Carbon/carbon (C/C) composites have been among the most successful strategic materials of the 20th and 21st centuries in aerospace, space, and defence. Due to inherent characteristics of elemental carbon, the characteristics of resultant C/C composites are excellent when high temperature specific strength is needed. Apart from these strategic areas of application, various non-strategic applications have been explored on the basis of several other outstanding properties. These applications include vanes [1], bipolar plates [2], fasteners [2], fluid transport pipes, fixtures [2], dies and crucibles, heat exchangers, heating elements, biomedical components, engine components, distillation columns, etc. [3-5]. Although C/C composites have been successfully demonstrated and implemented in most of the aforementioned non-strategic applications, the commercial viability is still questionable. The main cause is the extremely high cost of C/C processing due to costly processing equipment and inherited slow derivation of carbon in the form of reinforcement and matrix. A basic understanding of C/C composite systems and processing reveals that the processing cost of C/C composites can be lowered in two ways: 1) By developing robust processes that employ low cost processing equipment, and 2) By modifying the matrix precursor to facilitate enhanced yield at comparatively higher heating rates.
In terms of processing, the processing of short fiber reinforced composites recently has been demonstrated to be more cost effective than that of continuous fiber reinforced composites in cases where moderate mechanical properties are required [6]. In the fabrication of short fiber reinforced composites, a hot-pressing route is generally preferred because of low investment cost and the impartment of sufficiently higher unidirectional pressure to the matrix precursor. Further, low temperature hot-pressing followed by elevated temperature carbonization, as demonstrated by our group [7], is one of the best processing methodologies with respect to cost. Additionally, the higher pressure requirement for increasing the yield of matrix precursors, as reported by the Raunija et al. [2], can be met through the piston assembly of a hot-press on account of its very low cost as compared to that of the hot isostatic pressure impregnation carbonization (HIPIC) route.
Further, because of the inherently high yield of pitches, pitch based matrix precursors are used to derive a carbon matrix in the hot-pressing route. Several types of pitches and pitch based matrix precursors have been explored for deriving carbon matrices. Several reports have described the influence of various parameters such as pressure, heating rate, etc., on the yield of pitches and pitch based matrix precursors. Further, modification of these pitches and pitch based matrix precursors has been investigated. However, no reports have described the behavior of pitches and pitch based matrix precursors in actual hot-pressing operation. Note that the sequence of impregnation, stabilization, and carbonization of pitches and matrix precursors in a fiber preform is generally performed in the fabrication of C/C composites through HIPIC route. However, this sequence is not applicable to the hot-pressing route. Post-impregnation stabilization is not at all possible because in the hot-pressing method stabilization is done prior to impregnation.
Stabilization, as reported in the literature [8-12], is attempted in order to increase the yield of pitches and pitch based matrix precursors by oxygen diffusion and cross linking thereafter. The yield increases with oxygen mass gain (OMG). However, beyond a certain limit, it makes the pitch permanently stabilized. This type of pitches and pitch based matrix precursors cannot be used for the hot-pressing route. Apart from increasing the yield of pitches and pitch based matrix precursors, the OMG increases the viscosity and softening point of molten pitch. Enhancement in viscosity to a level where it does not allow exudation through the die gap is one of the desirable characteristics of pitch based matrix precursors used in the hot-pressing route. As reported by the Raunija et al. [13], the low softening point pitches and pitch based matrix precursors exude during hot-pressing with pressure beyond 15 MPa through the gap provided in the die for the smooth escape of hetro-atoms. Since the yield of pitch based matrix precursor is also a function of pressure, higher densification in short duration can be achieved by increasing the hot-pressing pressure without exudation of the matrix precursor. This can be attempted through optimum stabilization of pitches and pitch based matrix precursors. In this report, stabilization of the matrix precursor prior to hot-pressing was done. The influence of stabilization time on the OMG and softening point was checked. The stabilized matrix precursor was optimized based upon the softening point and the OMG. The optimum matrix precursor was used for the fabrication of C/C composites through the hot-pressing route, as described by the authors [7]. Pressure enhancement without exudation of the matrix precursor was attempted during hot-pressing. The influence of the enhanced hot-pressing pressure on the yield, densification, and mechanical properties was studied.
Polyacrylonitrile (PAN) based T-800 and pitch based P-75 carbon fibers were used as reinforcement and the carbon matrix was derived from an indigenously developed isroaniso matrix precursor (IMP). The IMP is a specially formed mesophase pitch at Carbon and Ceramics Laboratory of Vikram Sarabhai Space Centre. It was synthesized from commercially available raw petroleum pitch through a thermotropic route developed at Carbon and Ceramics Laboratory. Distilled water produced in-house was used as slurry media.
