The blends of polycarbonate (PC) and poly(methyl methacrylate) (PMMA) have been studied extensively for several decades, since they represents an excellent model system in a core polymer science, exhibiting the lower critical solution temperature (LCST) behavior [1-5]. PC has been utilized as structural material such as LCD display case due to its strong impact strength although its surface hardness is weak. In recent years, PC/PMMA alloy is spotlighted in the plastic industry, since it has been utilized as a scratch-resistant housing of electronics such as mobile phone and LCD display due to high surface hardness of PMMA and due to high impact strength of PC [1].
PC/multiwall carbon nanotube (MWCNT) or PMMA/MWCNT nanocomposites have been of growing interest due to their mechanical [6,7] and electrical properties [8-10]. The incorporation of MWCNT into PC or PMMA may have another potential in plastic industry, as CNT shows blackness blacker than conventional black colorant of carbon black [11].
PC/PMMA/MWCNT nanocomposites could be potential materials for electronics housing, exhibiting good impact strength, high surface hardness, and blackness. To date, many researches devoted to investigation of mechanical properties, electrical properties for PC/MWCNT nanocomposites [6-10], and investigation of dispersion property and sensor functional material for PMMA/CNT nanocomposites [10-19]. However, little attention has been focused on PC/PMMA/CNT composites.
The purpose of this work is to investigate the compatibility between PC and PMMA in PC/PMMA/MWCNT nanocomposites. When the molecular weights of both components are higher than the critical values in the Flory-Huggins model, PC/PMMA alloys are well known to be partially miscible [22], where a certain portion of PMMA is diffused into PC-phase and vice versa. In this work, we demonstrated that more PMMA molecules are diffused into PC-rich phase by adding MWCNTs to PC/PMMA alloys. We have also presented the morphology, mechanical properties, electrical properties, and die swell behavior of PC/PMMA/MWCNT nanocomposites.
The PC and PMMA used in this study was LG-DOW 300-10 and LG-IH830, respectively. The characteristics of PC and PMMA are listed in Table 1. Multiwall carbon nanotubes (MWCNTs) were synthesized by the catalytic reaction of C2H4 over Fe/Mo/Al2O3 catalyst at 923 K in an Ar/H2 atmosphere as reported in previous works [20,21]. The mesoscopic shape of MWCNT was characterized by the static bending persistence length (lsp) which was determined to be 271 nm [20,21]. The average outer diameter and the average inner diameter were evaluated by transmission electron microscopy (TEM, JEOL-3011, 300 kV) and found to be 21 nm and 6.5 nm, respectively. Raman measurement (Horiba Jobin-Yvon HR800 UV) was done to evaluate the overall crystallinity of the nanotubes. ID/IG ratio was evaluated to be about 1.08.
[Table 1.] Characteristics of polymer samples used in PC-PMMA alloy

Characteristics of polymer samples used in PC-PMMA alloy
The melt blending of PC, PMMA and MWCNT was performed in a co-rotating twin-screw extruder at 533 K with an apparent shear rate (4Q/πR3) of 80 s-1. The weight fractions of PC/PMMA blend composition were 1.0, 0.75, 0.5, 0.25 and 0.0. And the weight fractions added MWCNT were 0.05, 0.03, 0.01 and 0.00.
The blend morphology was examined by Scanning Electron Microscopy (SEM) using a JEOL model JSM-6700F. The samples were cryogenically fractured in liquid nitrogen and then PC was etched by 30% NaOH solution. The surfaces were coated with platinum (99%) to avoid charging.
Thermal analyses were carried out using a Differential Scanning Calorimetry (DSC) Q10 system (TA Instruments) at a heating rate of 20 K/min from 298 to 513 K under a nitrogen atmosphere. The glass transition temperature (Tg) was taken from a second scan to ensure reproducible thermograms free of prior thermal history effects. Tg was defined by the intersection of the straight lines through the glassy state baseline and through the transition zone.
2.5. Electrical and Mechanical Properties
The PC/PMMA/CNT composites were compressionmolded using a Carver laboratory press at 533 K into sheets of 1.5 mm thickness and then cooled at room temperature. Then, the surface resistance of the CNT film was measured by the ‘Van der Pauw’ method using an electrical analysis system (Model 2400, Keithly).
The blends were injection-molded using a 100 MT injection molding machine into a test specimen. The tensile strength was measured by ASTM D638 using universal testing machine.
3.1. Thermal Properties and Phase Compositions
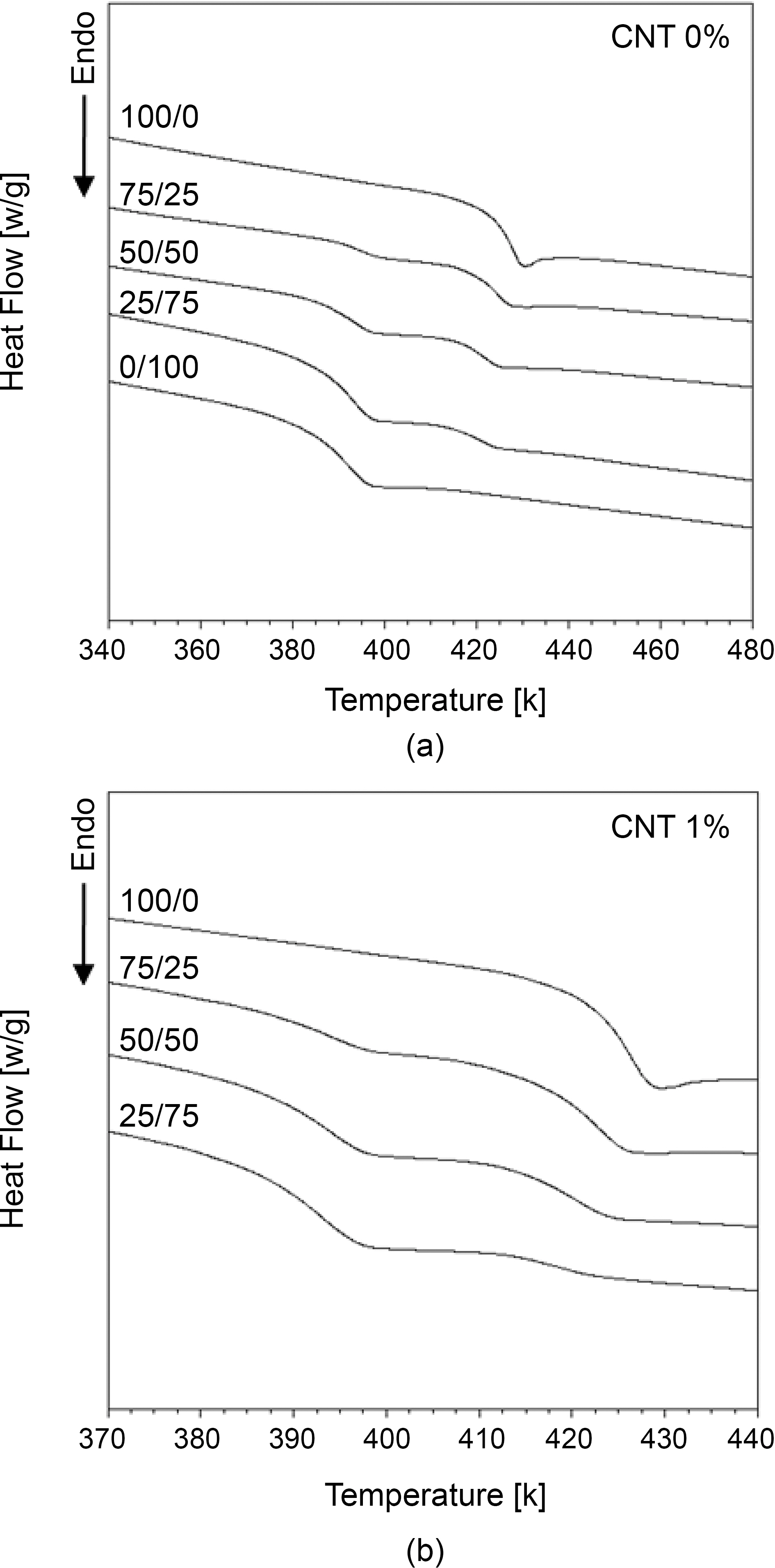
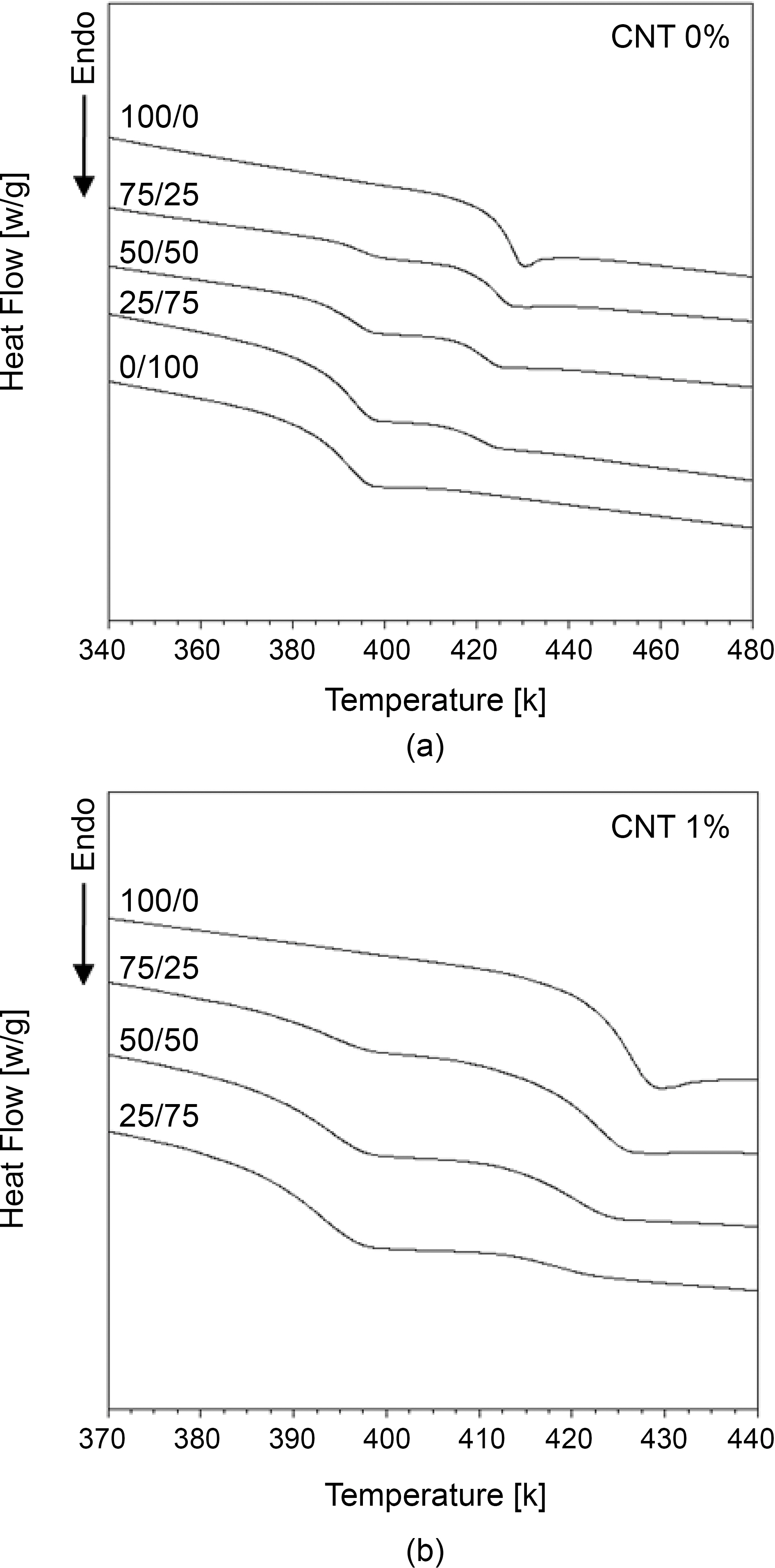
DSC thermograms for PC/PMMA alloys and PC/PMMA/
MWCNT nanocomposites with 1 wt.% MWCNT are shown in Fig. 1.
