틸팅 패드 스러스트 베어링(tilting pad thrust bearing)은 고속/고하중 하에서 충분한 하중 지지 능력을 갖는 것으로 알려져 있어 높은 신뢰성을 요구하는 회전 기계에 주로 적용되며, 피봇(pivot)으로 지지되어 있는 분할된 패드(pad)가 기울어지면서 축 방향 하중을 지지할 수 있는 최적의 유막(oil film)을 생성한다.
이러한 스러스트 베어링의 특성 및 성능을 정확하게 평가하는 것은 중요하며, 이에 대한 다양한 연구가 수행되었다. Abhijeet 등[1]은 단일 패드에서 발생하는 압력과 온도를 효과적으로 측정하는 방법을 제시하였으며, Joseph 등[2]은 고속, 경부 하에서 작동하는 스러스트 베어링의 온도를 시험적으로 평가하였다. Annan등[3]은 틸팅 패드 스러스트 베어링의 동특성을 평가할 수 있는 시험 장치를 개발하고, 온도, 유막 두께 등의 정적 특성과 강성, 감쇠 계수 등의 동적 특성을 시험적으로 평가하였다. Mikula[4-5]는 오일 공급 방식에 따른 베어링 성능을 실험적으로 비교하여 설계 가이드를 제공하였으며, LEG (Leading-Edge-Groove) 타입 틸팅 패드 스러스트 베어링의 성능을 평가하는 시험을 수행하였다. 또한 Jie 등[6]은 화이트 메탈 베어링과 PEEK, PTFE 베어링의 성능을 시험을 통해 비교하였다.
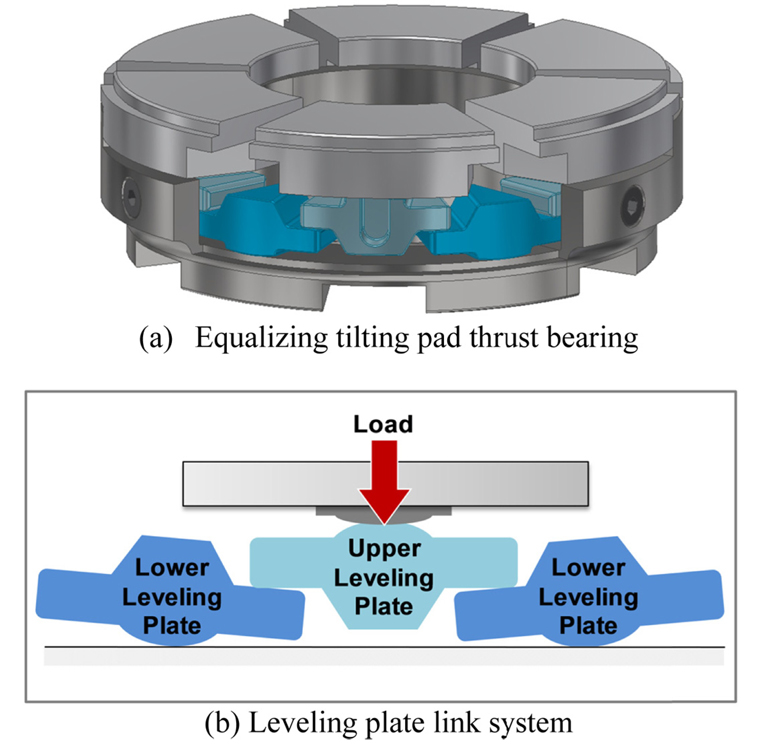
자려 평형 스러스트 베어링(self-equalizing tilting pad thrust bearing)은 일련의 플레이트들(plates)이 링크(link) 구조를 이루어 패드를 지지하고 있으며, 축 방향 하중(thrust load)이 각 패드에 균등하게 작용할 수 있도록 한다는 점을 제외하고는 일반 틸팅 패드 스러스트 베어링과 동일하다.
회전기계의 기계적(mechanical) 또는 열적(thermal) 영향으로 인해 스러스트 베어링과 칼라(collar)의 정렬불량이 발생할 수 있으며, 스러스트 칼라에 대한 베어링의 정렬불량은 베어링의 하중지지 능력을 크게 감소시켜 베어링을 파손시키는 주요 원인이 된다. 이는 베어링의 특정 패드가 다른 패드보다 더 높은 하중을 지지하게 되면서 패드의 손상을 초래하게 되고, 점진적으로 다른 패드의 손상으로 확대되면서 빠른 베어링 파손을 야기하기 때문이다. 고성능 터보 기계에는 이러한 조건에서도 안정적으로 하중을 지지할 수 있는 자려 평형 베어링을 적용하는 것이 필요하며, 특히 API(American Petroleum Institute)에서는 주요 기계에 자려 평형 베어링을 사용하도록 하고 있다.
