Lead-based piezoelectrics, such as Pb(Zr,Ti)O3 (PZT), ceramics have excellent piezoelectric properties and have been applied to many piezoelectric devices, such as actuators, sensors, and transformers [1, 2]. However, these materials may be restricted because of various environmental problems. Therefore, lead-free piezoelectric materials are being extensively investigated as a replacement for PZT-based ceramics. From among several candidates for lead-free piezoelectric materials, alkali niobate-based materials, such as potassium sodium niobate, are well-known harmless materials and are promising candidates for PZT-based alternative materials due to their excellent piezoelectric properties. The NaxK1-xNbO3 system has a perovskite structure in its composition (x < 0.093). Among the alkali niobate compounds, (Na0.5K0.5)NbO3 (NKN) has a high Curie temperature of more than 400℃ and excellent piezoelectric properties [3]. In the case of NKN, it is difficult to achieve high density NKN ceramics because of the volatility of the Na2O and K2O components and its high reactivity to moisture, and so the piezoelectric properties are poor. In order to improve the densification and piezoelectric properties of NKN ceramics, many binary systems have been studied, including NKN-(Ba,Sr)TiO3, NKNKTaO3, NKN-LiNbO3, NKN-LiSbO3, and NKN-K5.4Cu1.3Ta10O29 [3- 5]. Although many binary systems have been studied, the NKNK4CuNb8O23 (KCN) binary system has rarely been done [4]. This paper describes the effect of the KCN addition and the sintering temperature on the phase structure and piezoelectric properties of the NKN ceramics. The optimum sintering temperature, density and microstructure of NKN ceramics with KCN have also been evaluated.
Conventional mixed oxide processing was used to prepare the (1-X) (Na0.5K0.5)NbO3-X K4CuNb8O23 (NKN- X KCN) composition. The NKN powder was fabricated with high purity oxide powder, Na2CO3 (Kojundo Chemical, 99.9%), K2CO3 (Kojundo Chemical, 99.9%), and Nb2O5 (MCP Inc., 99.9). The powders were weighed to achieve the desired compositions and mixed by ball milling in an anhydrous ethanol solution for 24 hours. To enhance the homogeneity of the composition, the mixtures were calcined at 850℃ for 2 hours. The KCN powder was also prepared by using the solid state reaction method using K2CO3, CuO (Kojundo Chemical, 99.9%) and Nb2O5. The initial materials were weighed and mixed for 24 hours in an anhydrous ethanol solution. The mixture was calcined at 850℃ for 5 hours. The mixture of NKN and KCN powders was ground using ball milling in an anhydrous ethanol solution for 24 hours, and then granulated with polyvinyl alcohol as a binder. The granulation was then pressed into ceramic disks, 16 mm in diameter, at 1,500 kg/cm2. The green disks were sintered at the optimum