The IMP was crushed into powder with an average particle size of ~15 μm. IMP samples of 100 g placed in 10 equal size glass dishes for stabilization studies. Low thickness of IMP was maintained for five samples grouped in Batch-1 and high thickness was maintained for another five samples grouped in Batch-2. These dishes were kept in an oven under an air flow of 10 L/min to ensure an oxygen rich atmosphere for proper stabilization of IMP. The stabilization was done using a multistep programme: heating at 5℃/min to 200℃, maintaining this temperature for 100 h. One dish of IMP sample was removed for analyses after 1, 5, 20, 50, and 100 h from each batch. The stabilized IMP (SP) was denoted as ST-0, ST-1, ST-5, ST-20, ST-50, and ST-100, and STH-0, STH-1, STH-5, STH-20, STH-50, and STH-100 for 0, 1, 5, 20, 50, and 100 h oxidative treatment for Batch-1 and 2, respectively.
2.3. Characterization of SP samples
The carbon, hydrogen, and nitrogen contents of the samples were determined using a CHNS analyser (Elmer 2400 Series II; Perkin, Waltham, MA, USA). A small quantity (~0.1 g) of sample was accurately weighed and burned in oxygen. In the combustion process (furnace at 1000℃), carbon was converted to carbon dioxide, hydrogen to water, and nitrogen to nitrogen gas/oxides of nitrogen. The combustion products thus formed were detected by a thermal conductivity detector. The OMG was calculated by the following differential formula:

where
A spectroscopic technique was used to monitor the chemical changes in the structure of the pitch samples during oxidative stabilization. Fourier transform infrared spectroscopy spectra of the samples were obtained in the range 4000–400 cm−1 using KBr pellets on a Bruker FTIR spectrometer (Germany).
The thermogravimetric analysis of the samples was carried out in a thermal analyser (TA Instruments, USA) by heating the samples to 1100℃ @ 10℃/min in a nitrogen flow of 150 mL/min. The TGA was used to gain preliminary knowledge of the carbon yield of pitch samples at atmospheric pressure and higher heating rates.
2.4. Fabrication of C/C compact
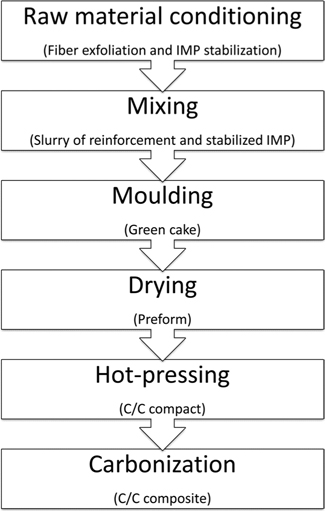
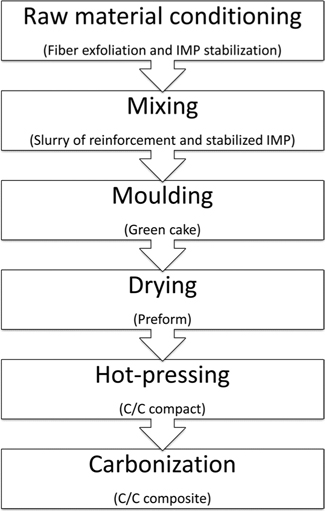
A schematic process flow diagram of the fabrication of C/C composite is provided in Fig. 1. The fabrication of the C/C compact was carried out by conditioning the raw materials, mixing the exfoliated carbon fibers and the SP in distilled water for 1 h followed by vacuum moulding of the charge in a metallic die to obtain green cake. The vacuum moulded green cake was then air dried to obtain a preform. The preform thus made was hot-pressed @ 700℃ for 3 h, and was further carbonized @ 1050℃. Table 1 shows the designation of the compacts processed at different conditions.
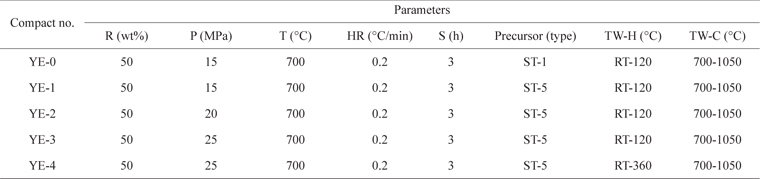
[Table 1.] Sample designation of the compacts processed at different conditions
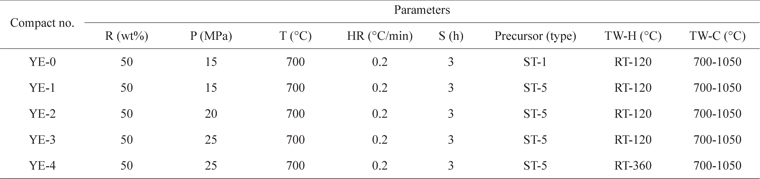
Sample designation of the compacts processed at different conditions
The bulk density of all the samples after hot-pressing and carbonization was calculated through the mass and volume relationship described below:

where

2.6. Calculation of yield, yield rate, and yield impact
The yield, yield rate, and yield impact of the samples was calculated by the following equations [14]:




where
which was calculated based upon the practically possible density of the carbon matrix obtained from SP at carbonization temperature and quoted density of carbon fibers in supplier’s material safety data sheet (MSDS).