이러한 자려 평형 스러스트 베어링의 정렬불량에 대한 특성 및 성능을 평가하는 연구는 일반 스러스트 베어링에 비해 거의 이루어지지 않았으므로 이에 대한 연구가 필요하다. 따라서 본 논문에서는 정렬불량을 조절하면서 스러스트 베어링의 특성을 평가할 수 있는 시험장치를 개발하고 이를 통해 정렬불량에 따른 베어링의 작용하중, 패드 온도, 유막 두께를 측정하고 그 결과를 분석하여 자려 평형 특성을 검토하였다.
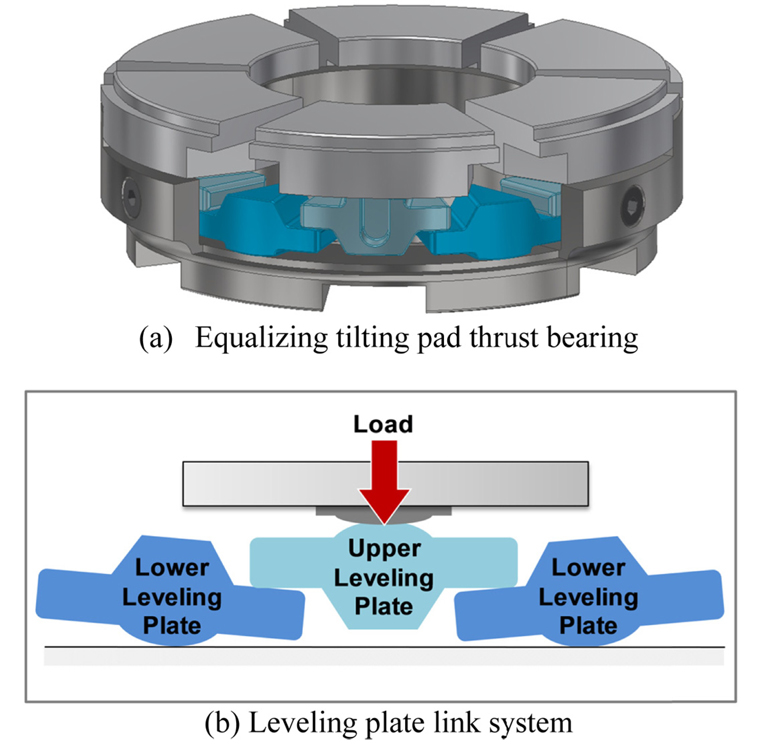
자려 평형 틸팅 패드 스러스트 베어링의 평형 시스템의 구조를 Fig. 1에 나타내었다. 패드에 하중이 작용하면 상부 레벨링 플레이트(upper leveling plate)가 아래로 밀리면서 하부 레벨링 플레이트(lower leveling plate)에 힘을 전달하게 되고 하부 레벨링 플레이트는 양쪽의 상부 레벨링 플레이트로부터 받는 힘이 다름에 의해 기울어 지게 된다. 이러한 상·하부 레벨링 플레이트들이 이루는 링크 시스템에 의해 베어링과 축의 칼라가 평형을 이룰 수 있게 된다.
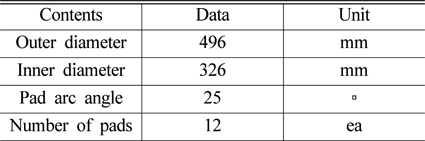
시험 베어링은 약 25도의 원주각을 갖는 12개의 패드로 구성되어 있으며, Table 1에 주요 사양을 나타내었다.