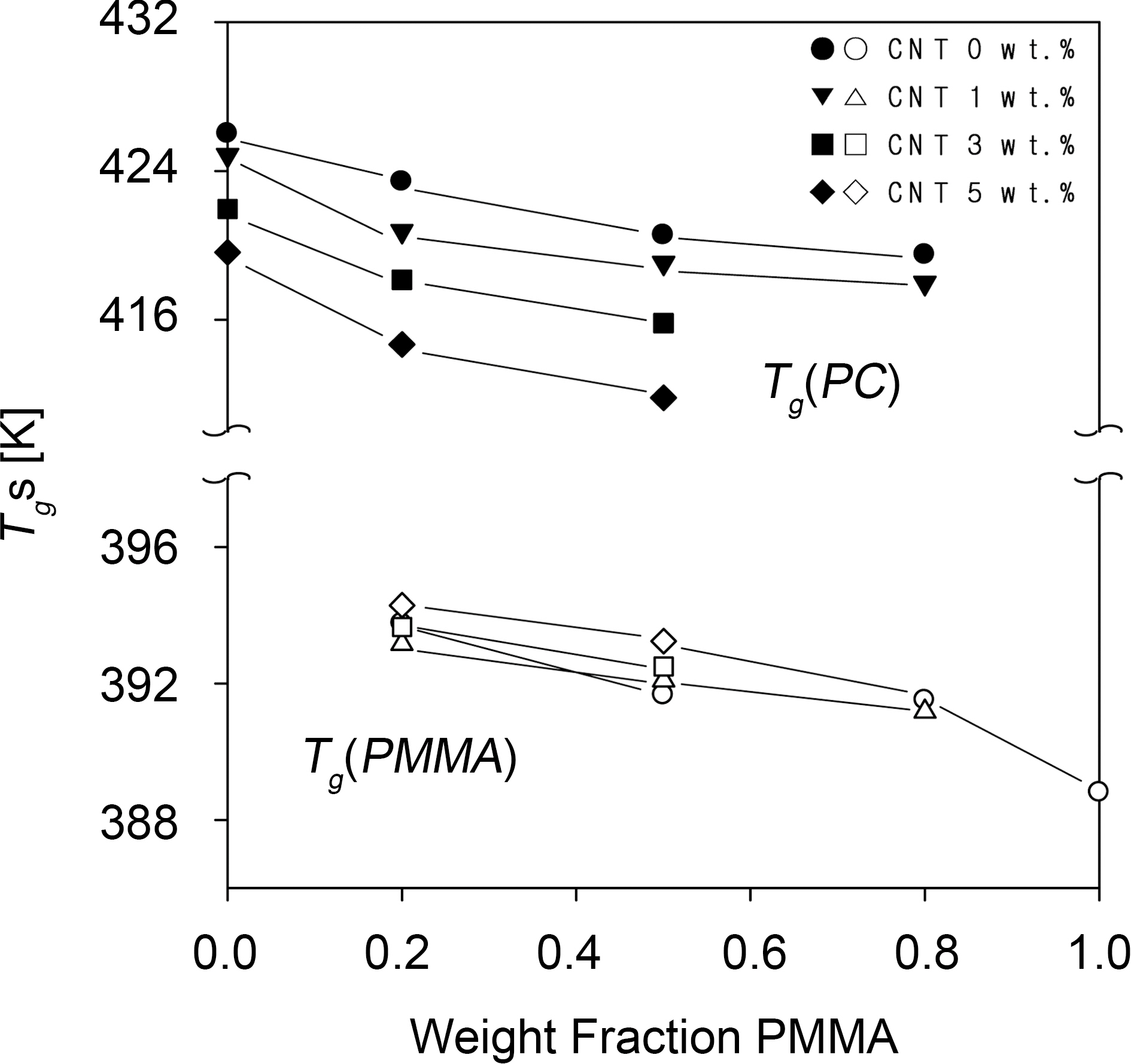
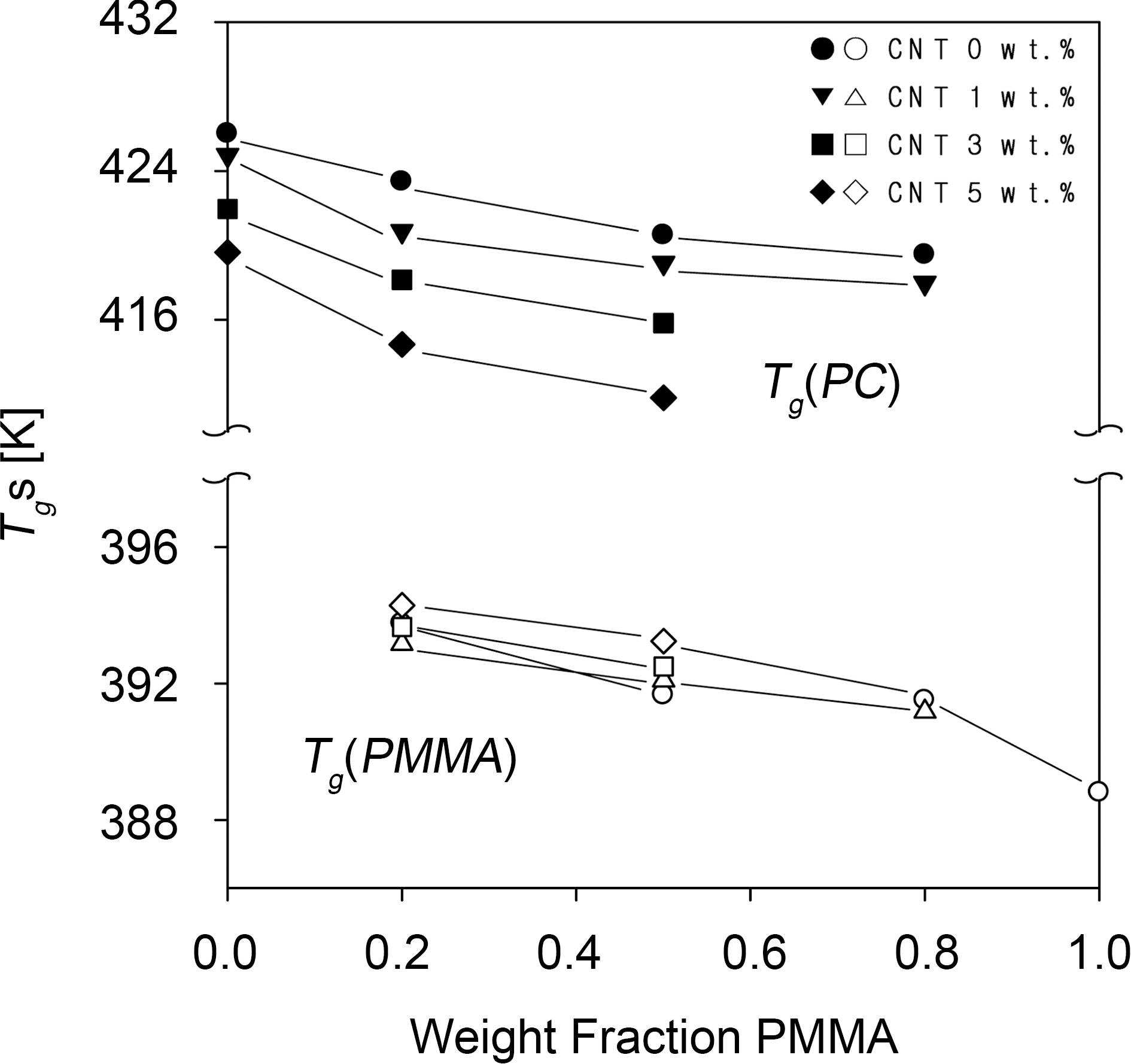
Glass transition temperatures of PC and PMMA in PC/PMMA alloys and in PC/PMMA/MWCNT nanocomposites are presented in Fig. 2. PC/PMMA alloys are shown to be partially
miscible, as the shifts of two glass transition temperatures were observed in Fig. 2.