Both flexural and compressive strengths were measured using a universal testing machine (Instron 5500R standard, Norwood, MA, USA). Flexural strength was evaluated per American Society for Testing and Material (ASTM; C1161-02C). Compressive strength was tested per ASTM C695-91 (reapproved 2005). The optimum dimensions of test specimens for flexural and compressive tests were taken as 3 mm × 4 mm × 45 mm and 9 mm × 9 mm × 18 mm, respectively. Both compressive and flexural strengths were tested in the in-plane direction only. Further, the specific enhancement of compressive and flexural strengths as a function of total processing time was computed as follows:


where


The hot-pressing method for fabricating a C/C composite was successfully demonstrated by the Raunija et al. [7]. Further, several hot-pressing parameters were studied in detail to obtain the best combination of the properties [13]. Further improvement of the properties was further sought by densifying the C/C composite with phenolic resin [15]. However, improvement in the end properties of the C/C composite by the usage of densification was not effective from a processing point of view. We therefore instead varied the hot-pressing parameters to enhance the properties without performing densification. Temperature and time shifts were studied during hot-pressing and significant improvement in the properties was achieved [16]. However, the scope of studying the matrix precursor stabilization and as a consequence of it, the impact of increased hot-pressing pressure on the end properties of C/C composite was left. The impact of these steps is discussed in the present work in subsequent sections.
3.1. Composition of parent IMP
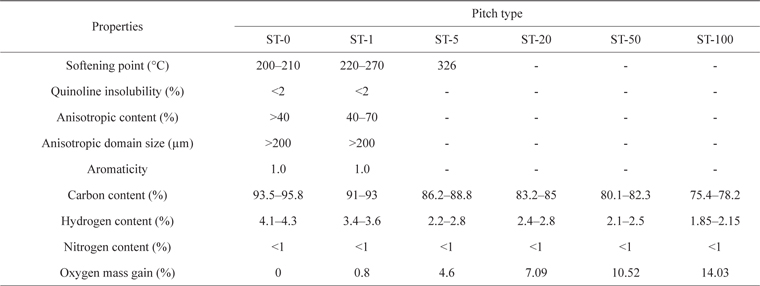
Table 2 summarizes the main characteristics of the parent IMP along with the oxidized IMP. The parent precursor has a comparatively low softening point and it softened between 200℃ and 210℃. It contains very low quinoline insolubility content and more than 40% anisotropic content. The anisotropic domain size is also quite high. The carbon content of the parent precursor is as high as 95.8%.
[Table 2.] Variation of isroaniso matrix precursor properties with stabilization time
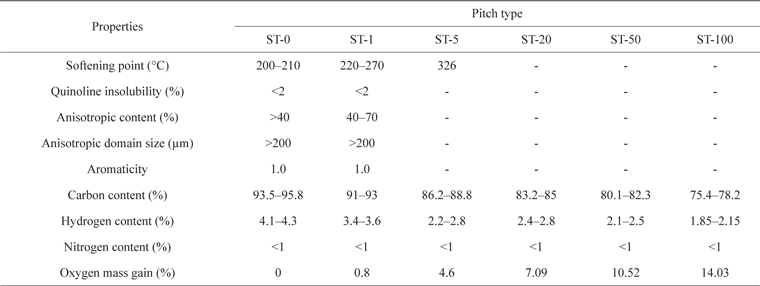
Variation of isroaniso matrix precursor properties with stabilization time
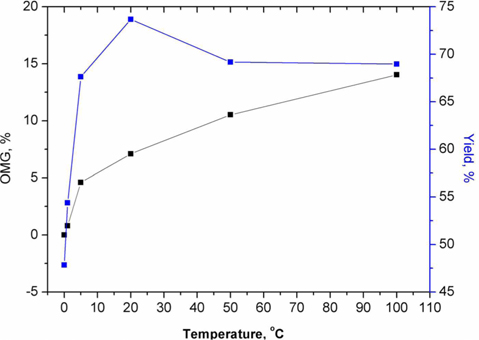
3.2. Monitoring stabilization process by OMG
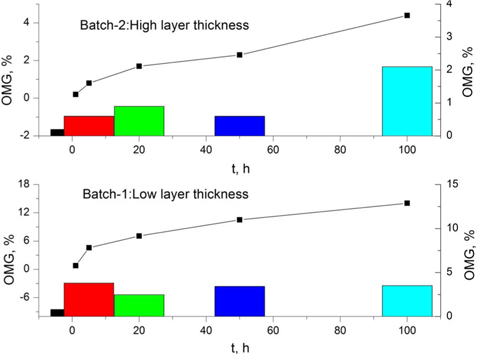
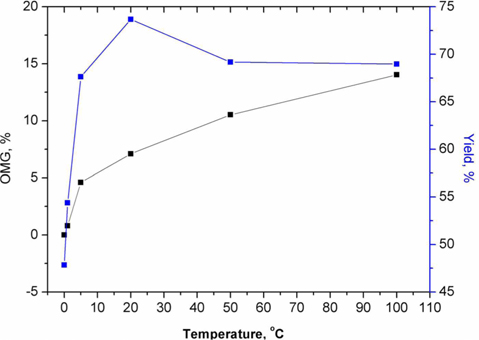
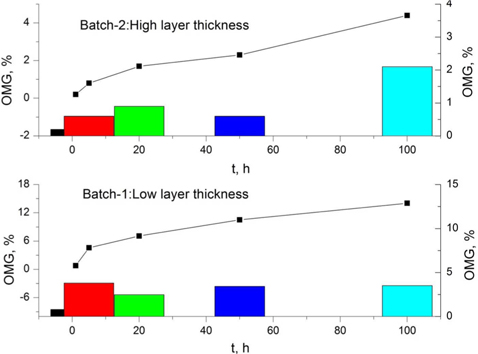
Fig. 2 shows the OMG as a function of stabilization time for two batches of IMP samples, i.e., Batch-1 comprising five samples stabilized by maintaining low layer thickness and Batch-2 comprising another five samples stabilized by maintaining high layer thickness. The accumulative OMG, as inferred in Fig. 2, increases with stabilization time for both batches of pitch samples. This mass gain is accompanied by an increase in the oxygen content and a decrease in hydrogen content of the pitch samples. Oxygen is incorporated in different functional