Sulfur hexafluroride (SF6) has played an important role in the electric power industry. However, it has been designated as a greenhouse gas. Therefore, many researchers have investigated developing new insulation systems. Solid insulation systems have attracted attention due to their downsizing of heavy electric apparatuses, as well as their non-use of SF6 gas [1]. Epoxy resin systems are well-known materials in the field of solid insulation systems for heavy electric equipment, such as mold-type transformers,CT/PT (MOF), gas switching gears, and so on, because they have good mechanical and thermal properties, as well as excellent electrical properties [2-4]. In the last two decades, rapid development of epoxy-based composites in electric applications has been achieved to give the epoxy resins much higher electrical performance with lower cost. Usually, they have been used by loading micro-silica particles, typically around 65~80 wt% to achieve the same low-level thermal expansion, as that of copper or aluminum conductor avoiding the exfoliating between the epoxy casting part and the conductor. Many electric apparatus operate under various heat-cycles of outside environmental temperature [5]. Micro-silica can enhance the three-dimensional stability, thermomechanical properties, hydrothermal ageing,and UV resistance of an epoxy matrix during the manufacturing process or their service lives.
However, two dissimilar components in the composites have little affinity, for the surface of the silica particles is hydrophilic,while that of the epoxy matrix is hydrophobic. Therefore, the micro cracks are initiated and propagated from the interface by the periodical heat stress during their service lives owing to the difference between the mismatch of their thermal expansion coefficients. Finally, the electrical, thermal, or mechanical stress is concentrated at the weak points and the breakdown occurs.Thus, the characteristics of the interface are the most important factor to determine the properties of the polymer composites [6-
8]. The filler size should become smaller, if possible, until nanoscale and the affinity between matrix [9-11] and the filler should be improved by the interfacial covalent bonding using coupling agents to overcome the interfacial demerits [12,13].
It is natural that micro- or nano-particles are aggregated in the polymer matrix during their mixing process via the Van der Waals attraction or hydrogen bonding resulting in larger aggregated particles. Therefore, it is very difficult to disperse them homogeneously [14]. Moreover, in the polymer nano-composites the forcibly dispersed nano-particles migrate and re-aggregate during their thermal processing or service life, which would reduce the properties and life cycle of the polymer nano-composites.Therefore, it must be considered to maintain the homogeneous dispersion of nano-particles in the system design step. The surface treatment of the nano-particles by a silane coupling agent can be considered, as a general method, not only to modify the affinity between the polymer matrix and the inorganic particles but also to maintain the homogeneous dispersion of the nanoparticles,because silane coupling agents have inorganic reactive groups on one side and organic functional groups on the other side; thus, the former will bond to the micro- or nano-particles and the latter will react with the polymer matrix, so the inorganic particles can be easily dispersed and the dispersion maintained without migration [14].