The glass transition temperatures (Tgs) of PC in the PC/PMMA alloys are shown to decrease with an increase in the PMMA weight fraction, and Tgs (PMMA) in the PC/PMMA alloy are shown to increase with an increase of the PC weight fraction. Tgs (PC) are lower in the PC/PMMA/MWCNT nanocomposites than those in the PC/PMMA alloy. On the contrary, Tgs (PMMA) are higher in the PC/PMMA/MWCNT nanocomposites than those in the PC/PMMA alloy. The further increases of Tgs (PMMA) in the
PC/PMMA/MWCNT nanocomposites may be ascribed to the enhanced miscibility between PC and PMMA. That is, more portion of PC may diffuse into PMMA-rich phase by compatibilizing effect of MWCNT. However, it could not be totally excluded that the interaction between PMMA and MWCNT may do a certain role on the increment of Tgs. We had also observed that Tgs (PMMA) were increased about 0.2 K by adding 1.0 wt.% MWCNT into PMMA by melt mixing at 533 K. Therefore, the further increases of Tgs (PMMA) in PC/PMMA/MWCNT nanocomposites are caused both by the enhanced miscibility between PC and PMMA and by the interaction between MWCNT and PMMA.
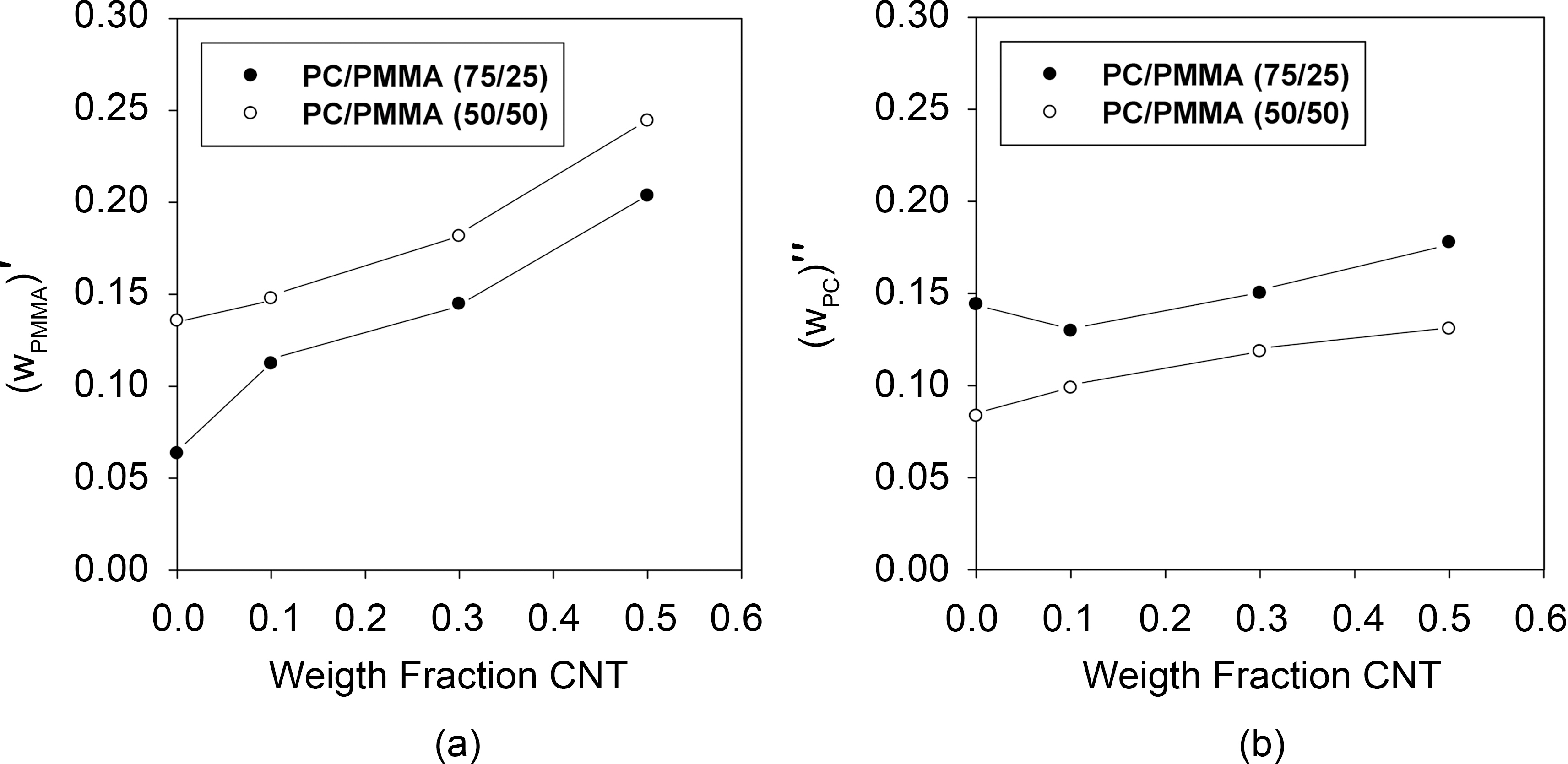
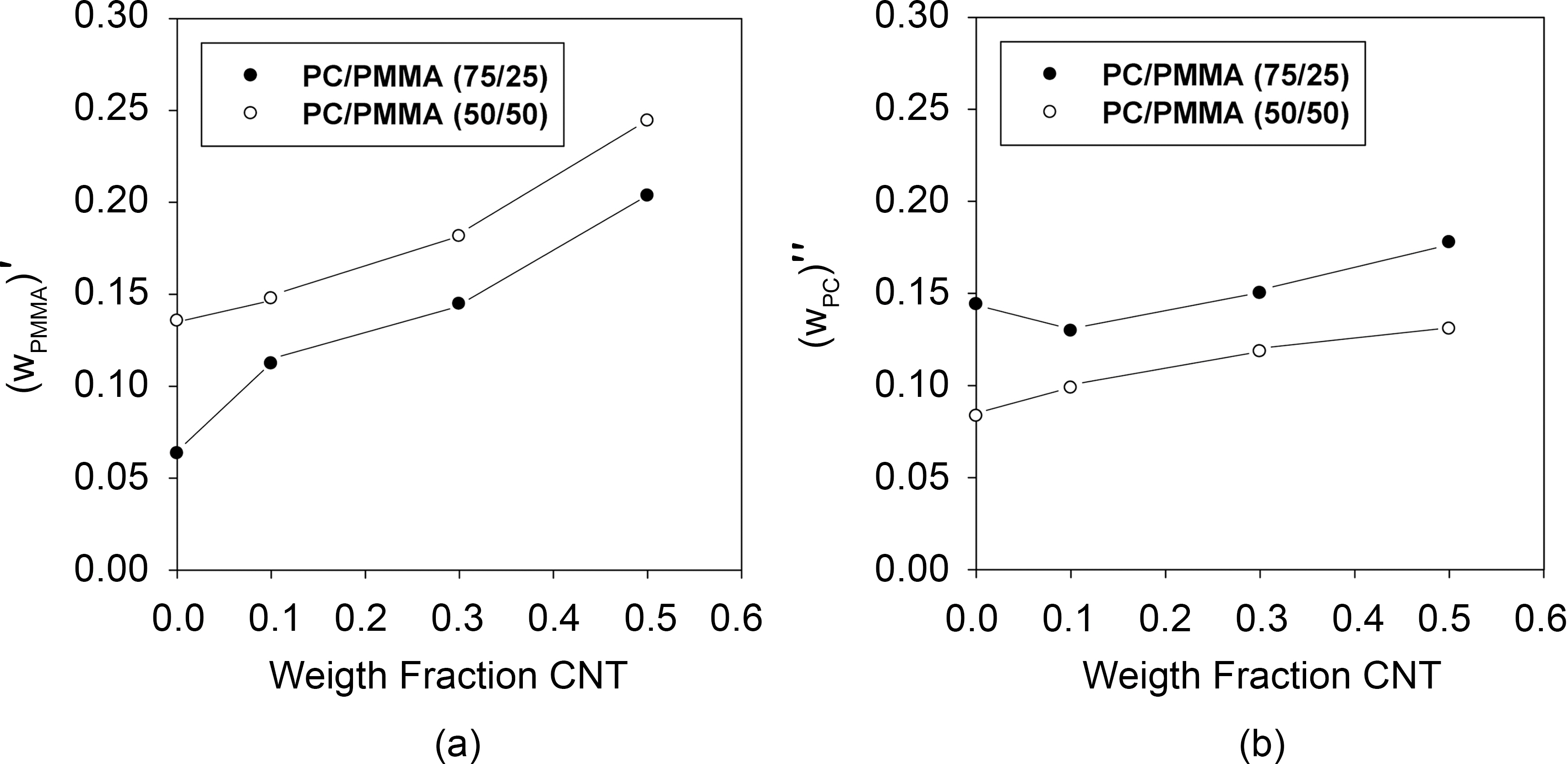
However, it is clear that the further decreases of Tgs (PC) in PC/PMMA/MWCNT nanocomposites are mainly ascribed to the enhanced miscibility between PC and PMMA. Fox equation is available to obtain the apparent weight fraction of PC-rich phase and PMMA-rich phase as in Eqs. (1) and (2) [22].