[Table 1.] Geometry of thrust bearing
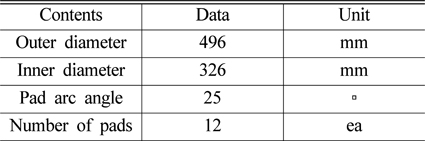
Geometry of thrust bearing
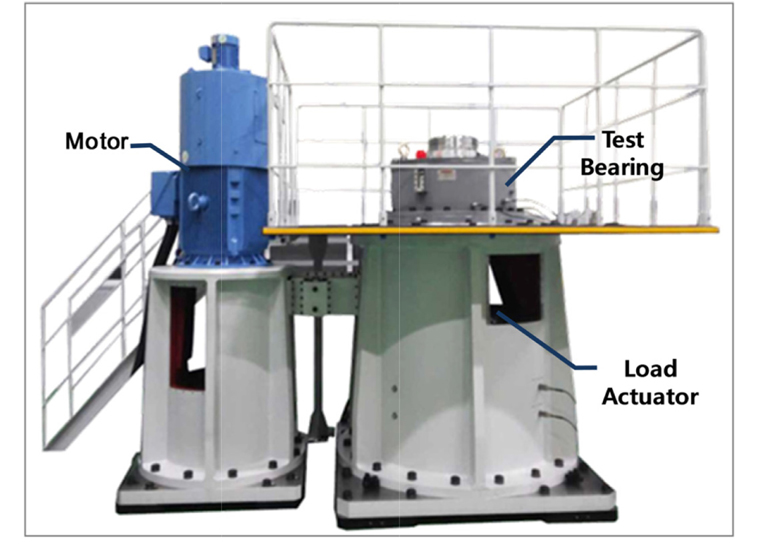
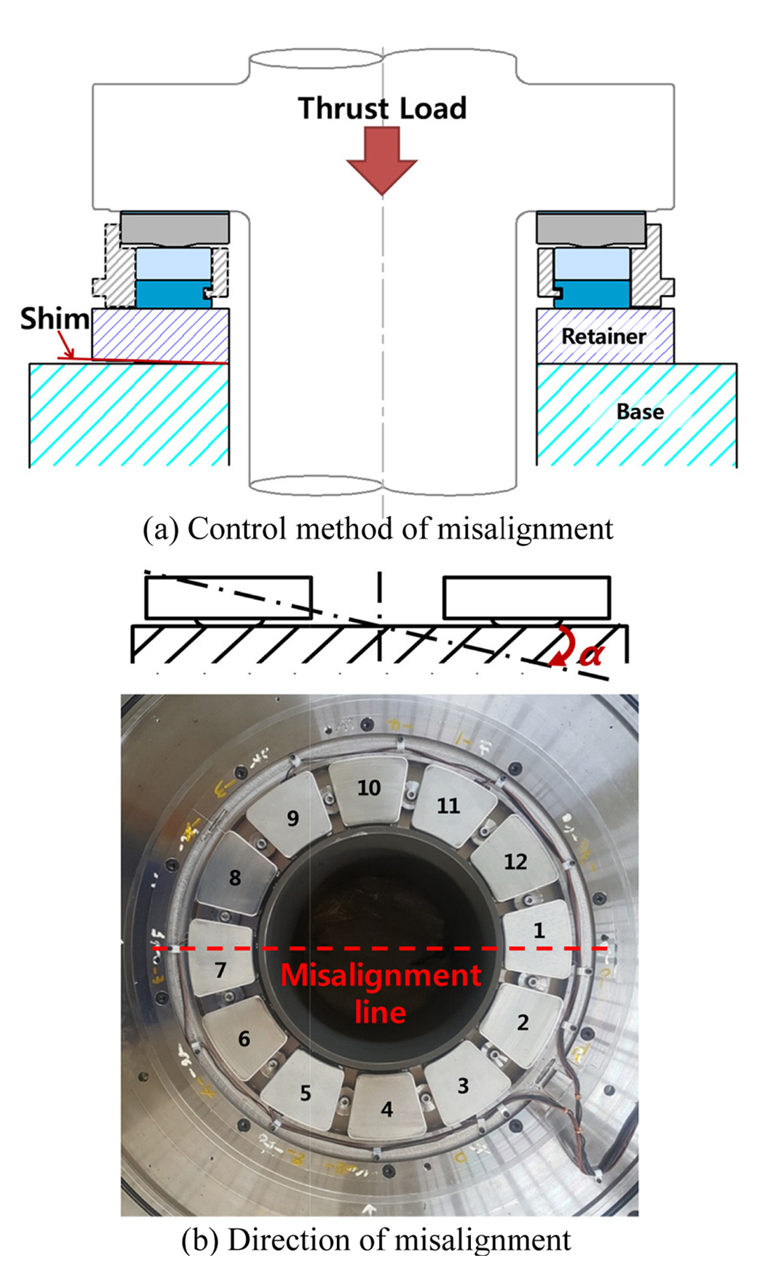
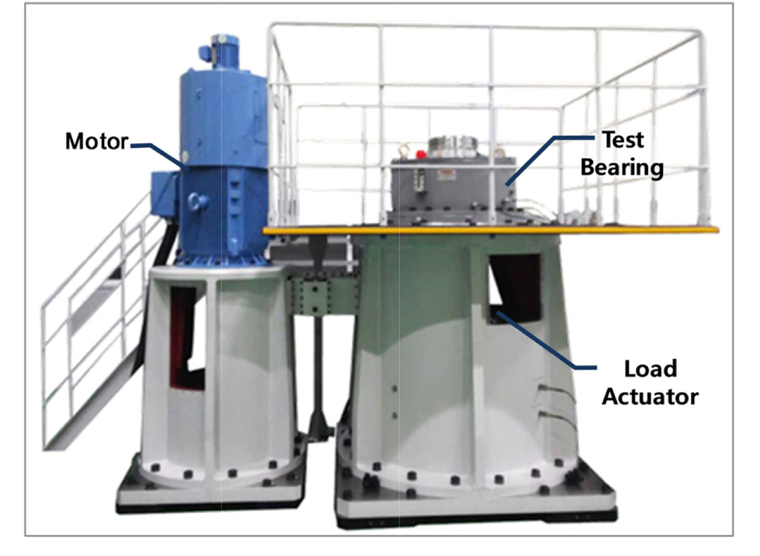
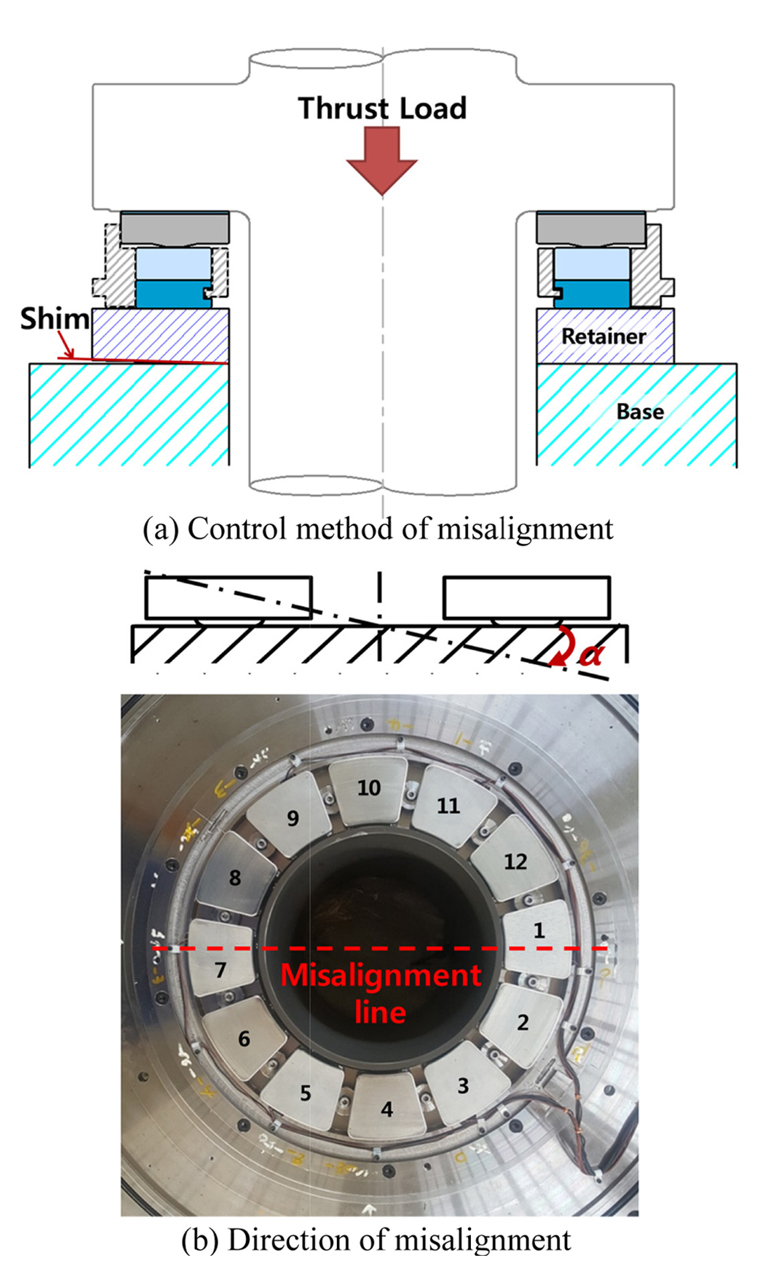
Fig. 2의 시험 장치는 왼쪽의 모터의 의해 구동되고, 동력은 타이밍 벨트(timing belt)에 의해 전달된다. 오른쪽 상부에는 시험 베어링이 설치되고 하부에 있는 하중 인가 장치를 이용하여 시험 베어링에 하중을 가해준다. Fig. 3은 정렬불량을 조절하는 방법과 베어링에서의 정렬불량 방향을 보여준다. 시험 장치는 Fig. 3 (a)와 같이 베어링의 리테이너(retainer)와 베이스(base) 사이에 심(shim)을 삽입하여 시험 베어링과 칼라 사이의 각도를 조절하도록 하여 정렬불량에 따른 베어링의 성능을 평가할 수 있도록 설계되었다.