sintering temperatures of 1,100- 1,175℃ for 2 hours at atmospheric pressure. The sintered disks were polished, supplied with silver electrodes on the sides, and poled in a silicon bath at 120℃ under 3 kV/mm for 30 minutes. The bulk densities of the sintered ceramics were measured by the Archimedes method. The crystal structures were determined by X-ray diffraction (XRD, D-max 2200; Rikaku) measurements that were utilized to determine the resultant phase. The sample microstructures were examined using scanning electron microscopy (SEM, JSM-6360; Jeol) and the compositional analysis of the selected areas was determined by using an attached X-ray energy dispersive spectroscopy (EDS, Oxford ISIS). The dielectric properties at the frequency of 1 kHz were measured by an impedance gain phase analyzer (HP-4194A; Agilent Technologies, Santa Clara, CA, USA). The electromechanical coupling factor (kp) and mechanical quality factor (Qm) were measured using the resonance-antiresonance method with an impedance gain phase analyzer (HP-4194A, Agilent Technologies). The planar mode electromechanical coupling factor (kp) and mechanical quality factor (Qm) were calculated using:

and

(fR : resonance frequency, fA : antiresonance frequency, R1: resonance impedance, Cf: capacitance at 1 kHz)
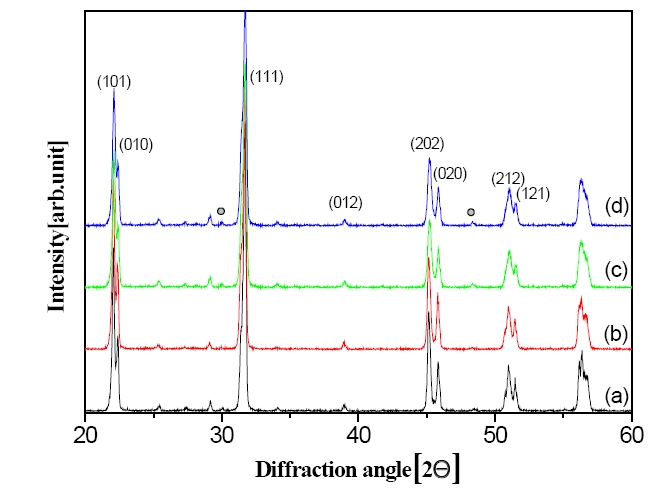
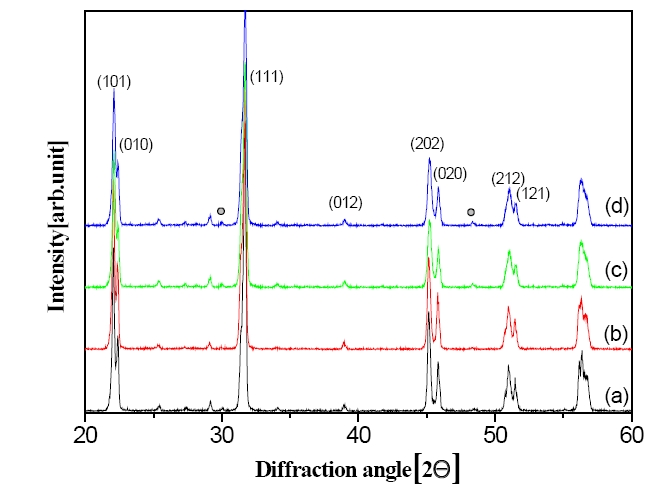
Figure 1 shows the XRD patterns of the (1-X) (Na0.5K0.5)NbO3- X K4CuNb8O23 (NKN-X KCN) ceramics, sintered at 1,150℃ for 2 hours. The position of the (111) peak was shifted to lower angles with an increasing X. It was thought that the geometrical distortion of the ceramics was induced by the substitution of part of the KCN for the NKN. In the composition of 0.5 ≤ X ≤ 2.0 mol%, a homogenous orthorhombic NKN phase was well developed without a secondary phase. This would indicate that only a small amount of the Cu2+ in the KCN entered the NKN ceramic matrix. The radius of the Cu2+ (~0.72 Å) ion is similar to that of the Nb5+ (~0.68 Å) ion, suggesting that the Cu2+ ion entered the B site of the perovskite unit cell and replaced the Nb5+ ion. However, when X exceed the 2.0 mol%, a peak for the KCN (K4CuNb8O23 [P4/mbn, a = b = 12.64 Å, c = 3.99 Å]) phase, indicated by circle symbol, was observed.
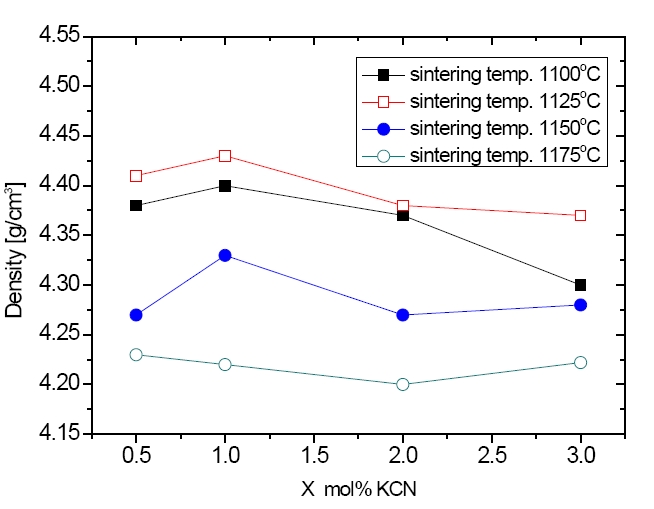
Figure 2 shows the density of the ceramics of the (1-X) (Na0.5K0.5) NbO3-X K4CuNb8O23 (NKN-X KCN) ceramics, sintered at various temperatures. The density of the pure NKN ceramics was very low (4.2 g/cm3 at 1,150℃) and increased with the addition of NKN- 1.0 mol% KCN to a peak 4.43 g/cm3 at 1,125℃ for 2 hours. However, the density decreased with a further increase of X and the sintering temperature, which was due to the volatility of the K and Na in the ceramics with a high sintering temperature.