where w'2 is the apparent weight fraction of polymer 2 in the polymer 1-rich phase. T 'gi is the observed Tg of polymer
3.2. Morphology of PC/PMMA/MWCNT Nanocomposites
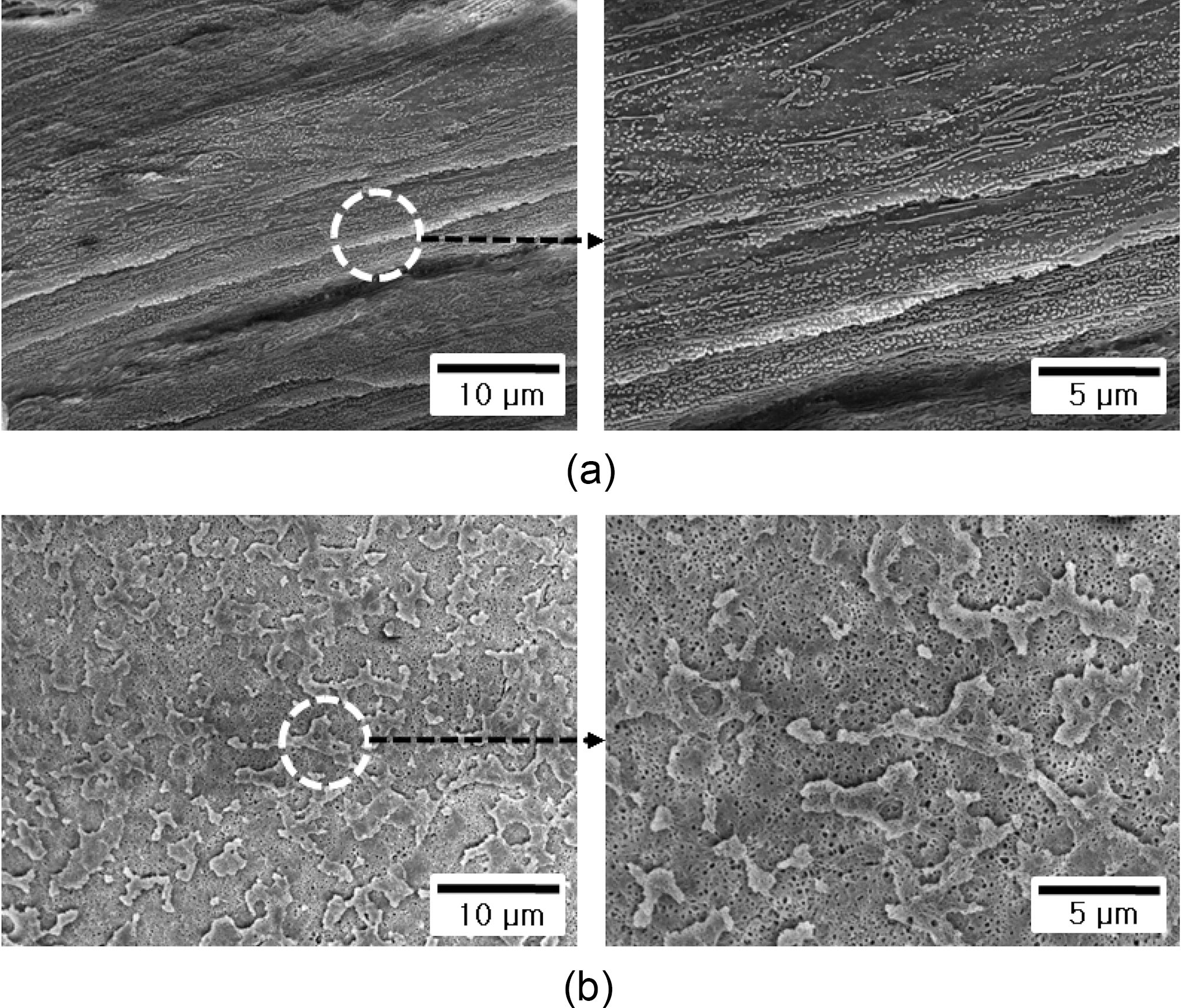
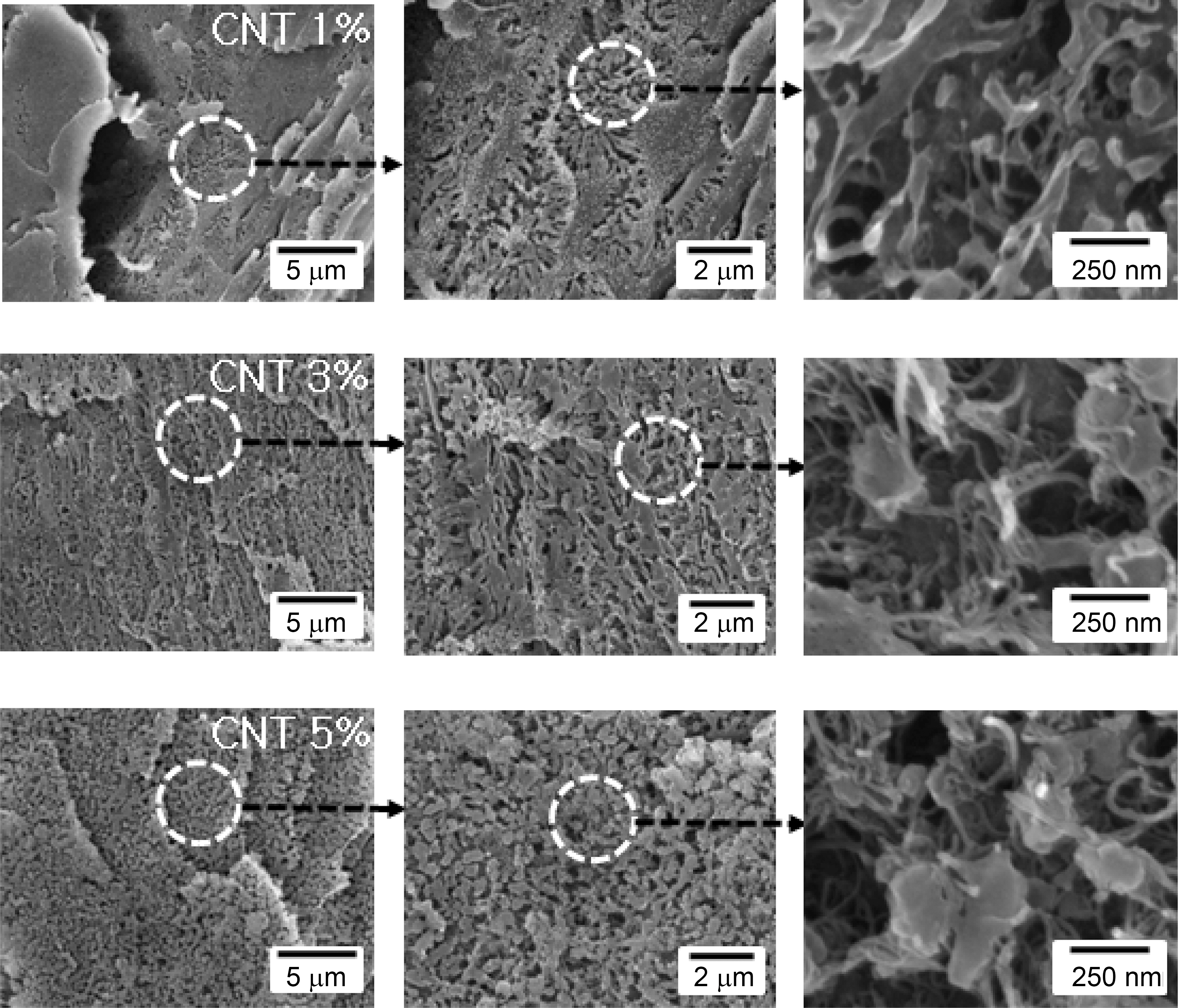
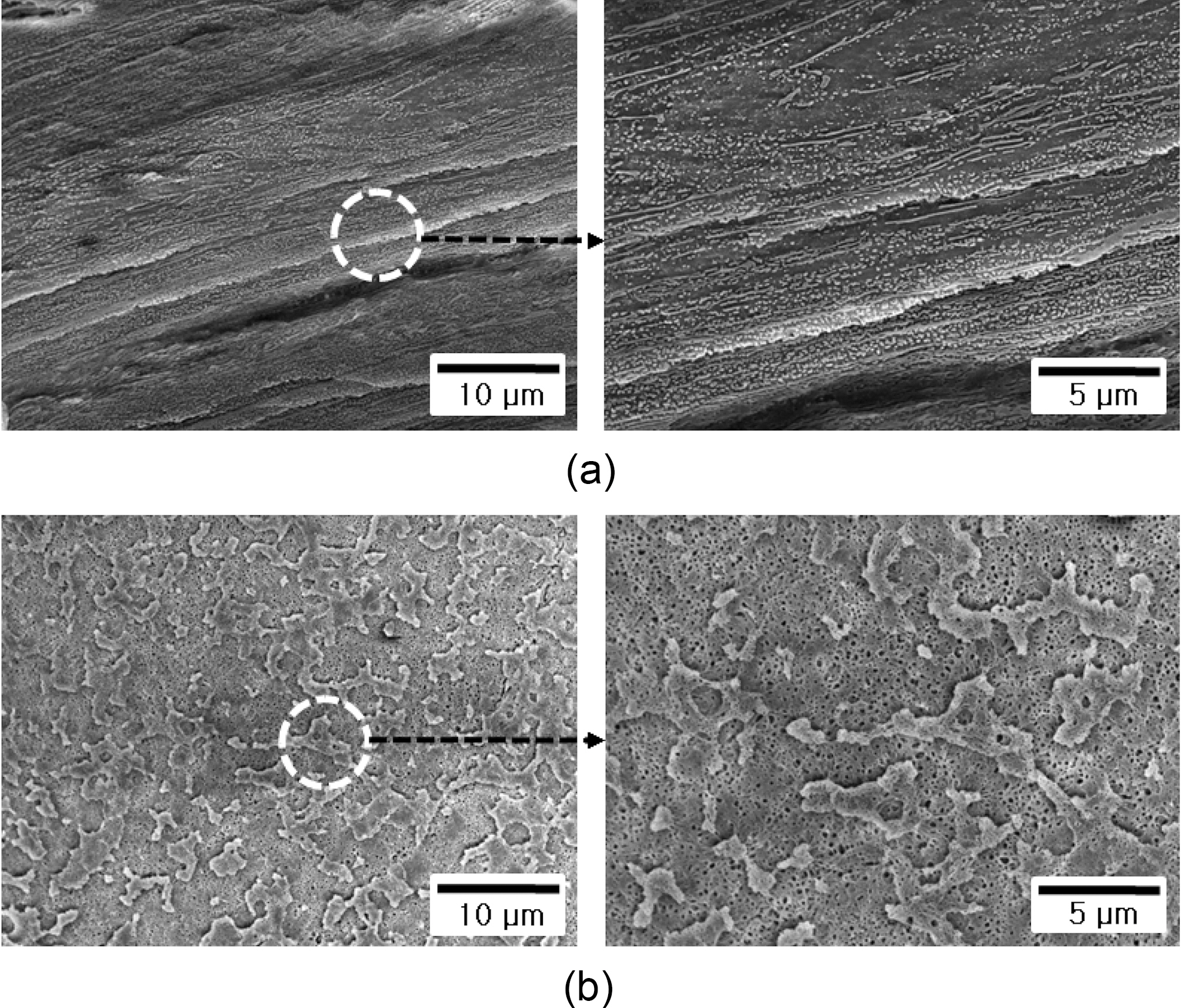
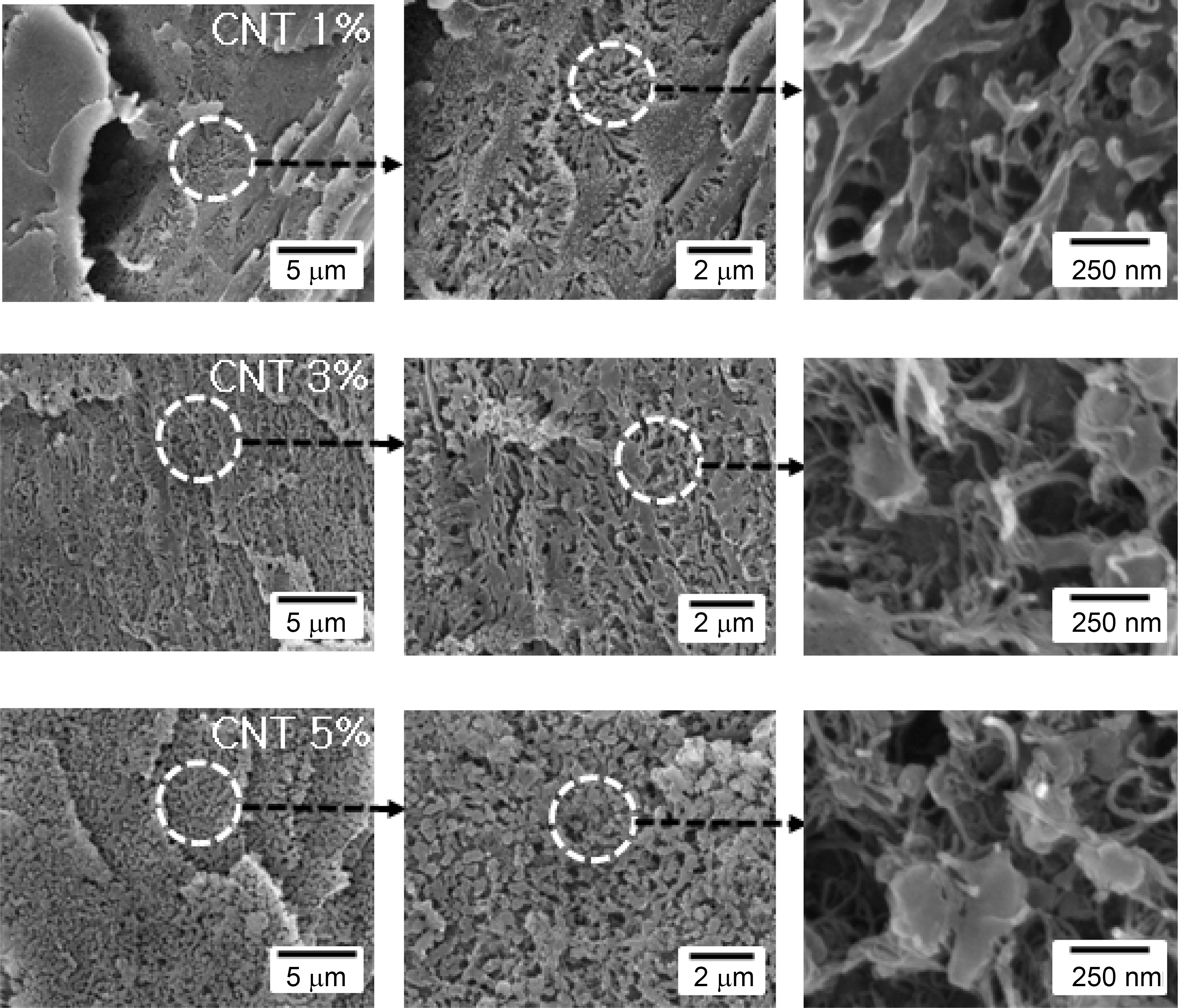
Fig. 4 shows SEM images of cryogenically cross sectioned surface of PC/PMMA (75/25) and (50/50) alloys. Because PC has been etched by 30% NaOH solution, protrudedimage is PMMA-rich phase in Fig. 4. In PC/PMMA (75/25) alloy, PMMA-rich dispersions and PC-rich matrix are observed. In PC/PMMA (50/50) alloy, co-continuous morphology is observed. Fig. 5 shows SEM images of cryogenically cross sectioned surface of PC/PMMA (75/25)/MWCNT nanocomposites. The SEM images show that PMMA-rich dispersions are dangled along MWCNT axis like bead necklace.