베어링의 성능 및 특성을 평가하기 위하여 패드에 작용하는 하중, 온도 및 유막두께를 측정하였다. 정렬불량에 따른 패드 하중을 측정하기 위해 힘 센서(load cell)를 패드 뒷면 피봇 위치에 설치하였으며, API617에 따라 열전대(thermalcouple)를 스러스트 패드의 75% 위치에 설치하여 온도를 측정하였다. 힘과 온도는 12개의 패드 중 홀수 번 패드에서 측정하였고, 스러스트 칼라에 비접촉식 변위 센서(eddy current type displacement transducer)를 설치하여 피봇 위치에서 원주방향으로의 유막 두께(oil film thickness) 분포를 연속적으로 측정하였다.
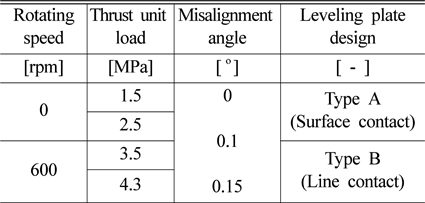
일반적으로 자려 평형 스러스트 베어링에서 허용하는 정렬불량의 양은 0.1°로 보고되고 있어, 본 연구에서는 정렬불량이 없는 경우(0°), 일반적인 허용 정렬불량의 양이 발생한 경우(0.1°), 과도한 정렬불량이 발생한 경우 (0.15°)에 대해 시험을 진행하였다. 시험 조건으로 사용된 변수는 베어링 면압, 정렬불량 각도, 레벨링 플레이트 형상으로 각각의 시험 조건은 Table 2에 요약하였다.
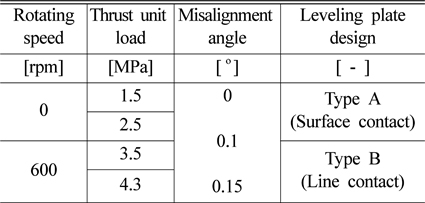
Test condition
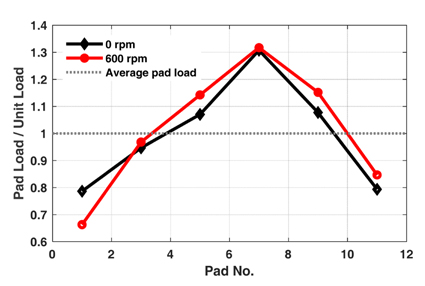
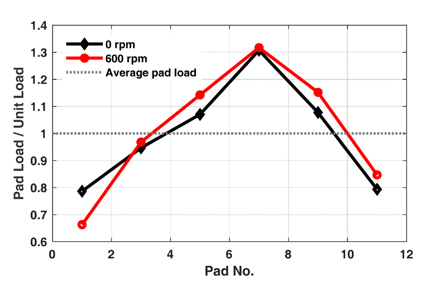
정지 상태에서 각 패드에 작용하는 하중과 운전 상태에서 각 패드에 작용하는 하중 분포를 비교하기 위해 Type A 베어링에 4.3 MPa의 면압(unit load = thrust load / bearing area)이 작용하고 0.15°의 정렬불량이 발생하였을 경우 패드에 작용하는 하중을 측정하였으며, 그 결과를 Fig. 5에 나타내었다.
정지 상태에서의 하중 분포와 운전 상태에서의 하중 분포는 거의 유사하게 나타났으며, 베어링과 스러스트 칼라 사이의 각도 조절 용 심(shim)이 삽입된 위치에 있는 7번 패드에 하중이 가장 많이 작용하고, 반대쪽인 1번 패드에서 하중이 가장 작게 작용하였다.
정지 상태와 운전 상태에서의 하중 분포가 유사한 것은 패드 피봇에 작용 하는 하중이 유사하기 때문이며, 이러한 결과로부터 운전을 하지 않고도 베어링에 작용하는 하중을 평가할 수 있다는 것을 확인하였다.
