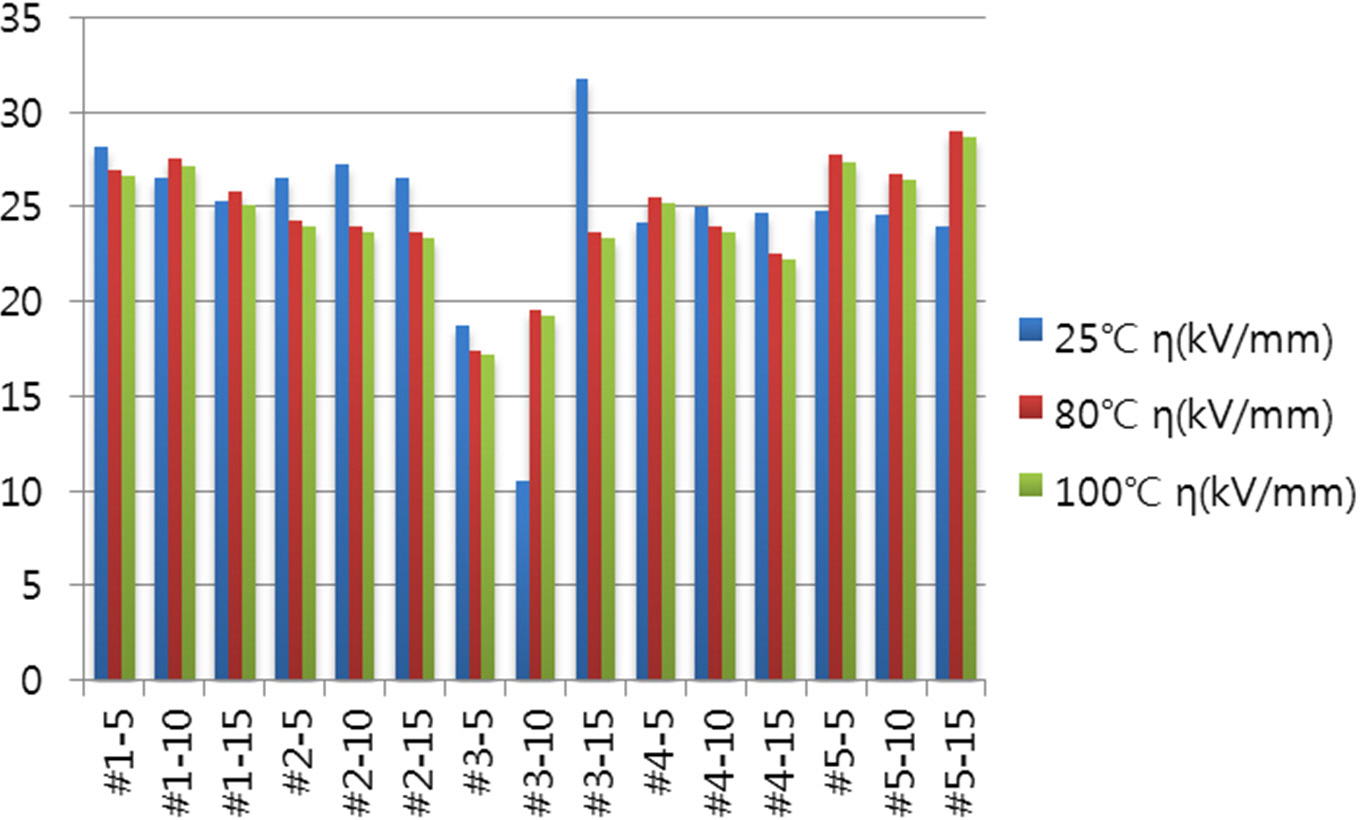
The measured breakdown strength values for common epoxy insulation material were approximately 18-20 kV/mm. Figure 2 shows breakdown strengths resulting from experiments performed at room temperature both below Tg and above Tg based on Weibull distribution analysis.
From Fig. 2, it can be seen that, at room temperature, the C-15 specimen showed the highest breakdown strength, while the ZnO-15 specimen achieved the highest breakdown strength at both 80°C and 100°C. Insulation strength was generally in the range of 17-31 kV/mm. As for the CuO, Ag, and ZnO specimens,their breakdown strengths at high temperature were not dramatically decreased compared with those at room temperature,and in fact a breakdown strength increase was apparent in some cases. The result could be significantly improved due to the temperature effect. It should be noted that the C specimen was excluded as one of the considered epoxy nanocomposite insulation materials. The main reason was that its breakdown strength was lower than that of other materials, and moreover it had poor electrical and thermal properties to the extent that it could not be considered as an insulating material, even during manufacturing. Increasing nanofiller content might reduce the breakdown strength. Therefore, nanofiller was an influencing factor on AC breakdown strength because it behaves as a defect in insulation materials [7].