groups and the hydrogen removed is predominantly aliphatic [17]. An analysis of the functional groups formed due to OMG is presented in section 3.3. Further, the step-by-step increment trend is slightly different for the samples of the two batches. When the OMG is considered step-by-step for the samples of Batch-1, the pitch samples gain weight progressively at each step up to 5 h, and thereafter the weight gain continued. However, the increase in weight gain is smaller than in the previous step. Further, an increase in the weight gain starts after 20 h and it increases progressively at each step up to 100 h, the stabilization temperature at which the IMP reaches a maximum weight gain (14.03%). A similar trend, however, was not found in Batch-2 samples. The pitch samples gain weight progressively at each step up to 20 h, and thereafter weight gain also continues, but the rate of increase in weight gain is lower than in the previous step. Further progressive weight gain starts only after 50 h. The increase in accumulative OMG, as shown in Fig. 2, with time is greater for Batch-1 samples than Batch-2 samples. The sample (ST-100) of Batch-1 reaches the maximum OMG of 14.03% up to 100 h whereas that (STH-100) of Batch-2 reaches a maximum OMG of only 4.4% up to 100 h. Further, the sample (ST-5) of Batch-1 reaches an OMG of as high as 4.6% just after 5 h of stabilization. This gain is much greater than that of the sample (STH-100) of Batch-2 stabilized for 100 h. This shows the importance of the layer thickness for the IMP being stabilized. The layer thickness of the pitch samples is more influential than the stabilization time. This type of observations has not been reported for the stabilization of pitch samples. However, Fathollahi et al. [8] reported different OMG behavior for mesophase pitch derived different artifacts. They noted the influence of the shape of the artifacts on the OMG. Further, they concluded by citing the diffusion mechanism of oxygen in a solid mesophase pitch artifact. Although oxygen diffusion is an appropriate hypothesis for the varying degree of stabilization with respect to OMG for different shape solid artifacts, the same behavior may not be applicable to the powder IMP of different layer thickness. The results reported here are very crucial in the stabilization of the powder pitch because the OMG of two different layer thickness samples may be rendered equal by adjusting the stabilization time. However, these IMP samples may not deliver similar performance. The main reason for this is the non-uniform distribution of oxygen in the powder pitch samples. The powder pitch sample of higher thickness may yield an OMG similar to that of the lower layer thickness pitch sample by tuning the stabilization time. However, a higher layer thickness powder pitch sample may not melt uniformly during hot-pressing because the upper layer of the powder sample may fuse permanently and the innermost layer either may not stabilize or may stabilize to a low extent. Hence, based on this, only the pitch samples of Batch-1 were used in further studies.