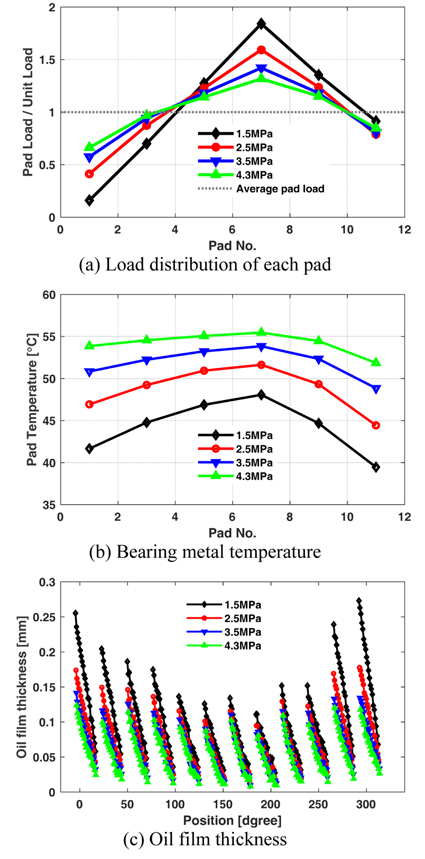
베어링에 작용하는 스러스트 하중에 따른 각 패드에 작용하는 하중 분포를 비교하였다. 정렬불량 각도 0.15°의 Type A 베어링에 대해 600rpm으로 운전하면서 면압을 1.5 MPa, 2.5 MPa, 3.5 MPa, 4.3 MPad으로 변경하여 각 패드에 작용하는 하중을 측정하였다. Fig. 6 (a)는 패드 평균 하중(스러스트 하중/패드 갯수) 에 대한 각 패드의 작용 하중의 비(패드 하중 비)를 나타내며, 이 값이 1에 가까울 수록 각 패드에 작용하는 하중이 균등하게 분포한다는 것을 의미한다. 7번 패드에 작용하는 패드 하중 비는 면압이 클수록 작게 나타났으며, 이는 면압이 클수록 각 패드에 작용하는 하중이 균등해 짐을 알 수 있다. 즉, 면압이 클수록 레벨링 플레이트가 좀 더 원활하게 움직여 평형이 더 잘 이루어진다는 것을 의미한다.
하중이 가장 크게 작용하는 7번 패드의 온도가 다른 패드에 비해 높으며, 면압이 작을 수록 온도가 낮다. 온도가 가장 높은 패드와 가장 낮은 패드의 온도 차는 면압이 클수록 작게 나타났으며, 이는 패드에 작용하는 하중이 면압이 클수록 균등하게 분포하는 결과와 같다.
유막 두께는 하중이 가장 많이 작용하는 7번 패드에서 가장 작게 나타났다. 또한 면압이 1.5 MPa 인 경우에 유막 두께가 두껍게 나타났으며, 하중이 많이 작용하는 패드와 작게 작용하는 패드의 유막 두께 차이가 크게 나타났다. 특히 7번 패드에서 1번 패드 쪽으로 갈수록 패드의 기울기(pad tilting angle)도 확연하게 커지는 것을 알 수 있다.
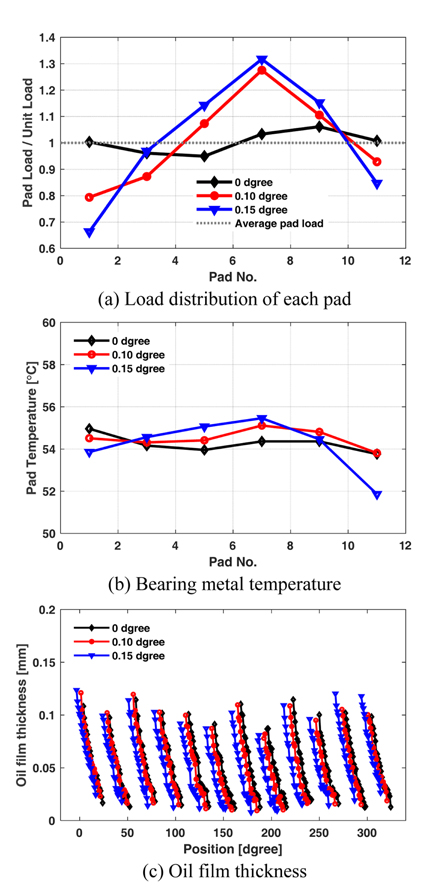
Type A 베어링에 4.3 MPa의 면압을 가하고 600 rpm으로 운전하면서 정렬불량 각도를 변경하여 이에 대한 하중, 온도, 유막 두께 분포를 분석하였으며, 이를 Fig. 7에 나타내었다.
정렬불량이 없을 경우(0°) 모든 패드에서 거의 동일한 하중이 작용하며, 패드 하중 비는 1에 가깝다. 정렬불량이 클수록 7번 패드에 작용하는 하중이 크게 되므로 패드 하중 비가 크게 나타났다.
각 패드의 온도 분포는 하중 분포와 동일한 양상을 나타낸다. 0.15° 에서 발생하는 최대 온도가 약 55°C로 이 베어링은 0.15°의 정렬 불량에도 안정하게 운전되고 있음을 알 수 있다.