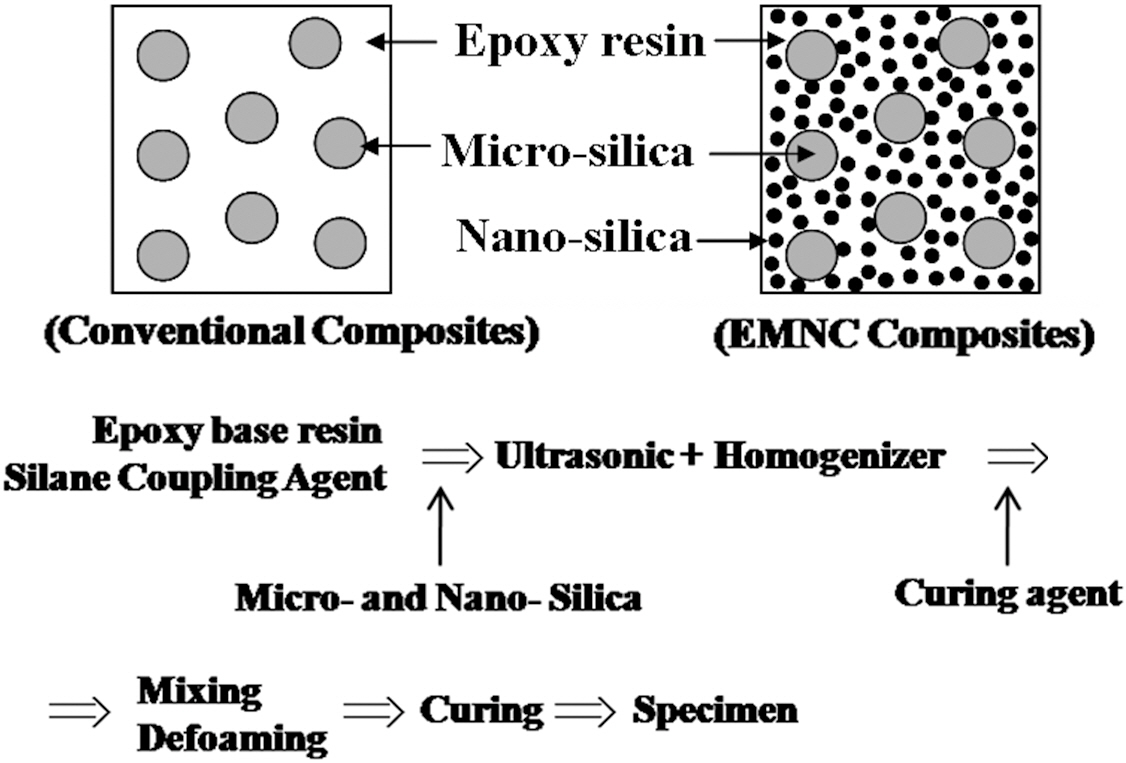
In this paper, we prepared an epoxy/micro- and nano- mixed silica composites (EMNC) system for insulation materials of heavy electric equipment, as expressed in Fig. 1. We expected that nano-silicas to be evenly dispersed among the micro-silicas and the nano-particles would compensate the thermal and mechanical properties of the epoxy/micro-silica system. The effect of the silane-coupling agent will be reported in a later paper.
A commercial DGEBA (diglycidyl ether of bisphenol A) type epoxy resin, YD 128 (Kukdo Chem. Co., Seoul, Korea) was used.The equivalent weight was 184~190 and the viscosity was 11,500~13,500 cps at 25℃. The curing agent was Me-THPA (3-or 4-methyl-1,2,3,6-tetrahydrophthalic anhydride) whose grade name was HN-2200 (Hitachi Chem. Co.). It is widely used in the field of electric insulation. An accelerator was BDMA (benzyldimethyl amine, Kukdo Chem. Co.).
Two kinds of silica particles were used. The average diameter of the first was 10 nm (nano-scale), purchased from Nanostructure& Amorphous Materials Inc. (Los Alamos, New Mexico
87544, USA). The other was 3 ㎛ (micro-scale) from Sibelco Asia with a CA0020grade. They were dried at 110℃ for 24 hours in a vacuum oven and stored in a desiccator before use.
Figure 1 shows the specimen preparation procedure. The epoxy base resin was mixed by a homogenizer (T 25 digital ULTRATURRAX,ICA) at 5,000 rpm for 10 minutes. Various contents of micro- and nano- silicas were dispersed into the resin by the homogenizer at 10,000 rpm for 30 minutes together with a 500 W probe-type ultrasonic processor (VC 505, Sonics & Materials Inc.,Connecticut, USA) at a frequency of 20 kHz. Then, curing agent(80 phr) and accelerator (0.9 phr) were mixed by the homogenizer 5,000 rpm for 10 minutes. The mixed compound was poured into a specimen mold after defoaming in a vacuum oven and cured at 120℃ for 2 hours and post-cured at 150℃ for 2 hours.