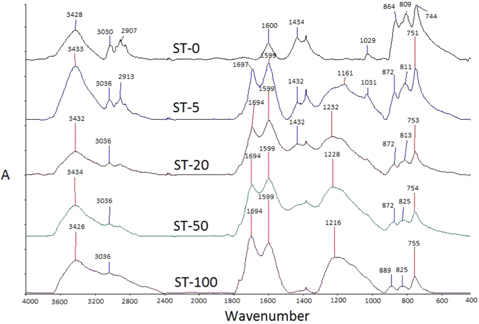
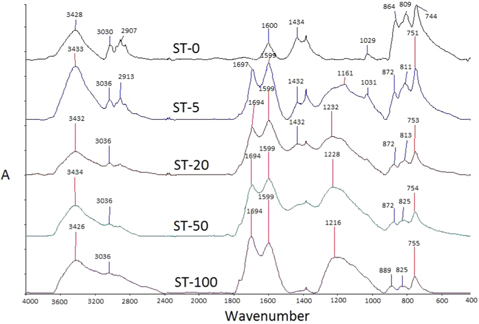
The FTIR spectrum can be used to determine the molecular structures present in the material. Since the pitch is a complex organic compound comprising several hundred individual components, FTIR is one of the most versatile techniques for providing information on the functional group attachment due to oxidation and detachment resulting from carbonization of the pitch samples. It also provides ease of a semi-quantitative analysis of the functional groups. The FTIR spectrum of the IMP samples of Batch-1 including un-oxidized pitch, i.e., ST-0 was obtained from 4000 to 400 cm−1. Fig. 3 shows the clubbed spectrum of all the samples.
The FTIR spectrum of un-oxidized or un-stabilized pitch (ST-0) contains peaks of hydrocarbons but not of oxygen-bearing functional groups. Additionally, the nitrogen bearing groups are absent in un-oxidized and oxygen stabilized pitches [10]. However, the un-oxidized pitch of the present study shows the presence of nitrogen bearing aliphatic amines, i.e., C-N stretch, which is present in the range of 1250–1020 cm−1. Further, the intensity of the absorbance peak of this particular stretch starts falling with stabilization time and almost disappears beyond stabilization duration of 5 h. This shows that generalizations about the FTIR spectra of at least pitch samples cannot be made. The difference is ascribed to different origins of the pitch based matrix precursor.
Since the stabilization of the matrix precursor of the present study was carried out in air, there is a possibility that nitrogen groups will form. However, as evident from the FTIR spectra of the stabilized matrix precursor samples, peaks indicating the nitrogen bearing groups are not present. Furthermore, those with aliphatic amines present in the un-stabilized pitch also disappeared after stabilization duration of more than 5 h.
As clearly seen from the FTIR spectra of the SP samples, the absorption in the range of 900–700 cm−1 decreases as a result of oxidation time and reaches the lowest level for oxidation duration of 20 h. Further, beyond 20 h oxidation treatment, the absorption of the peaks in this particular range starts increasing. A similar trend was observed by Petrova et al. [12] for oxidation treatment of coal-tar pitch by different acidic stabilization agents. This implies the occurrence of various types of the reactions during the stabilization process.
Further, the absorption peak of the C-O stretch in the range 1320–1000 cm−1 was not seen in the un-oxidized matrix precursor. However, this particular peak is dominantly seen in all the samples of oxidized IMP irrespective of oxidation duration. Additionally, the peak intensity is found to increase with oxidation time. This shows the formation of alcohols, carboxylic acids, esters, and ethers with oxidation time. Further, the peak of C-C stretch (in-ring) in the range of 1600–1585 cm−1 is of interest. The absorption intensity of the peak increases with oxidation time. This indicates the formation of an increasingly greater amount of aromatic rings. The transformation of aliphatics into aromatics with the help of oxidation may be occurring.
The peak of C=O stretch in the range of 1710–1665 cm−1 is of great interest. It corresponds to aldehydes and ketones. This particular peak was not present in the un-oxidized IMP. However, it is observed for all the oxidized IMP samples irrespective of their oxidation duration. Moreover, the absorption intensity was found to increase with oxidation treatment.