정렬 불량이 없는 경우는 각 패드의 최소 유막 두께가 거의 유사하며 이는 각 패드와 칼라가 평형을 이루고 있다는 것을 의미한다. 정렬 불량이 발생하였을 경우 7번 패드에서의 유막 두께가 가장 작게 나타났으며, 이는 7번 패드가 칼라와 가장 가깝게 위치하고 있으며 반대쪽 패드인 1번 패드가 가장 멀리 위치하고 있음을 나타낸다. 이로부터 레벨링 플레이트가 각 패드와 칼라가 평형을 이룰 수 있도록 패드의 위치를 조정하긴 하지만 완벽한 평형을 이룬다기 보다 정렬불량의 양을 상쇄해 주는 역할을 한다는 것을 알 수 있다.
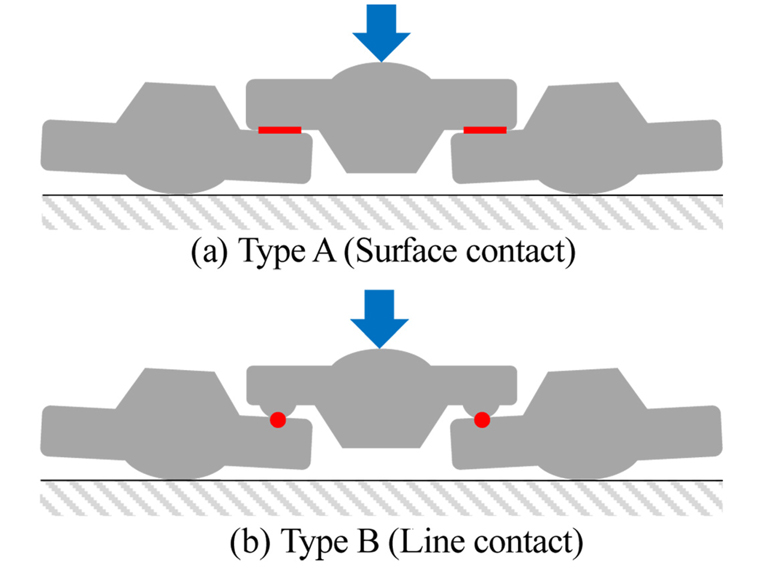
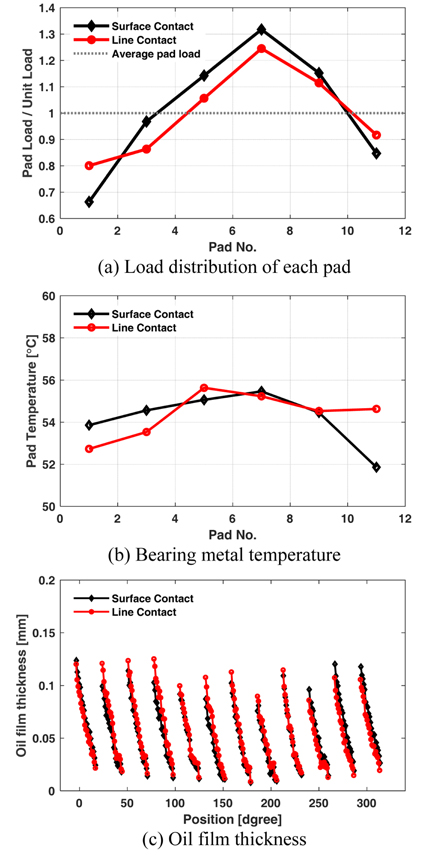
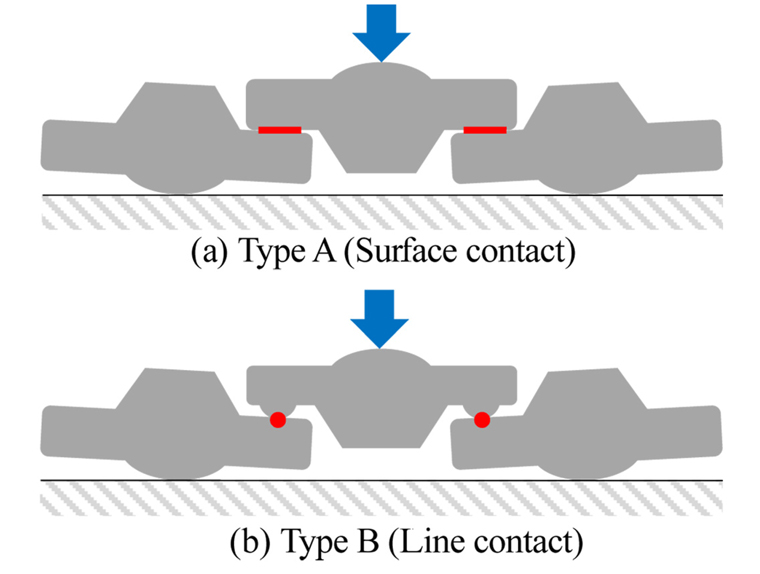
접촉 방식이 다른 두 타입의 레벨링 플레이트 형상에 따른 평형 효과를 검토하였다. 자려 평형 베어링에서는 상부 레벨링 플레이트가 스러스트 하중에 의해 아래로 밀리면 하부 레벨링 플레이트가 기울어지면서 이웃하고 있는 상부 레벨링 플레이트를 밀어 올리게 되고, 이러한 상·하 부 레벨링 플레이트들이 링크를 이루면서 작동하게 되는데, 이 때 Fig. 4 (a)의 Type A베어링은 상·하 부 레벨링 플레이트가 면 접촉(surface contact)을 하게 되고, (b)의 Type B베어링은 선 접촉(line contact)을 하게 된다.