The sample names were denoted as EMC-
Differential scanning calorimeter (DSC) analysis was performed by MDSC2910 (TA Instrument Ltd., USA) to confirm the complete cure of epoxy systems. The aluminum pan containing about 5 mg of the cured sample was placed in the DSC cell. It was heated at the heating rate of 10°C/min in the nitrogen flow at a rate of 60 mL/min.
Dynamic mechanical analysis (DMA2980, TA Instrument Ltd.)was performed in a shear mode at a 1.0 Hz frequency; the heating rate of 10°C/min. The sample dimension was 12.5 × 7.0 × 3.0 mm and the air purge rate was 110 mL/min.
Tensile and flexural tests were performed by the universal testing machine (SHM-C-500, Shamhan Tech, seoul, Korea). Specimens for tensile test were prepared under the recommendation of JIS B7502; they were tested at a crosshead speed of 10 mm/min at 23℃ and 50% relative humidity. Specimens for flexural test were prepared by the three point bending method with the recommendation of JIS B7507 at a size of 70 × 10 × 4 mm. The span length was 50 mm and crosshead speed was 10 mm/min, at the same temperature and humidity in the tensile test.
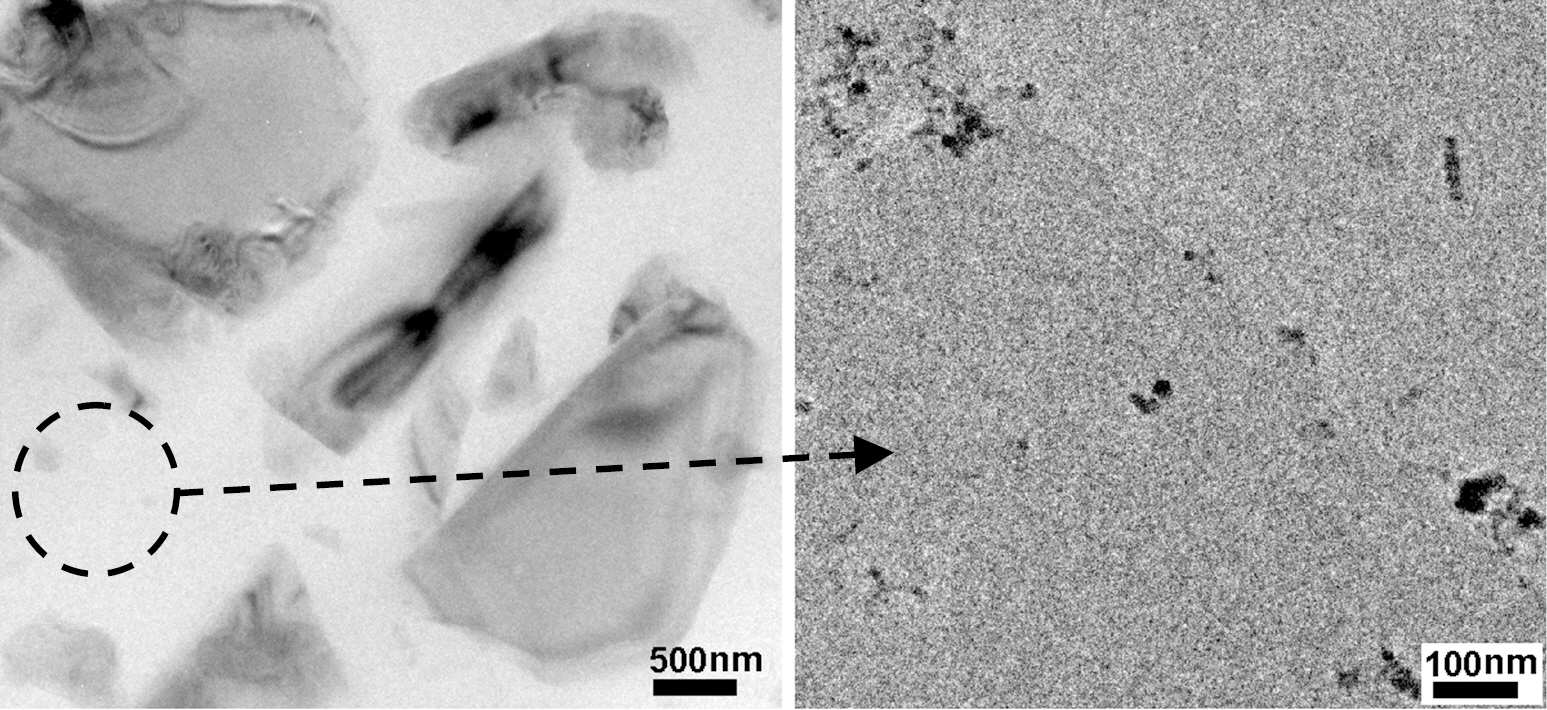
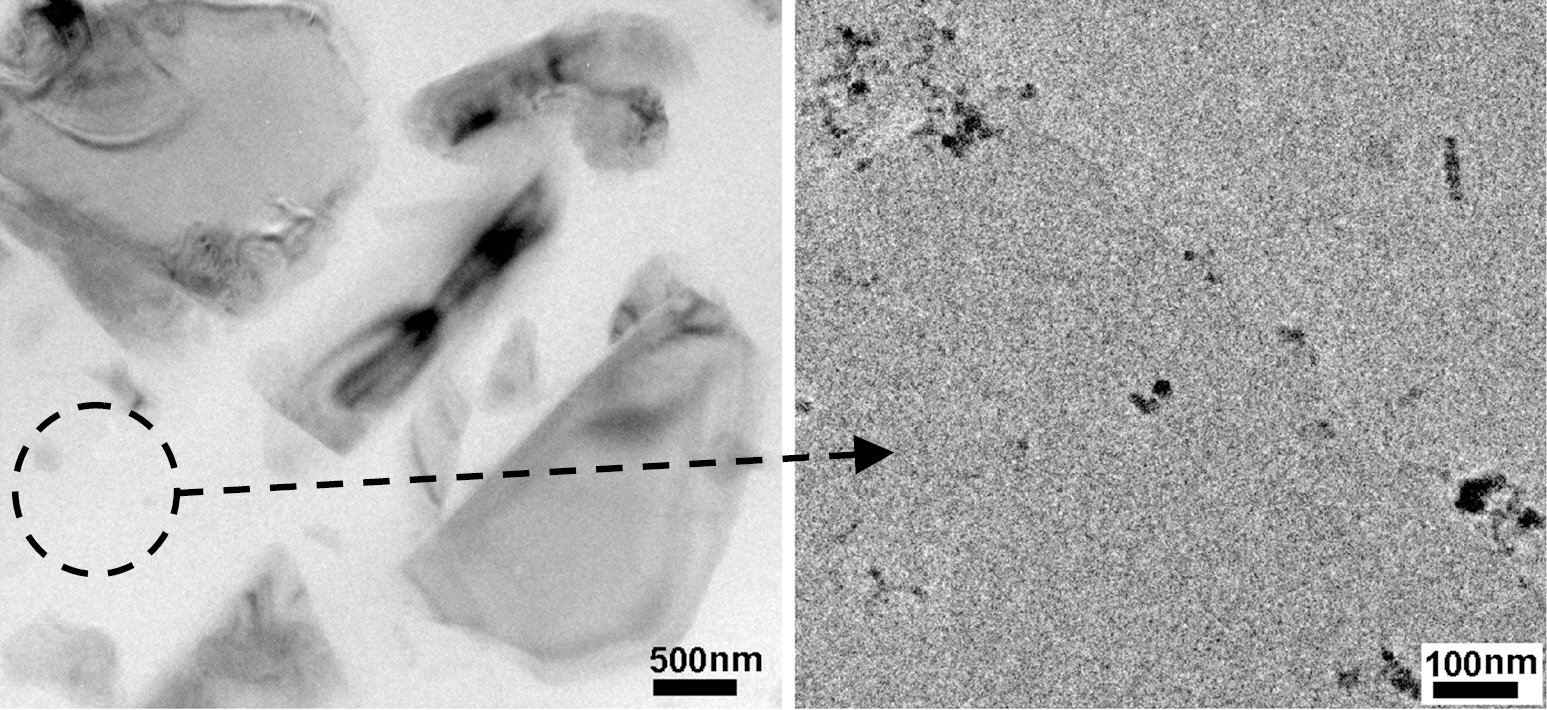
Transmission electron microscopy images in Fig. 2 show the nano-silicas were comparatively well dispersed among the evenly dispersed micro-silicas, as was expected in the scheme of Fig. 1. Some nano-silicas were gathered; however, their numbers were
slight.