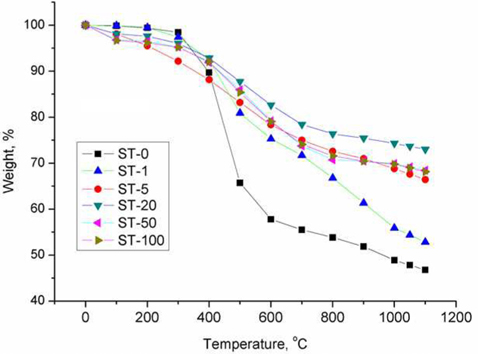
3.4. Pyrolysis behavior of SP by thermogravimetric analysis
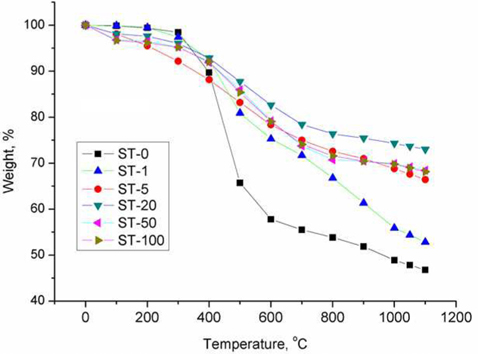
Fig. 4 shows the TGA curves of the pitch samples of Batch-1 indicating the pyrolysis behavior of the samples with temperature. The behavior of the yield (including carbon and residue) can be interpreted through these TGA curves. It can be seen from Fig. 4 that the TGA yield @ 1050℃ of the samples increases as the stabilization time of the samples increases and then starts decreasing beyond 20 h stabilization time. It is accompanied by cross-linking of the hydrocarbons through oxygen molecules, which leads to a reduced level of elemental carbon blow off in the form of hetroatoms. A somewhat similar trend for coal tar based pitch stabilized in air at 350℃ was reported by Manocha et al. [11]. They found that the TGA bulk yield of the pitch increases up to 5 h stabilization duration and then started decreasing after 5 h, whereas in our case the TGA bulk yield continue to increase with stabilization duration up to 20 h and then only started decreasing after 20 h. The main reason behind the drop in the TGA bulk yield beyond 5 h stabilization, as reported by Manocha et al. [11], is the possibility of the reaction of oxygen with carbon leading to removal of elemental carbon.
The low temperature stabilization performed in the present study may be the reason for the increase in the TGA bulk yield of the pitch samples up to stabilization duration of 20 h compared to that of Manocha et al. [11]. The severity of the reaction of oxygen with carbon to pluck it out may be greater for shorter duration stabilization at 350℃ than longer duration stabilization at 200℃. Low temperature long duration stabilization may be favorable for OMG relative to carbon burn off. This is clearly shown here by the extent of OMG @ 200℃ for 20 h and corresponding TGA bulk yield (Fig. 5). Further, the advantage of low temperature oxygen stabilization of pitch samples was demonstrated by Fathollahi et al. [8] when they compared the stabilization threshold with high temperature oxygen treatment at higher temperature.
The effectiveness of the matrix precursor of the present study and its stabilization is compared with results reported in the literature. Fathollahi et al. [8] reported the exudation of mesophase pitch, stabilized in air with an OMG as high as 5.8%, during carbonization. The exudation of SP with an OMG as low as 0.8 % was not noted in our earlier study even under hot-pressing pressure of around 15 MPa. However, exudation of SP was observed when hot-pressing was performed at a pressure higher than 15 MPa [13]. Further, the SP with an OMG of 4.6 % withstood pressure higher than 15 MPa without any exudation in the present work. Even 4.6% OMG by SP is also comparatively lower than that of Fathollahi et al. [8]. The pyrolysis-carbonization that takes place during hot-pressing in our case has higher pressure than the carbonization of the SP pitch carried out by Fathollahi et al. [8].
The explanation if this is provided as follows: the pyrolysis carried out by Fathollahi et al.[8-10] was for a monolith stabilized mesophase pitch whereas we pyrolysed SP with carbon fiber as reinforcement. The presence of reinforcement during pyrolysis-carbonization of our compacts hindered the exudation of molten pitch during hot-pressing at lower hot-pressing pressure. The presence of reinforcement extracted the pre-exuded state of the molten pitch and led to binding of the filaments and provided a better distribution or wettability of the filaments by molten pitch. However, pressure higher than 15 MPa during hot-pressing resulted in exudation of the stabilized pitch with an OMG of 0.8%. This can be attributed to the low viscosity of the molten pitch, which could not cop up with pressure higher than 15 MPa during hot-pressing. However, an interesting conclusion drawn from this is that the viscosity of the molten pitch is critical in exudation-free processing of a SP and carbon fiber derived preform in hot-pressing methodology. The hot-pressing pressure, required to enhance the yield of matrix, can be increased during processing by further increasing the OMG of the matrix precursor. Hence, given this finding, the OMG of IMP was increased to 4.6% by increasing the stabilization time from 1 h to 5 h. The compacts processed with this precursor resulted in exudation-free processing even at hot-pressing pressure as high as 25 MPa. The detailed insight from this is provided in section 3.6.