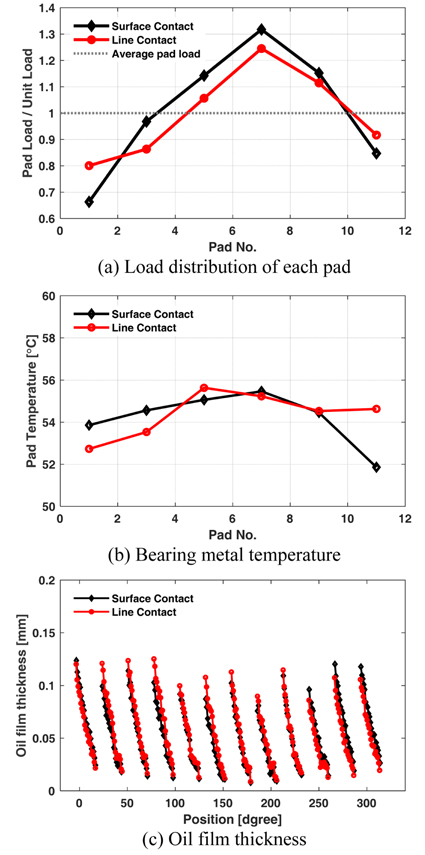
Fig. 8 (a)는 베어링에 4.3 MPa의 면압이 작용하고, 0.15°의 정렬불량이 발생하였을 경우 Type A베어링과 Type B 베어링에 대한 패드 하중 분포를 나타낸다. 동일한 하중 조건에서 Type B 베어링의 7번 패드에 작용하는 패드 하중 비가 Type A 베어링 보다 작으며, 전체적으로 하중 분포가 더 균일한 것을 알 수 있다. 따라서 Type B 베어링의 레벨링 플레이트가 패드의 하중 분배 측면에서 개선되었음을 보여준다. 이는 Type B 베어링의 레벨링 플레이트가 선 접촉을 하면서 면 접촉을 하는 Type A 베어링의 레벨링 플레이트에 비해 마찰이 줄어들어 레벨링 플레이트의 움직임이 원활해졌기 때문이다.
Fig. 8 (b)는 레벨링 플레이트 형성에 따른 온도 특성을 나타내고 있다. 온도 분포가 압력 분포와 유사한 특징을 보이기는 하나 뚜렷한 차이를 찾기는 힘들다.
Fig. 8 (c)에 두 타입의 레벨링 플레이트에 대한 유막 분포를 비교하였으며, Type B 베어링에서의 최소 유막 두께가 Type A 베어링에 비해 일정한 것을 확인할 수 있다. 이는 Type B 베어링의 레벨링 플레이트가 Type A 베어링의 레벨링 플레이트에 비해 스러스트 칼라와 베어링이 이루는 각도를 평행하게 만든다는 것을 의미하며, 이는 하중 분포에서도 확인할 수 있었다.
본 연구에서는 정렬불량의 양에 따른 스러스트 베어링의 성능을 평가할 수 있는 시험 장치를 개발하고, 베어링 면압, 정렬불량 각도 및 레벨링 플레이트 형상에 따른 각 패드에 작용하는 하중 및 온도와 유막 두께 분포를 측정하였다. 이를 통해 자려 평형 틸팅 패드 스러스트 베어링의 성능 및 특징을 분석하였으며, 주요한 결과는 다음과 같다.
- 정지 상태와 운전 상태에서의 각 패드에 작용하는 하중 분포는 유사하며, 이로부터 정지 상태에서 측정한 자려 평형 스러스트 베어링의 하중 분포가 의미가 있음을 확인하였다.
- 스러스트 하중이 클수록 레벨링 플레이트의 움직임이 커지면서 평형이 더 잘 이루어진다.
- 일반적으로 허용하는 정렬불량의 기준인 0.1도보다 큰 0.15도에서도 이 베어링은 문제없이 안정적으로 작동하였다.
- 레벨링 플레이트의 접촉 형상이 선접촉인 경우가 면 접촉인 경우에 비해 접촉 마찰이 줄어들어 평형이 더 잘 이루어지도록 한다.