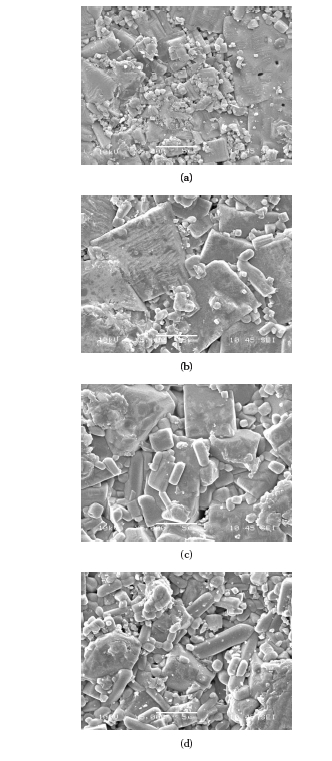
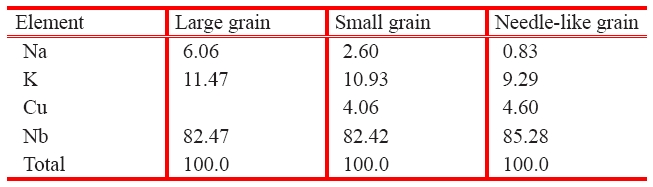
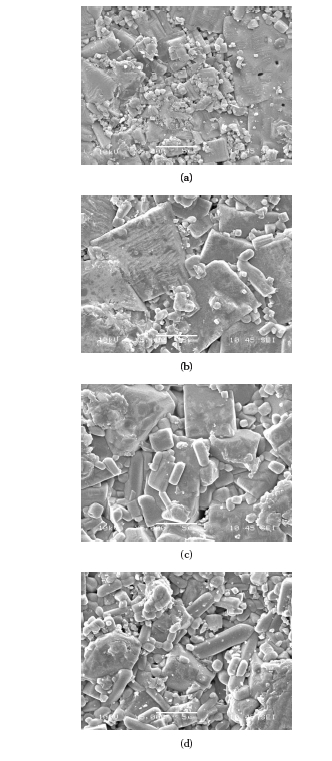
Figure 3 shows the microstructure of the (1-X) (Na0.5K0.5) NbO3-X K4CuNb8O23 (NKN- X KCN) ceramics, sintered at 1,150℃ for 2 hours. A characteristic quasicubic morphology of the grain with a clear grain boundary was observed. The change in the microstructure may be because of the low melting point of Cu2+ in KCN, which was formed during the sintering process. With the addition of higher amounts of KCN, the optimum sintering temperature decreased and abnormal growth started. The average grain size increased upon increase of the KCN content up to approximately 8 μm for the 1.0 mol% KCN. It is observed that there are three types of grains in Figs. 3(c) and (d), the first one is the large grains (~5 μm), the second is the needle-like grain and the third is the small grain (<1 μm). The NKN-3.0 mol% KCN ceramics shown in Fig. 3(d) was subjected to EDS analysis to identify these three phases. The EDS analysis results are shown of the compositional analysis listed in Table 1. The large and small grains contained Na, K, Cu, and Nb ions at a ratio similar to that of NKN-1.0 mol% KCN. Na, K, Cu, and Nb ions were found in the needle-like grains, but the amount of Cu ions was very large, suggesting that the liquid phase was a K4CuNb8O23 phase.