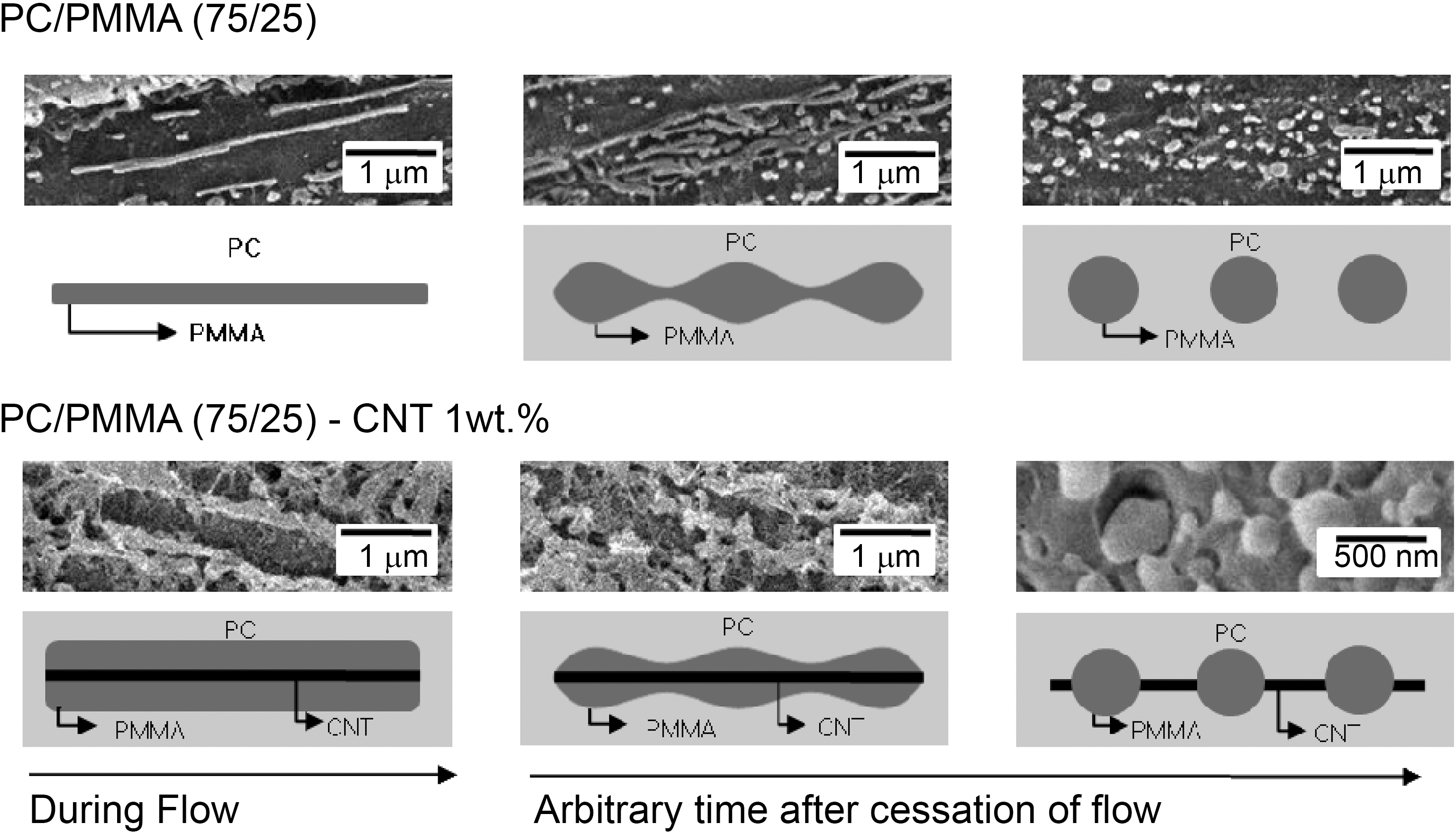
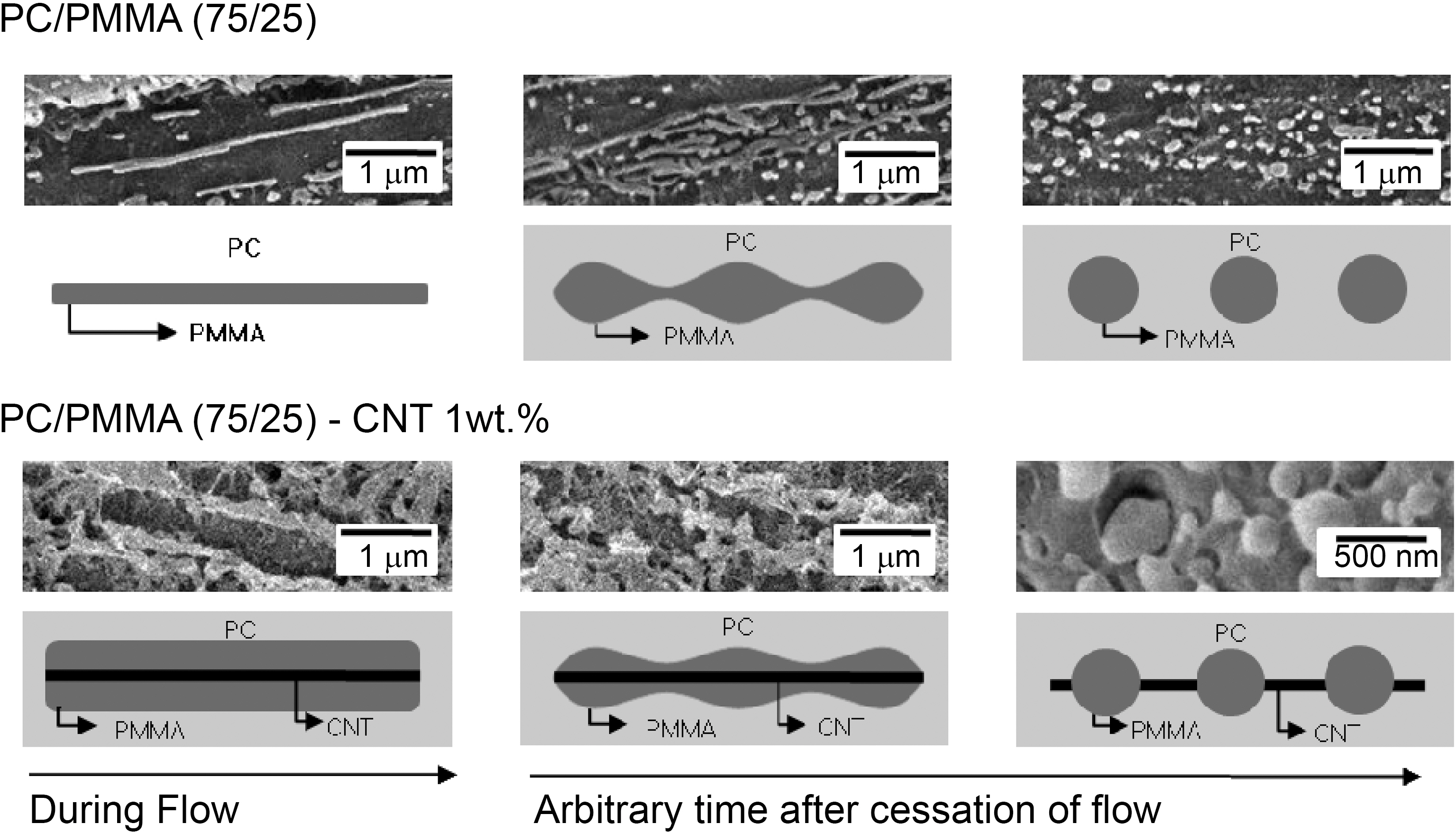
The origin for this morphology is illustrated in Fig. 6. During melt flow in extruder die, PMMA-rich dispersions are elongated toward flow direction as seen in the SEM images on the left hand side of Fig. 6. After cessation of flow, the Rayleigh instability occurs as seen in the SEM images at the center of Fig. 6. Finally, the dispersions contract to form a droplet-like morphology due to interfacial
tension [1]. In the presence of MWCNTs, PMMA-rich dispersions seem to be elongated during flow as it is sheathing MWCNTs (see SEM images on the left hand side of Fig. 6).
And then PMMA-rich dispersions are started to contract after cessation of flow. Finally, PMMA-rich droplets are dangled along MWCNT axis as seen in Fig. 6. This morphology suggests that mechanical compatibility between PC-rich phase and PMMA-rich phase could be enhanced by mechanical interlocking between two phases due to bead necklace-like morphology of PMMA-rich phases. The morphology in Fig. 6 suggests that MWCNT can act as a mechanical compatibilizer between PC and PMMA as well as a thermodynamic compatibilizer.
3.3. Suppression of Die Swell by Adding MWCNT
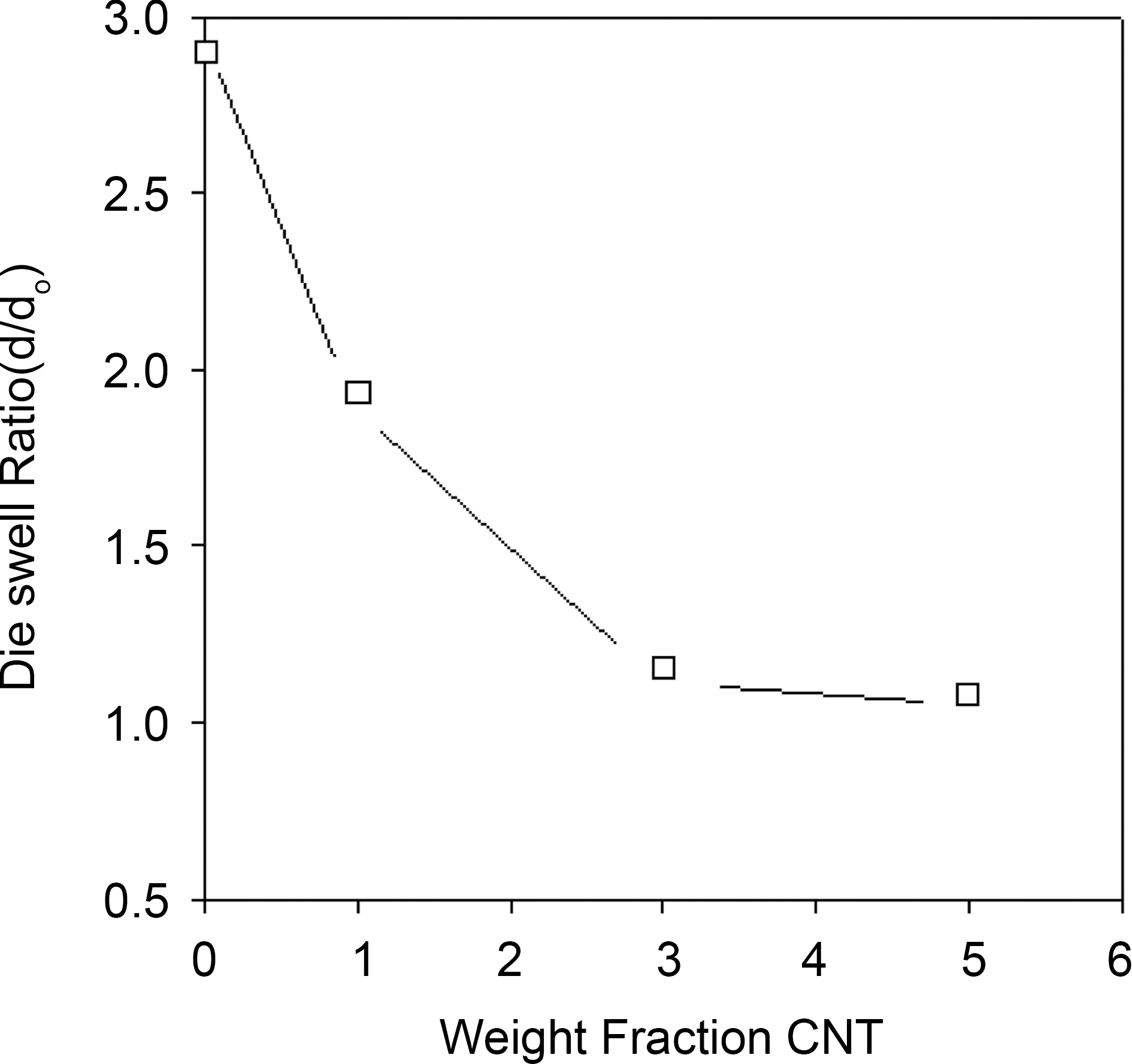
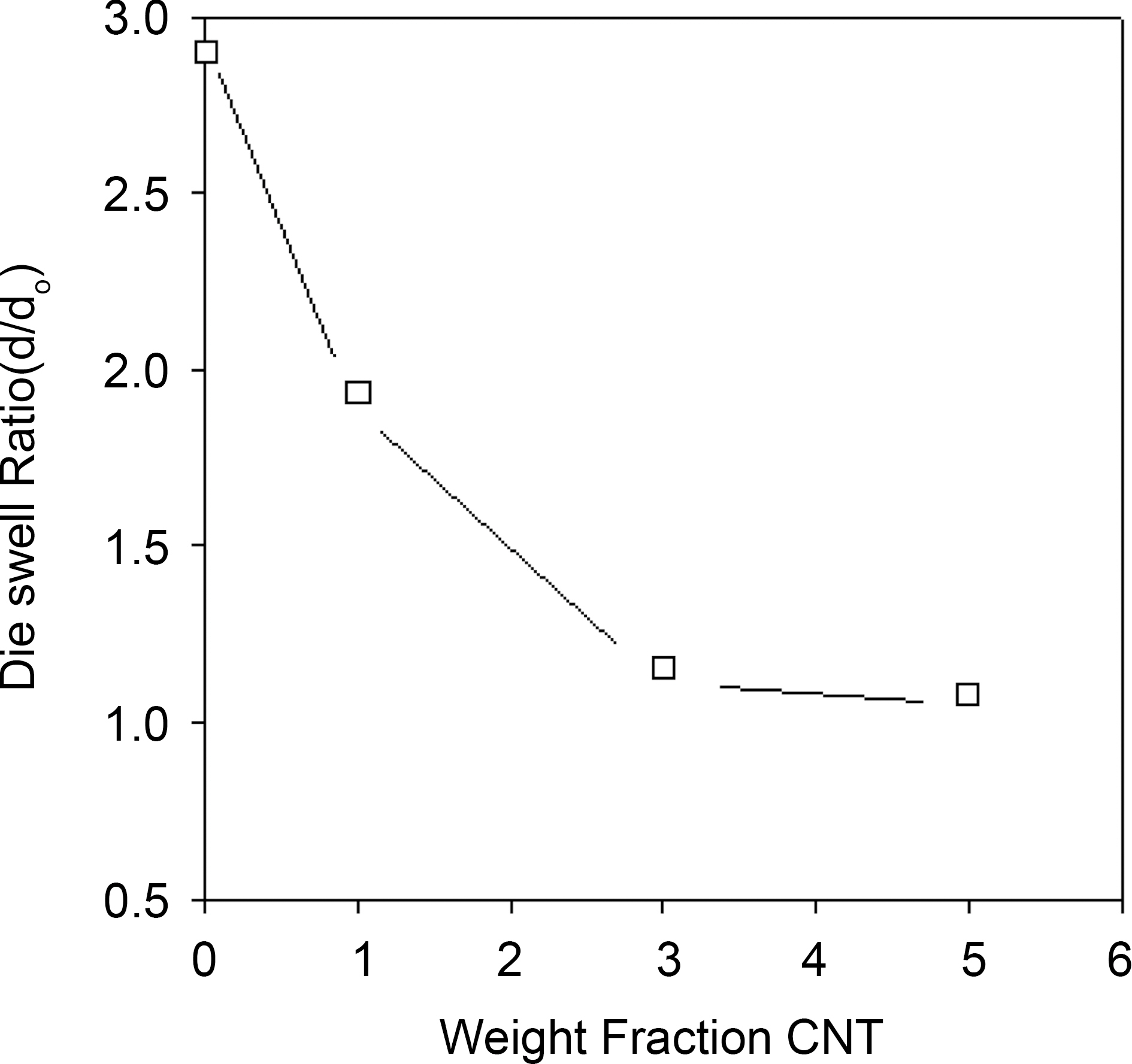