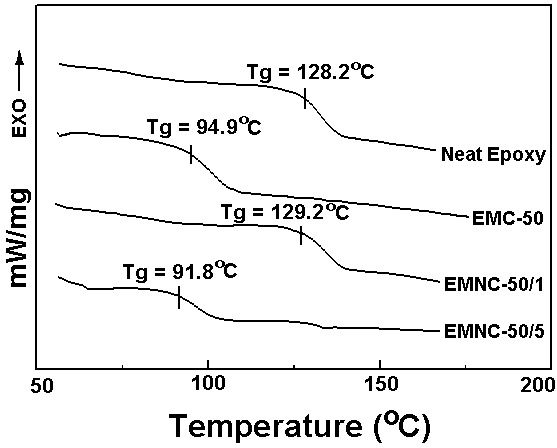
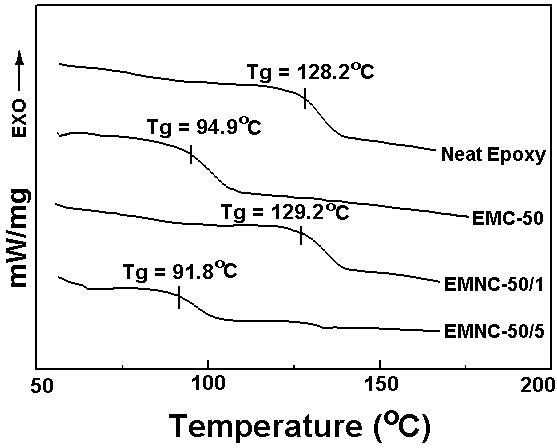
The glass transition temperature (Tg) of a polymer should be considered to investigate the electrical and mechanical properties of the polymeric materials, as it is closely related to the polymer chain structure, such as backbone, branching, and degree of crosslink. Figure 3 shows the DSC curves for neat epoxy, EMC-50, EMNC-50/1 and EMNC-50/5 at a heating rate of 10℃/min,where all samples were pre-cured at 150℃ for 2 hours after curing at 120℃ for 2 hours. All curves showed no exothermic heat above Tg. This implied these systems were completely cured,without the remaining unreacted functional groups that could generate heat under the cure condition of this measurement.
Tg of the neat epoxy matrix was 128.2℃ and that of EMC-50 was 94.9℃; this was lowered of 33.3℃. When micro-silica was excessively filled into the epoxy matrix during the cure
In Processing, the silica particles disturbed the mobility of the epoxy functional groups, so that crosslink density became lower.When 1 phr of nano-silica was filled to the conventional EMC-50,Tg of EMNC-50/1 appeared at 129.2℃, which was a similar value to that of neat epoxy matrix; however, that of EMNC-50/5 was 91.8℃, which was 36.4℃ lower than that of neat epoxy matrix.This meant that 1 phr of nano-silicas may have filled the gap of micro-silicas effectively, so the physical crosslink density became higher through the hydrogen bonding between the hydroxyl groups on the silica surface and the hydroxyl groups generated from the epoxy reaction. However, 5 phr of nano-silica was so overdosed that they aggregated with each other or with microparticles during the mixing process; therefore, the mobility of the epoxy functional groups was hindered, so that crosslink density became lower.