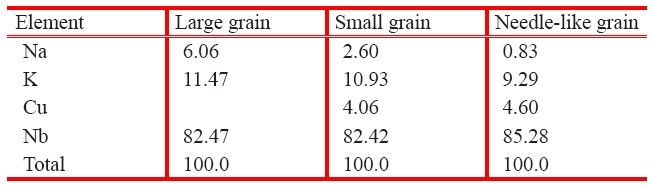
The chemical composition of the grains in the (1-X) (Na0.5K0.5) NbO3-c K4CuNb8O23 ceramics sintered at 1,150℃ for 2 hours with X = 2.0.
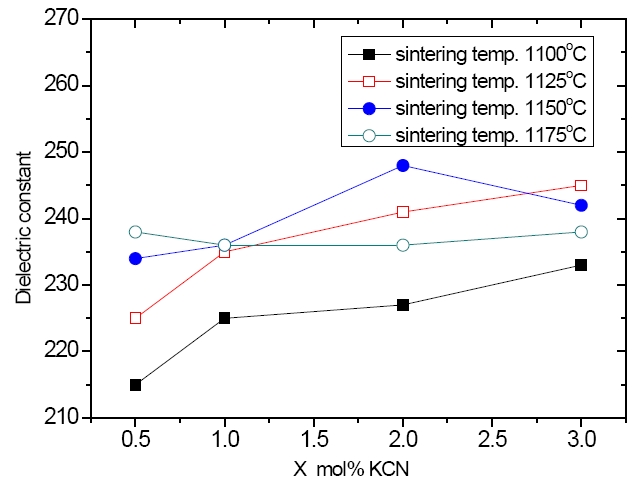
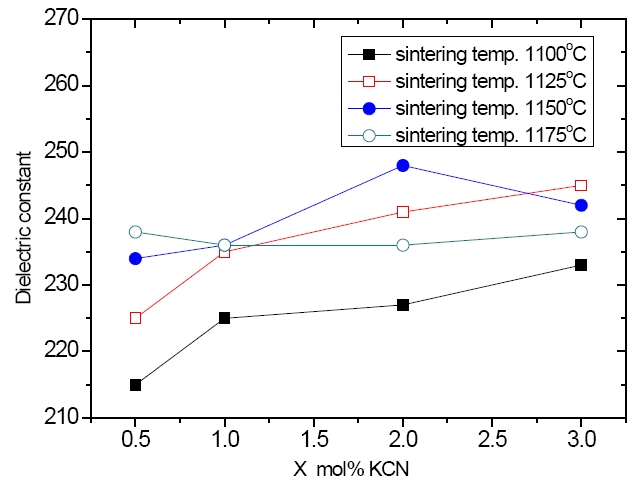
Figure 4 shows the dielectric constant of the (1-X) (Na0.5K0.5) NbO3-K4CuNb8O23 (NKN-X KCN) ceramics, sintered at various temperatures. The dielectric constant of the ceramics increased with an increase of the KCN. The sintering temperature, reaches a maximum at X = 2.0 mol% at 1,150℃. In general, the dielectric constant is affected by not only the density but also the crystalline phase, chemical composition and microstructure [6]. The discrepancy in the dielectric constant contributes to the slightly different maxima for a mount of the KCN and sintering temperature. These behaviors are probably correlated to the crystal symmetries done by the formation of the solid solution with a small amount of KCN.
Figure 4 shows the dielectric constant of the (1-X) (Na0.5K0.5) NbO3-K4CuNb8O23 (NKN-X KCN) ceramics, sintered at various temperatures. The dielectric constant of the ceramics increased with an increase of the KCN. The sintering temperature, reaches a maximum at X = 2.0 mol% at 1,150℃. In general, the dielectric constant is affected by not only the density but also the crystalline phase, chemical composition and microstructure [6]. The discrepancy in the dielectric constant contributes to the slightly different maxima for a mount of the KCN and sintering temperature. These behaviors are probably correlated to the crystal symmetries done by the formation of the solid solution with a small amount of KCN.