3.5. Effect of OMG on yield, yield rate and yield impact in real system
The softening point is an important parameter, especially in the hot-pressing route, affecting the applicability of the matrix precursor. A higher softening point not only increases the yield but also the application pressure. However, it may decrease the wettability. Hence, it is necessary to judicially decide the appropriate softening point for a given system.
The influence of OMG on the softening point of the matrix precursor is given in Table 2. As evident from Table 2, the softening point of the matrix precursor increases with OMG and reaches its maximum at an OMG of 4.6%. The rise in the softening point with OMG is accompanied by structural change of the matrix precursor by the formation of more condensed aromatic units and conversion of lighter fractions of the pitch into heavier fractions [12]. Beyond an OMG of 4.6%, the softening point was not detected in the softening point apparatus or in differential scanning calorimetry (DSC). This confirms that the matrix precursor beyond an OMG of 4.6% fuses permanently due to excessive oxidative treatment. Note that the oxidative treatment results in cross linking reactions, which increase the viscosity and the softening point of the matrix precursor. However, beyond a certain degree of oxygen diffusion, the cross linking reactions are saturated. To use the stabilized matrix precursor in hot-pressing to derive a carbon matrix, permanent cross linking leading to a fused matrix makes the matrix unfit for use. Permanent cross linking due to oxidative treatment may be useful in the HIPIC route because in this case the stabilization is performed after impregnation, whereas in hot-pressing stabilization is done before impregnation. Hence, the matrix precursor with an OMG of 4.6% was used to study the yield in a real system. The yield obtained (in compact YE-1) thereafter was compared with that obtained with an OMG of 0.8% used in the compact IS-2 (renamed in the present work as YE-0 for clarity) of a previous study [16].
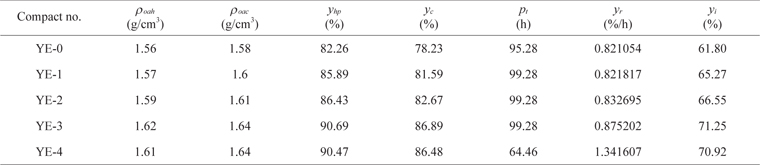
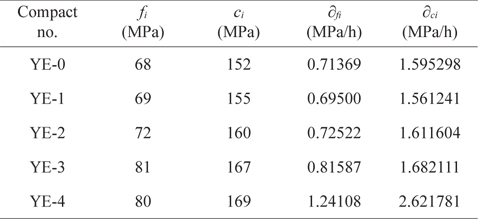
Further, the influence of OMG on the yield of IMP is shown in Table 3. It can be seen from Table 3 that the yield of the compacts increases as the OMG increases. This is consistent with the literature [8,10]. However, the influence of OMG on the yield of IMP in a real system is a noteworthy finding.
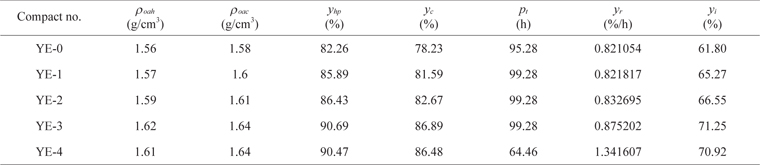
Density, yield, processing time, yield rate, and yield impact of the compacts processed at different conditions
The yield rate and yield impact, the denominations derived by the Raunija et al. and reported in a previous work, were determined for the present work [14]. They are summarized in Table 3. As mentioned earlier, the yield rate shows the importance of yield with respect to processing time. The higher the yield rate is, the more effective the process is. Further, the yield impact shows the importance of the yield in terms of the density at the end of the cycle or process. The higher the yield impact is, the more efficient the transformation of the yield in the form of end density is. This particular denomination differentiates processes based upon their efficiency. A process that gives a higher yield but does not transform the yield into the end density can be differentiated from one that gives a low yield but transforms the yield more efficiently into end density. As can be seen from Table 3, the yield impact of the compact with 4.6% OMG increased significantly compared to that with an OMG of 0.8%. This shows that the process is highly efficient in terms of transforming the increase in the yield into end density.