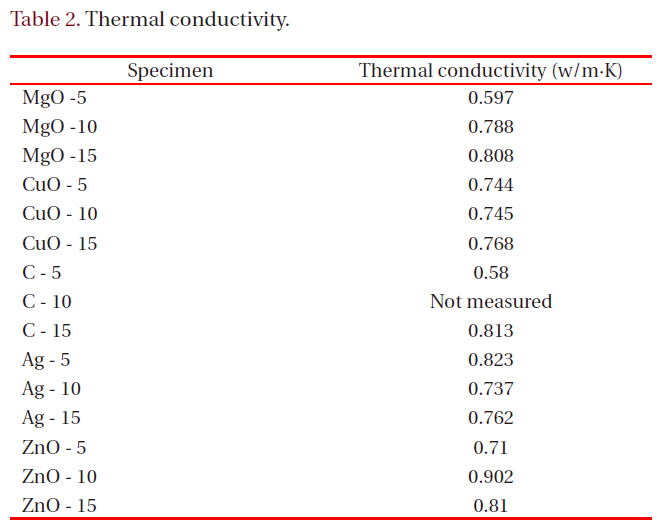
[Table 2.] Thermal conductivity.
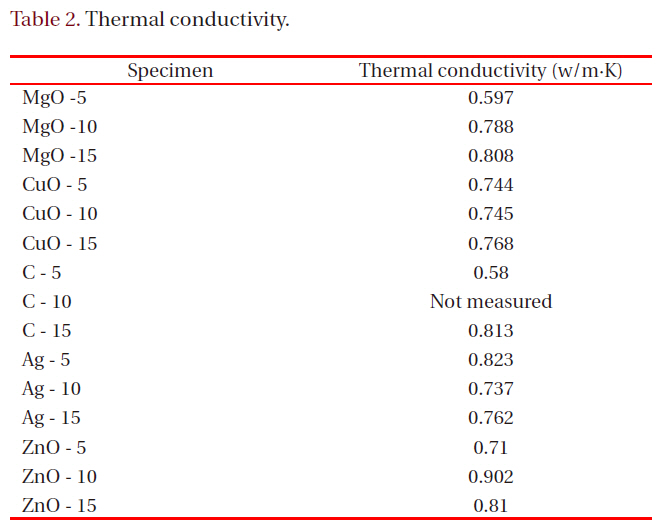
Thermal conductivity.
3.2 Thermal conductivity property
With the higher thermal conductivity of insulating resin in a molded transformer, it might be easier to discharge the heat generated outward during operation. If the energy transferred from the hot side to the cool side through a plate over time(t) is defined as a volumetric Q, then the thermal conductivity rate can be defined as energy transferred per unit time. Table 2 shows thermal conductivity values measured based on the thermal conductivity rate as conceptualized above.
The insulation breakdown strength of epoxy resin decreases as temperature rises; in particular, if the temperature becomes higher than Tg, the breakdown strength decreases drastically.The heat generated in the molded generator arises mainly from copper and iron losses, which occur in the windings and the core and are closely related to overloading. Heat flows to the surface by means of conduction from the winding wires which are the heat generation point, as well as from the iron core through the molded resin insulation materials. Then the heat moves into the surrounding air by radiation from the surface. The thermal conductivity of insulating materials has an impact on the temperature increase; the higher the thermal conductivity, the less will be the temperature rise. Therefore, increasing thermal conductivity can be ultimately as effective as increasing the insulation breakdown strength.
In this study, a prototype was manufactured by adding several kinds of fillers to basic epoxy resin to improve thermal conductivity as described above. Then the thermal conductivity of the prototype was measured and analyzed.
From the measurements of thermal conductivity, it was found that the thermal conductivity with addition of nanofillers tended to show similar or slightly lower values than the average value in most cases, compared with the thermal conductivity in a conventional molded transformer of approximately 0.8 W/m·K.Among the specimens, the ZnO specimens showed an increase in thermal conductivity to approximately 0.902, a 112% increase,when the added volume of nano-ZnO reached 10 phr. However,the C-10 specimen could not be measured for thermal conductivity because of an error during specimen manufacture.
3.3 Thermal expansion coefficient
The difference between the thermal expansion coefficients of the metal and epoxy insulation in a molded transformer gives rise to partial discharge during extended use because of voids or interfacial defects on the inner side of an insulating solid mate-
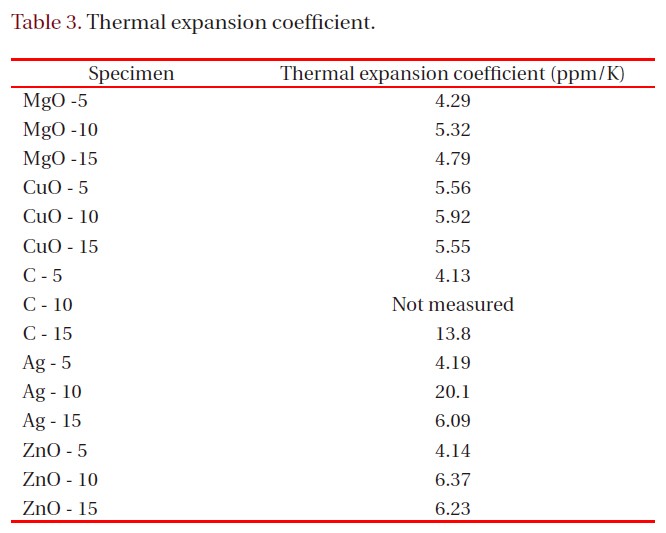
[Table 3.] Thermal expansion coefficient.