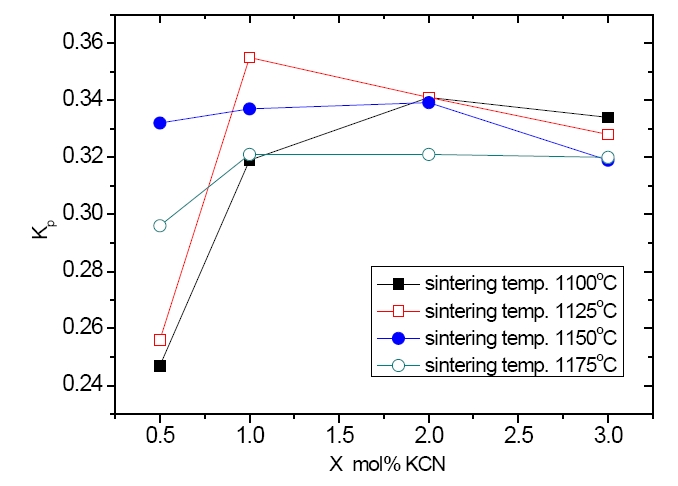
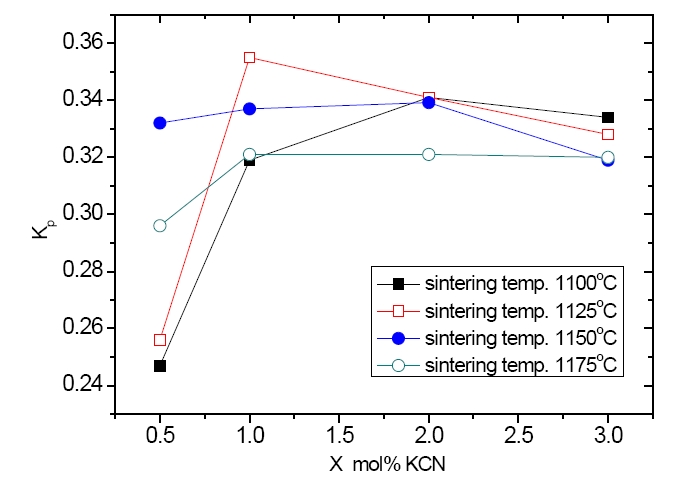
Figure 6 shows the electromechanical coupling factor kp of the (1-X) (Na0.5K0.5)NbO3- K4CuNb8O23 (NKN-X KCN) ceramics, sintered at various temperatures. The electromechanical coupling factor kp increased with an increase in the KCN and sintering temperatures; it reaches a maximum at X = 1.0 mol% at 1,125℃ but decreased gradually with an increase in the KCN content up to 2.0 mol%.
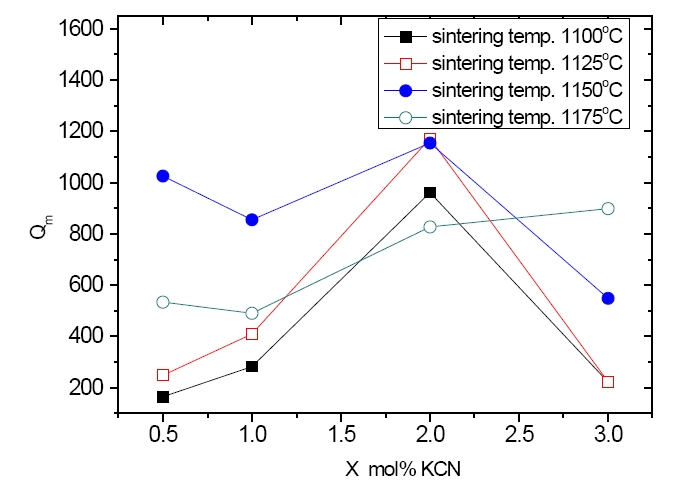
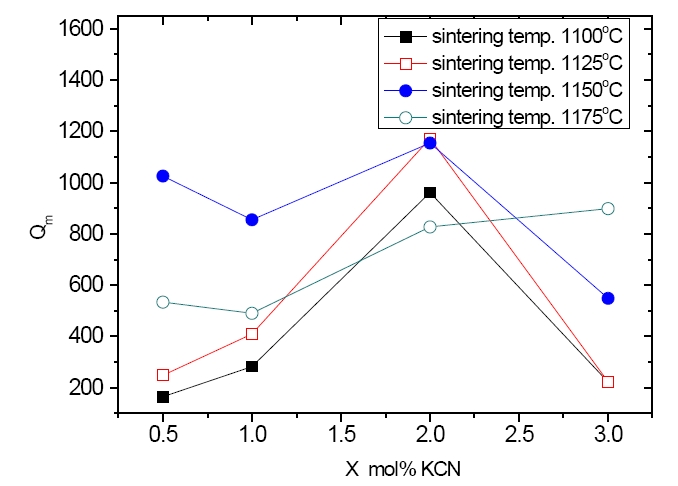
Figure 7 shows the mechanical quality factor Qm of the (1-X) (Na0.5K0.5)NbO3- K4CuNb8O23 (NKN-X KCN) ceramics, sintered at various temperatures. In the view point of practical application, it is important to reduce the dielectric dissipation factor tanδ and enhance the mechanical quality factor Qm as much as possible in order to suppress the generation of heat during operation [3].