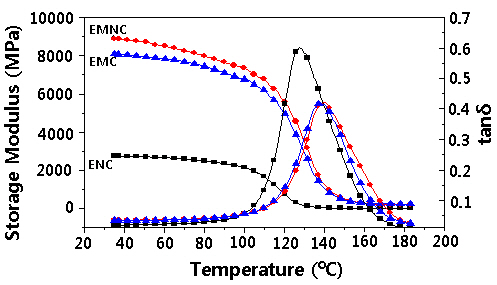
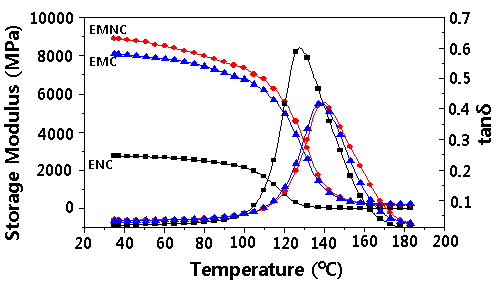
Figure 4 showed DMA curves for EMC-335, ENC-4, and EMNC-335/4, cured at 120℃ for 2 hours and post-curing at 150℃ for 2 hours. The content of micro-silica was 335 phr and that of nanosilica was 4 phr. EMNC was composed of 335-phr micro-silica and 4-phr nano-silica. The storage modulus of ENC-4 system at 40℃ (at glass state) was 2,745 MPa and that of EMC-335 was 8,050 MPa, 2.93 times higher, while that of EMNC-335/4 was 8,835 MPa, 785 MPa higher than that of EMC-335. When 4 phr of nano-silica was added to the epoxy matrix, the nano-silica could not anchor the epoxy chains, because the nano-particle could be easily moved at the glass state. However, micro-silica could anchor the epoxy chains by hydrogen bonding between silanol groups on the silica surface and hydroxyl groups in the epoxy matrix, so the mobility of the epoxy chains became disturbed.As the atmosphere temperature increased, storage modulus (G')
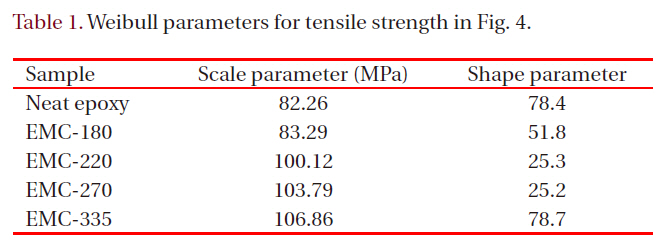
[Table 1.] Weibull parameters for tensile strength in Fig. 4.
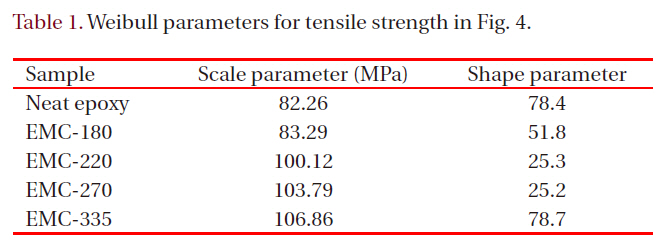
Weibull parameters for tensile strength in Fig. 4.
decreased and abruptly dropped at the glass transition state,where loss modulus (G") abruptly increased. Therefore the peak temperature of tanδ, which was expressed as tanδ= G"/G', was lowered by the addition of micro-silica. It agreed well with the Tg value from the DSC curve.