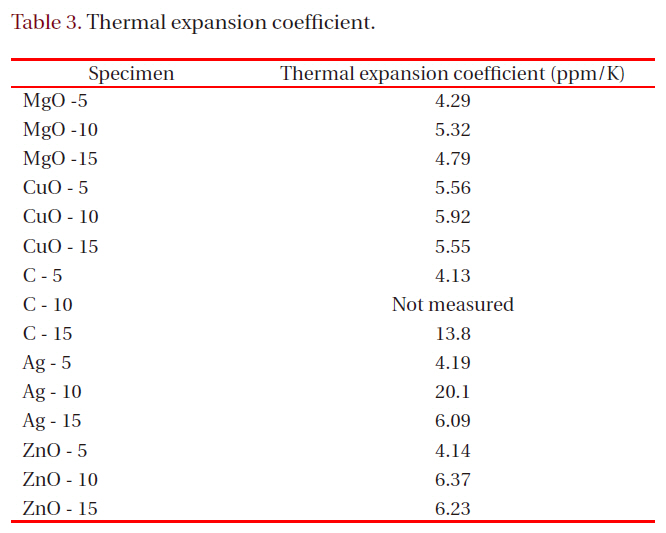
Thermal expansion coefficient.
rial caused by thermal contraction and expansion [8]. In contrast to conventional epoxy insulation materials, such as aluminum with a thermal conductivity coefficient of 2-3 ppm/K, the epoxy insulation shows a value three times higher (T
Table 3 shows thermal expansion coefficient measured based on analysis results. From the experiments measuring thermal expansion coefficients for the proposed specimen, it was evident that, while thermal expansion coefficients were generally lower than micro-filled epoxy, their values could not reach a level similar to metals, but remained at least twice as large. Among the specimens, the MgO specimen was closest to metal, while the ZnO, C-15, and Ag-10 specimens showed the worst results. The thermal expansion coefficient of basic epoxy resin is approximately three times greater when T is less than or equal to Tg, and it has a thermal expansion coefficient of approximately 25 ppm/K.
In this paper, the electrical, thermal, and mechanical properties of epoxy resin used for molded transformers in domestic large-scale electric utilities have been analyzed using the concept of a nanocomposite.
Through measuring and reviewing AC insulation breakdown strength, thermal conductivity, and the linear thermal expansion coefficient of the epoxy composite materials, which were produced by mixing 5-15 phr of several kinds of nanofillers such as MgO, CuO, C, Ag and ZnO with basic epoxy resin, the following conclusions can be drawn:
(1) The improvement in the thermal conductivity of insulating molded resin facilitates the conduction of the heat generated in winding wires and the conductive body of the iron core to the surface. As a result, the temperature rise inside the insulating materials can be decreased. Measurements of the thermal conductivity of the epoxy composite materials that included nanofillers showed an increase of up to approximately 1.09 W/m·K in the prototype if 10 phr of nano-ZnO was added. The thermal conductivity was then increased by approximately 20% with respect to the basic value for epoxy resin (0.8 W/m·K).
(2) The thermal expansion coefficient of epoxy resin was three to four times greater than that of the conductors used for molded transformers. The huge differences in thermal expansion coefficients between the two substances diminish the long-term life expectancy of transformers by generating negative spaces such as voids on the interface. In this study, an epoxy nanocomposite material was manufactured, and its thermal expansion coefficients were measured and reviewed according to the kinds and contents of fillers used. As a result, when the epoxy was filled with 15 phr of MgO, the value was as low as approximately 35 ppm/K, which proved the efficacy of this approach.
(3) The AC insulation breakdown test revealed breakdown strength values of approximately 17-31 kV/mm. Large improvements in breakdown strength at high temperature were confirmed in the epoxy composite materials filled with MgO, Ag, and ZnO.
(4) The final goal of this study was to derive measures of electrical,thermal, and mechanical improvement in the insulating resins used for molded transformers. The key achievement during the first year of this study was the determination of a microepoxy composite that provided remarkable improvements in AC insulation breakdown properties at high temperature. The key achievement during the second year was the development of a nano-micro epoxy composite, which suggested the types and contents of fillers which could achieve improved values of thermal and mechanical characteristics such as thermal expansion coefficient and thermal conductivity as well as insulation breakdown strength. Further studies should address more diverse types of nanofillers and the size and content of mineral particles.