It was found that the addition of KCN was effective in increasing the Qm. We believe that the enhancement of the Qm is attributed to the acceptor doping effect of CuO in the KCN composition. As a hard dopant, the solution of Cu2+ ion into the B site of the perovskite unit cell of the NKN-KCN ceramics will lead to the creation of oxygen vacancies and results in the enhancement of the Qm. When the KCN addition exceeds 3.0 mol%, however, the Qm tends to decrease, which may be the reason for the secondary phase, as affirmed by XRD and SEM observations.
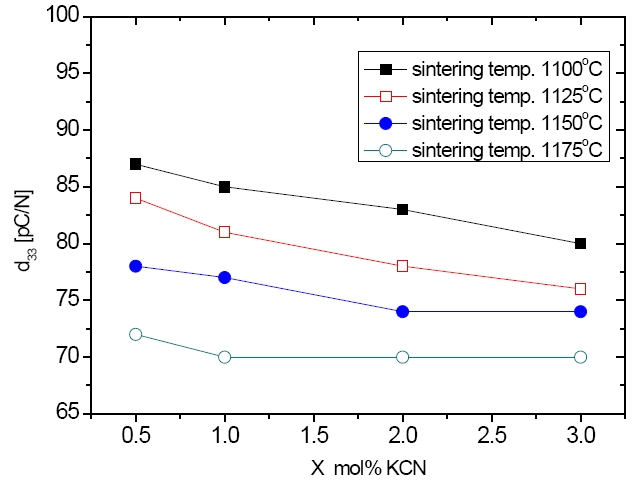
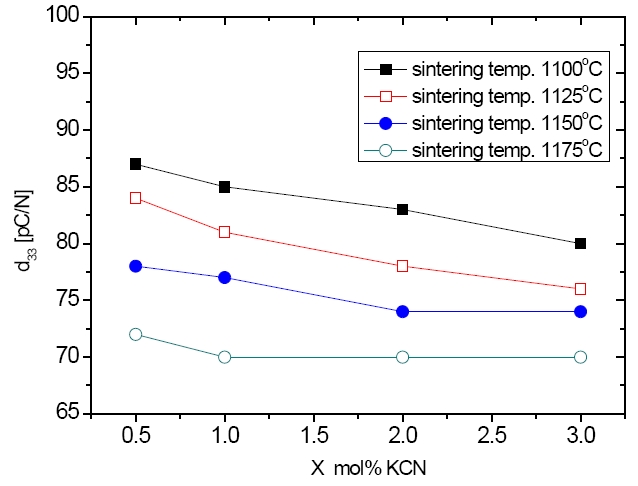
A small amount of KCN was added to NKN ceramics to increase their sinterability and to improve their piezoelectric properties. The Qm value increased when a small amount of KCN was added. The hardening effect of the Cu2+ ions was also considered to influence the Qm improvement. However, when the KCN content exceeds 3.0 mol?%, the d33, kp and Qm values decrease due to the formation of the KCN second phase. The ceramic having X = 2.0 mol% sintered at 1,150℃ for 2 hours exhibited the high piezoelectric properties of εr = 241, d33= 78, kp = 0.34, and Qm = 1,121. These results show that the (1-X) NKN-XKCN ceramics are a promising lead-free piezoelectric material for piezoelectric applications.