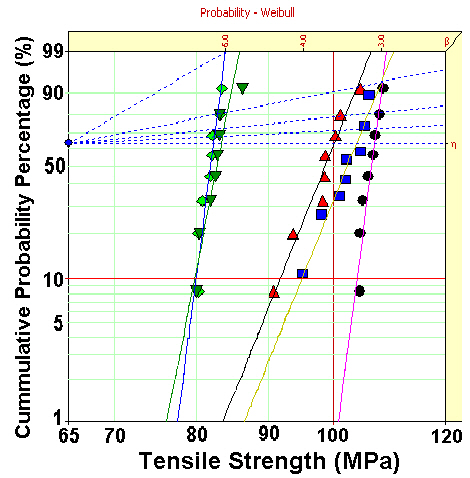
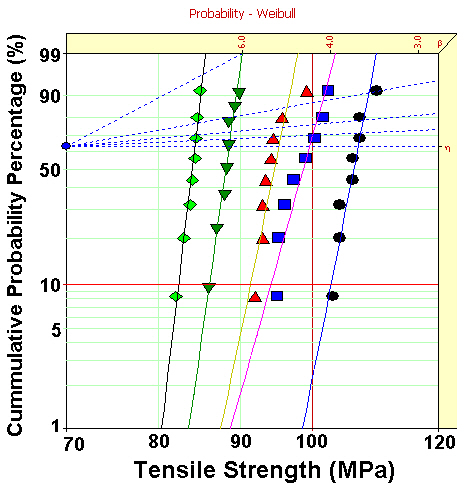
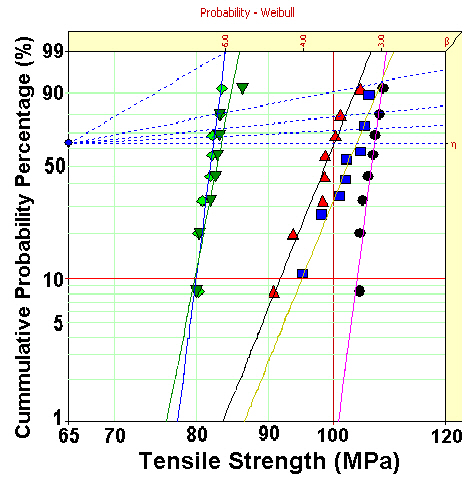
Figure 5 shows Weibull plots of tensile strength for EMCs with various contents of micro-silica (3 ㎛). The tensile strength of neat epoxy was 80~83 MPa and its scale parameter was 82.26 MPa with the shape parameter of 78.4. The scale parameter increased,as the content of micro-silica increased. In EMC-335,all the data point of tensile strength were positioned between
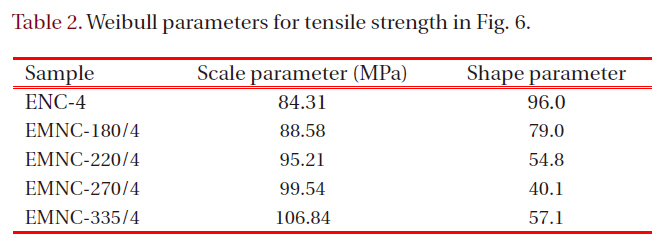
[Table 2.] Weibull parameters for tensile strength in Fig. 6.
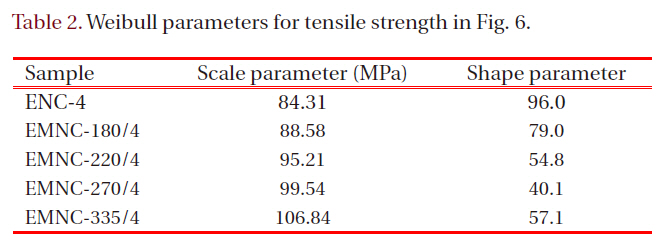
Weibull parameters for tensile strength in Fig. 6.
104~108 MPa and its scale parameter was 106.86 MPa 30% higher than that of neat epoxy. Table 1 displays the scale parameters and shape parameters for EMC systems.