3.6. Effect of hot-pressing pressure on yield, yield rate, and yield impact
As is well known regarding the processing of C/C composites with pitch matrix precursors, the yield of pitches increases with a decreased heating rate and increased pressure. However, the combination of these two important parameters varies from process to process. In order to optimize the combination of heating rate and pressure with respect to the yield of the matrix precursor for hot-pressing of a short carbon fiber reinforced pitch matrix precursor derived carbon matrix, a good understanding of the system is essential. The hot-pressing heating rate influence was explored in detail in a previous work [13]. Further, pressure during hot-pressing, as reported earlier, was found to increase the yield. However, hot-pressing pressure beyond 15 MPa was found to be unfit to produce a C/C composite with this matrix precursor without exudation [13]. Hence, to increase the working hot-pressing pressure beyond 15 MPa, the matrix precursor should be modified. Therefore, we increased the softening point, which in turns increases the viscosity. As a result of the increased softening point and viscosity due to OMG, the working pressure may be increased. With this hypothesis, we varied the hot-pressing pressure to address its influence on the yield, yield rate, and yield impact. In this section, two experiments were performed by varying the pressure from 15 to 20 to 25 MPa. The processing details of the experiments are provided in Table 1.
The yield, yield rate, and yield impact of the compacts processed at different hot-pressing pressures are provided in Table 3. As evident from Table 3, the yield of the system was found to increase significantly with hot-pressing pressure as expected. Further, huge increases in the yield rate and yield impact of the compacts were recorded as a result of increased hot-pressing pressure. The yield, yield rate and yield impact may further increase with hot-pressing pressure. However, considering the size of the end product and the achieved yield impact, the authors decided not to increase the hot-pressing pressure beyond 25 MPa.
Table 4 shows the flexural and compressive strengths of the C/C compacts. It is revealed that both flexural and compressive strengths of the compact YE-1 with higher OMG are greater than those of compact YE-0 with lower OMG. Li et al. [18] reported significant improvement in mechanical properties with air oxidation of a carbon felt and cloth reinforced C/C composite. Although they reported the effect of air oxidation on mechanical properties, the influence of OMG was not reported. In response, the present authors studied the influence of OMG on mechanical properties. Further, significant improvement in the mechanical properties of compacts YE-2 and YE-3 was found as a result of enhanced hot-pressing pressure. The enhancement in hot-pressing pressure for these compacts was achieved without any exudation of the matrix precursor. Further, a significant reduction in the processing time (from 99.28 to 64.46 h for compact YE-4) without compromising the end properties was achieved by judicially shifting the higher heating rate band from RT-120℃ to RT-360℃ during hot-pressing and increasing the heating rate in the slow heating rate temperature window of 700℃–1050℃ during elevated temperature carbonization as a result of an enhanced softening point of the matrix precursor. Further, the cooling during carbonization was accelerated by using a specially designed carbonization furnace
[Table 4.] Mechanical properties of the compacts processed at different conditions
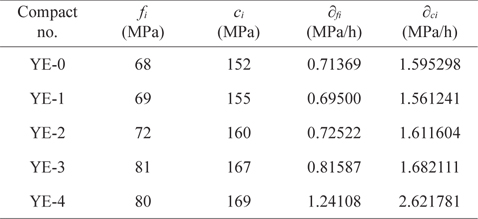
Mechanical properties of the compacts processed at different conditions
The specific flexural and compressive strengths, as depicted in Table 4, were determined. The most important contribution of these denominations is to assess the improvement in the strength of the compact with respect to processing time. It can be seen that both specific flexural and compressive strengths increase as the OMG increases. Further, these denominations improve with increased hot-pressing pressure. The most significant finding is that both denominations increase enormously for compact YE-4. This shows that the reduction in processing time is highly appreciable based on these two denominations.
From this experimental campaign, the following conclusions can be drawn:
1) The IMP was modified by increasing the OMG through air stabilization.
2) The layer thickness of the powdered matrix precursor to be stabilized was found to be crucial with respect to the enhancement of OMG, diffusion of oxygen, and the uniformity of the stabilization. Higher layer thickness resulted in non-uniform melting of the stabilized matrix precursor.
3) The softening point was found to increase with OMG. This was accompanied by the transformation of lower fractions into higher molecular weight fractions and structural change within the matrix precursor.
4) The yield as calculated by TGA was found to increase with OMG till 20 h stabilization and decreased thereafter.
5) The FTIR spectra showed the formation of oxygen containing groups and transformation of aliphatic carbon into aromatic carbon as a result of OMG of the matrix precursor.
6) The yield of the C/C compacts in a real system was also found to increase with OMG.
7) Further, an ascending trend of the yield was recorded in the compacts of the real system even with hot-pressing pressure.
8) The denominations of yield rate and yield impact were found to increase with OMG and hot-pressing pressure. Further, they were crucial in deciding the efficiency of a process.
9) The flexural and compressive strengths were found to increase with OMG and hot-pressing pressure.
10) The specific flexural and compressive strengths have significant role in deciding the increase in strengths as function of time.
11) A significant reduction of processing time (from 99.28 to 64.46 h) without compromising end properties was achieved by appropriately adjusting the parameters and using a specially designed carbonization furnace.