For a non-newtonian fluid such as a polymer melt, the first normal stress difference occurs in shear flow [23]. The polymer strand starts to swell toward normal direction, as a polymer is exiting from the die. For two phases system, the retraction of elongated-dispersion as seen in Fig. 6 contribute to the generation of normal stress. Fig. 7 shows effect of MWCNT on the die swell ratio (the ratio between the diameter of extrudate and the die diameter) of PC/PMMA(75/25)/MWCNT nanocomposites. The die swell ratio of PC/PMMA (75/25) alloy is about 2.9 in Fig. 7. This large die swell cause the break of extrudate during extrusion,which makes continuous extruding process difficult. Therefore, the suppression of die swell is very crucial issue for mass production of polymer composites. The suppression of die swell by MWCNT filler was reported for PP/MWCNT nanocomposites [24]. In Fig. 7, we can see that the die swell is drastically suppressed by adding MWCNT to PC/PMMA alloy.
3.4. Electrical and Mechanical Properties of PC/PMMA/MWCNT Nanocomposites
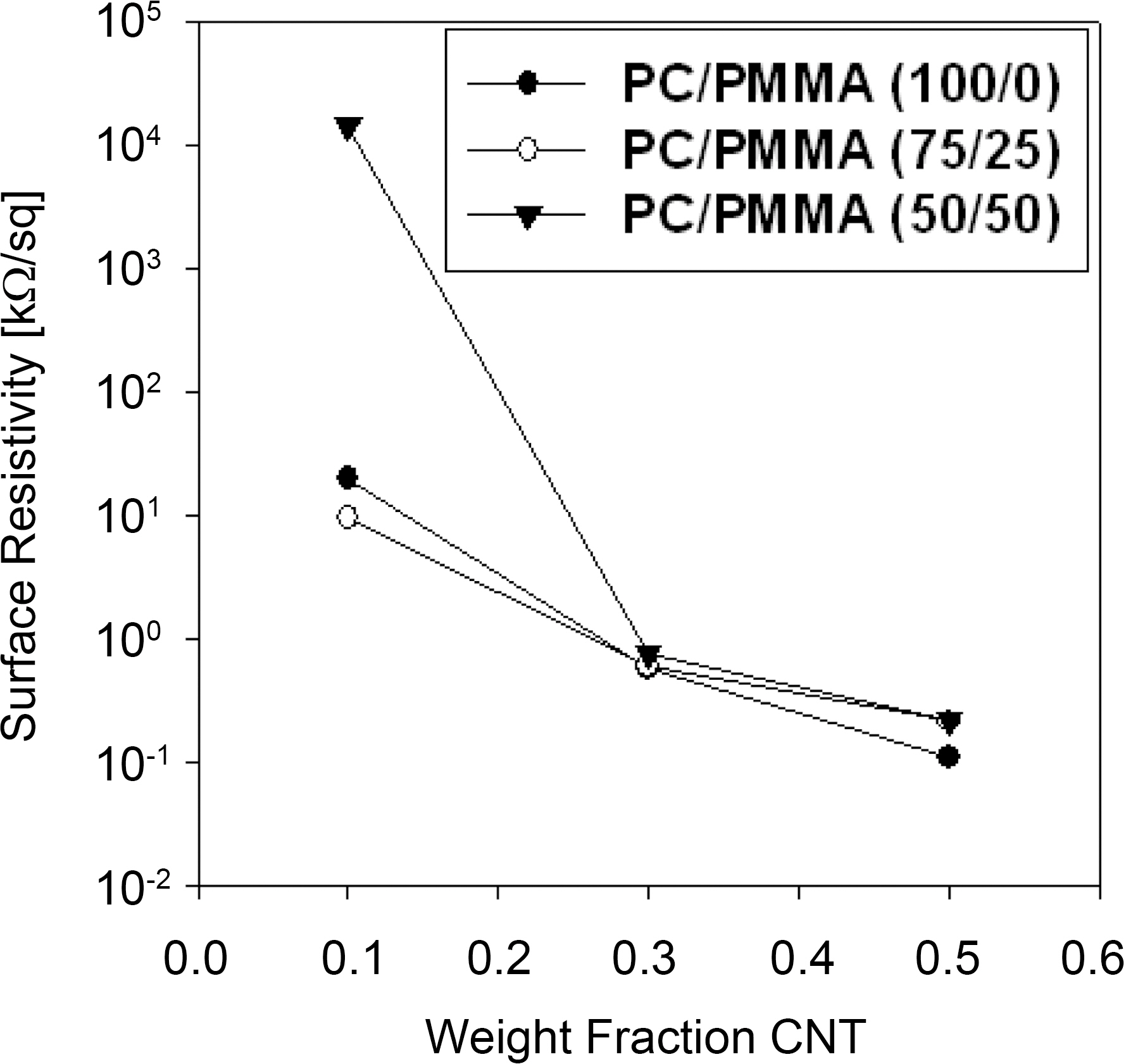
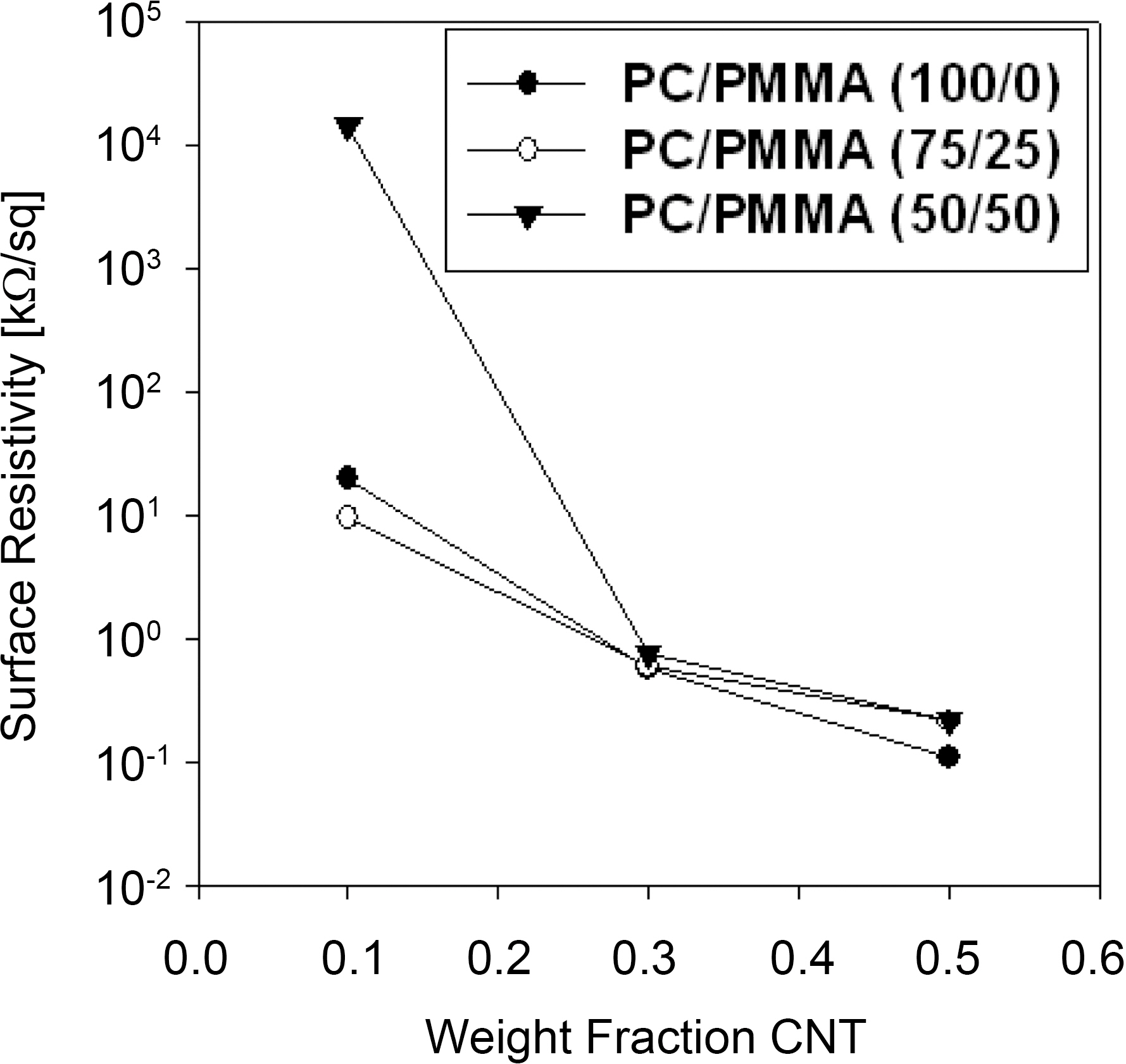
The surface resistivity of PC/PMMA/MWCNT nanocomposites decrease with increasing MWCNT weight fraction in Fig. 8 as expected elsewhere. More interesting fact is that the surface resistivity increase with increasing PMMA weight fraction when MWCNT weight fraction is the same in Fig.