Figure 6 shows Weibull plots of tensile strength for microand nano-mixture composite (EMNCs) with various contents of micro-silica (3 ㎛) and 4 phr of nano-silica (10 nm). The tensile strength of ENC-4 was 84.31 MPa, slightly higher than that of the neat epoxy; it increased, with the increasing content of microsilica.The tensile strength of EMNC-335/4 was 106.86 MPa, 26%higher than that of ENC-4. Table 2 displays all the scale parameters and shape parameters for EMNCs.
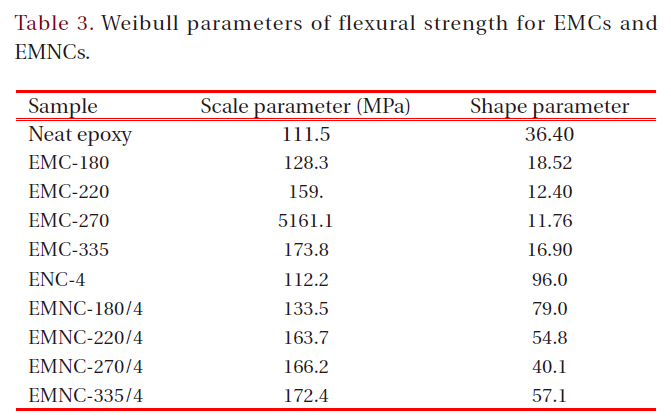
Table 3 shows Weibull parameters of flexural strength for neat epoxy resin, ENC, EMCs and EMNCs. Statistical analysis showed that flexural strength of the neat epoxy was 111.5 MPa and that for the ENC-4 was 112.2 MPa. Flexural strength increased, regardless of EMCs and EMNCs, as the content of micro-silica increased.
A new insulation material for heavy electric equipment was prepared by mixing epoxy matrix and nano-silica and micro-silica,where the nano-size was 10 nm and micro-size was 3 ㎛. The storage modulus of ENC-4 at 40℃ (at glass state) was 2,745 MPa and that of EMC-335 was 8,050 MPa, 2.93 times higher, while that of EMNC-335/4 was 8,835 MPa, 785 MPa higher than that of
[Table 3.] Weibull parameters of flexural strength for EMCs andEMNCs.
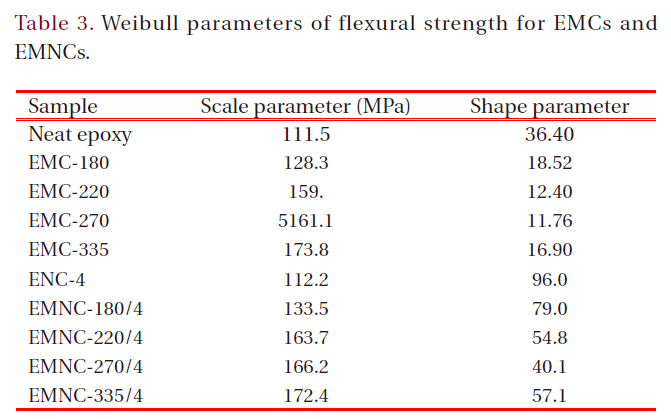
Weibull parameters of flexural strength for EMCs andEMNCs.
EMC-335. The tensile strength of neat epoxy was 82.26 MPa and for EMC-335 was 106.86 MPa, 30% higher, while that of EMNC-335/4 was 106.84 MPa. The flexural strength for neat epoxy resin,ENC-4, EMC-335, and EMNC-335/4 were 111.5 MPa, 112.2 MPa,173.8 MPa, and 172.4 MPa, respectively. As the content of microsilica increased, tensile and flexural strength increased regardless of EMCs and EMNCs. The best component of epoxy/curing agent/micro-silica/nano-silica was 100/80/335/4.
![Preparation of epoxy/micro- and nano- mixed silica composites(EMNC) [1].](http://oak.go.kr/repository/journal/10898/E1TEAO_2011_v12n3_98_f001.jpg)