8. This result had been expected from the morphology as seen in Figs. 5 and 6. The PMMA-rich dispersions are dangling along MWCNT like a bead necklace in Figs. 5 and 6. This inhibits the contact between MWCNT and neighboring MWCNT, which results in the increase of surface resistivity.
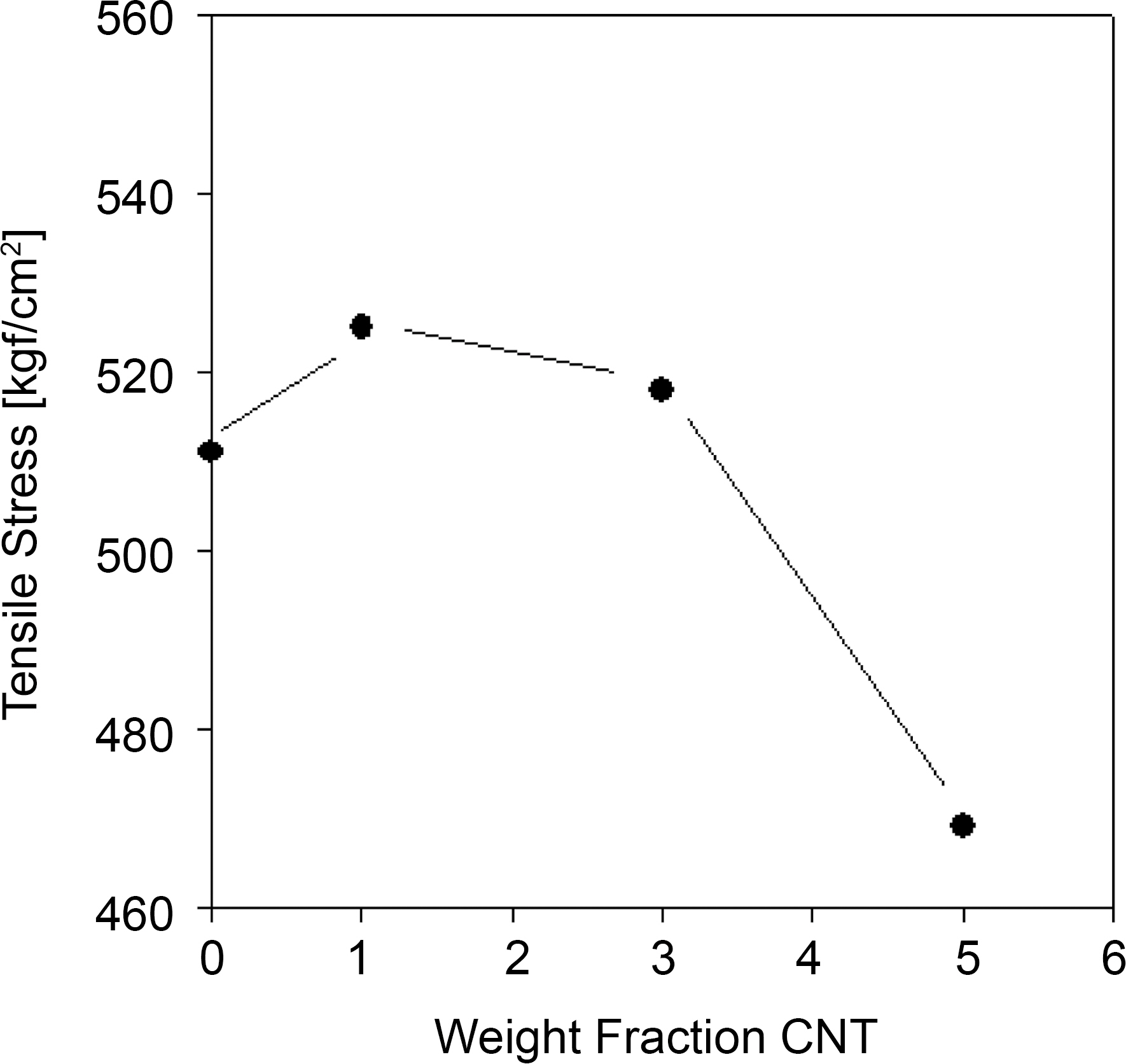
Effect of MWCNT weight fraction on tensile strength of PC/PMMA (75/25)/MWCNT nanocomposites is presented in Fig. 9. The tensile strength increase by adding 1 and 3 wt.% MWCNT into PC/PMMA (75/25) alloy but decrease by adding 5 wt.% MWCNT. The increase of tensile strength indicates that mechanical compatibility between PC and PMMA is enhanced by adding 1 and 3 wt.% into the alloy. This result is consistent with the morphology as seen in Figs.5 and 6.
Thermal analysis results indicate that the miscibility of PC and PMMA is enhanced in PC/PMMA/MWCNT nanocomposites.Mechanical compatibility of PC and PMMA is also enhanced due to the bead necklace-like PMMA-rich phase morphology. The electrical conductivity of PC/PMMA/MWCNT nanocomposites decreases with increasing PMMA weight fraction due to the bead necklace-like PMMA-rich phase Morphology. The tensile strength of PC/PMMA (75/25)/MWCNT (1 wt.%) nanocomposite is 3% higher than those of PC/PMMA (75/25) alloy. Suppression of die swell by adding MWCNT filler is observed in melt flow of PC/PMMA/MWCNT nanocomposites.